- Электрогазосварка

Содержание
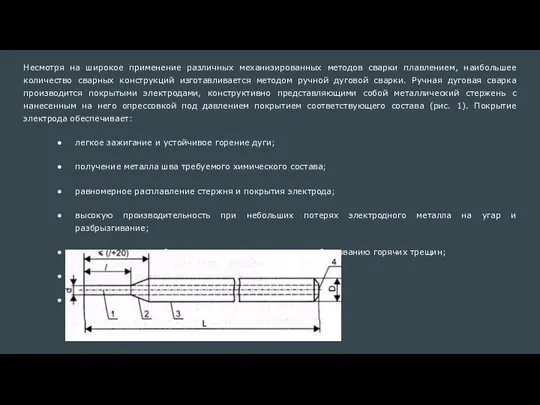
- 2. Несмотря на широкое применение различных механизированных методов сварки плавлением, наибольшее количество сварных конструкций изготавливается методом ручной
- 3. Один из концов стержня освобожден от покрытия для его зажатия в электродо-держателе с обеспечением электрического контакта.
- 4. Химический состав шлакообразующей основы покрытия электродов определяет главным образом технологические свойства шлака. Соотношения компонентов покрытия выбирают
- 5. Шлак, покрывающий сварной шов, уменьшает скорость охлаждения и затвердения металла шва, способствуя выходу из него газовых
- 6. По типам электроды подразделяются по ГОСТ 9467, ГОСТ 10051 и ГОСТ 10052. При этом для сварки
- 7. По толщине покрытия электроды подразделяются в зависимости от отношения наружного диаметра к диаметру стержня электрода, т.
- 9. Скачать презентацию
Несмотря на широкое применение различных механизированных методов сварки плавлением, наибольшее количество
Несмотря на широкое применение различных механизированных методов сварки плавлением, наибольшее количество

Один из концов стержня освобожден от покрытия для его зажатия в
Один из концов стержня освобожден от покрытия для его зажатия в
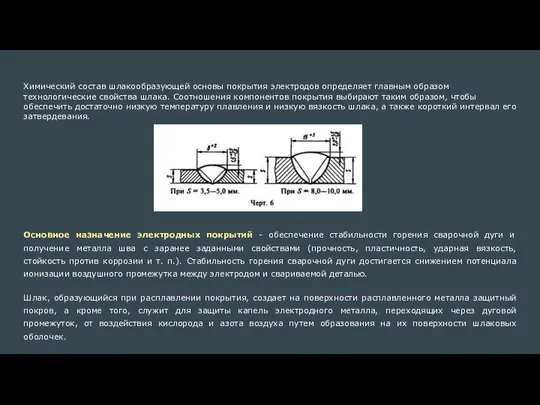
Химический состав шлакообразующей основы покрытия электродов определяет главным образом технологические свойства
Химический состав шлакообразующей основы покрытия электродов определяет главным образом технологические свойства
Шлак, покрывающий сварной шов, уменьшает скорость охлаждения и затвердения металла шва,
Шлак, покрывающий сварной шов, уменьшает скорость охлаждения и затвердения металла шва,
По типам электроды подразделяются по ГОСТ 9467, ГОСТ 10051 и ГОСТ
По типам электроды подразделяются по ГОСТ 9467, ГОСТ 10051 и ГОСТ

По толщине покрытия электроды подразделяются в зависимости от отношения наружного диаметра
По толщине покрытия электроды подразделяются в зависимости от отношения наружного диаметра
 Коммунистическая партия РФ
Коммунистическая партия РФ Основные понятия о мостовых сооружениях и трубах на автомобильных и городских дорогах
Основные понятия о мостовых сооружениях и трубах на автомобильных и городских дорогах Графические возможности Delphi
Графические возможности Delphi «ПРОБЛЕМА СОЗДАНИЯ СИСТЕМЫ УЧЕТА И КОНТРОЛЯ ПРОЦЕССА УПРАВЛЕНИЯ ИННВАЦИОНОЙ ДЕЯТЕЛЬНОСТЬЮ» Алексеева Марина Борисовна, док.эко
«ПРОБЛЕМА СОЗДАНИЯ СИСТЕМЫ УЧЕТА И КОНТРОЛЯ ПРОЦЕССА УПРАВЛЕНИЯ ИННВАЦИОНОЙ ДЕЯТЕЛЬНОСТЬЮ» Алексеева Марина Борисовна, док.эко ЛИЦЕНЗИРОВАНИЕ
ЛИЦЕНЗИРОВАНИЕ Масленица
Масленица Новости науки 2013 Выполнили студентки ЭФ-2 Группы Э121б Витебская Татьяна Редок Полина
Новости науки 2013 Выполнили студентки ЭФ-2 Группы Э121б Витебская Татьяна Редок Полина ВКР: Организация монтажа, технической эксплуатации и ремонта плоскошлифовального станка 3Е711В
ВКР: Организация монтажа, технической эксплуатации и ремонта плоскошлифовального станка 3Е711В Эволюция
Эволюция Problems of GTO standards in school
Problems of GTO standards in school Русская живопись XVII века
Русская живопись XVII века  Сервис 1С-Товары
Сервис 1С-Товары Дальневосточный федеральный округ Выполнили: студенты 1 курса ФТД Группы 1307 Савенкова А. Журавлева Н
Дальневосточный федеральный округ Выполнили: студенты 1 курса ФТД Группы 1307 Савенкова А. Журавлева Н Научитесь от меня, ибо я кроток и смирен сердцем, и найдёте покой душам вашим
Научитесь от меня, ибо я кроток и смирен сердцем, и найдёте покой душам вашим ОПШТЕСТВЕНАTA ОДГОВОРНОСТ НА ГРАЃАНИТЕ 29 јануари 2008 година
ОПШТЕСТВЕНАTA ОДГОВОРНОСТ НА ГРАЃАНИТЕ 29 јануари 2008 година Модест Петрович Мусоргский «Картинки с выставки»
Модест Петрович Мусоргский «Картинки с выставки» Выполнила: студентка 3-го курса группы Т-083 Восколович Юля
Выполнила: студентка 3-го курса группы Т-083 Восколович Юля  Италия во второй половине ХХ века
Италия во второй половине ХХ века выбор показателя адиабаты k2
выбор показателя адиабаты k2  Асинхронный ход. Асинхронный режим электрической системы
Асинхронный ход. Асинхронный режим электрической системы Ацтеки - наиболее многочисленный индейский народ Мексики
Ацтеки - наиболее многочисленный индейский народ Мексики Применение некоторых модуляций в системах связи
Применение некоторых модуляций в системах связи Казанская икона
Казанская икона История визуальных фиксаций традиционной культуры юганских хантов
История визуальных фиксаций традиционной культуры юганских хантов Принцип действия генератора и двигателя постоянного тока. Устройство коллекторной машины постоянного тока
Принцип действия генератора и двигателя постоянного тока. Устройство коллекторной машины постоянного тока Роль домашних заданий в развитии творческих способностей обучающихся Родительское собрание 01.12.2009 год Кл. руководитель 8»Б» кл.
Роль домашних заданий в развитии творческих способностей обучающихся Родительское собрание 01.12.2009 год Кл. руководитель 8»Б» кл.  Інтернет-залежність Виконала: Студентка ІПФ-34 Мельник Юлія
Інтернет-залежність Виконала: Студентка ІПФ-34 Мельник Юлія Презентация Дискриминация на рынке труда. Человеческий капитал. Инвестиции в человеческий капитал. Распределение доходов
Презентация Дискриминация на рынке труда. Человеческий капитал. Инвестиции в человеческий капитал. Распределение доходов