- Проектування технологічного процесу виготовлення діафрагми

Содержание
- 2. Актуальність та мета роботи Діафрагма 68.1038.009 входить до складу нагнітальної камери агрегату газоперекачувального ЕГПА-Ц-б До деталі
- 3. Діафрагма 68.1038.009
- 4. Креслення заготовки діафрагми 68.1038.009
- 5. Схема розташування припусків і допусків розміру ∅75Н9 мм 5
- 6. Технологічний процес виготовлення діафрагми 68.1038.009
- 7. Операції, що аналізуються у роботі Операція 020 Токарна з ЧПК Токарний верстат з ЧПК моделі UNITECH
- 8. Операції, що аналізуються у роботі Операція 070 Свердлильна з ЧПК Свердлильний верстат з ЧПК моделі Knuth
- 9. Операційне налагодження
- 10. Верстатне пристосування з пневмоприводом на операцію 060 Свердлильна з ЧПК
- 11. Висновки по роботі 1.Під час виконання кваліфікаційної роботи бакалавра проведеноаналіз службового призначення агрегату газоперекачувального ЕГПА-Ц-б, до
- 13. Скачать презентацию

Актуальність та мета роботи
Діафрагма 68.1038.009 входить до складу нагнітальної камери агрегату
Актуальність та мета роботи
Діафрагма 68.1038.009 входить до складу нагнітальної камери агрегату

Діафрагма 68.1038.009
Діафрагма 68.1038.009
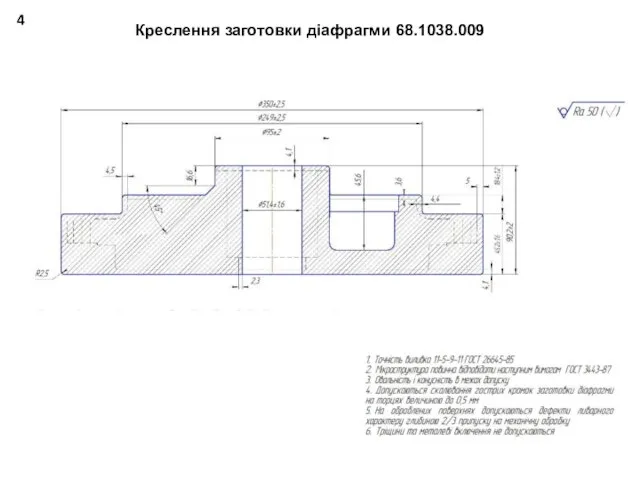
Креслення заготовки діафрагми 68.1038.009
Креслення заготовки діафрагми 68.1038.009

Схема розташування
припусків і допусків розміру ∅75Н9 мм
5
Схема розташування
припусків і допусків розміру ∅75Н9 мм
5
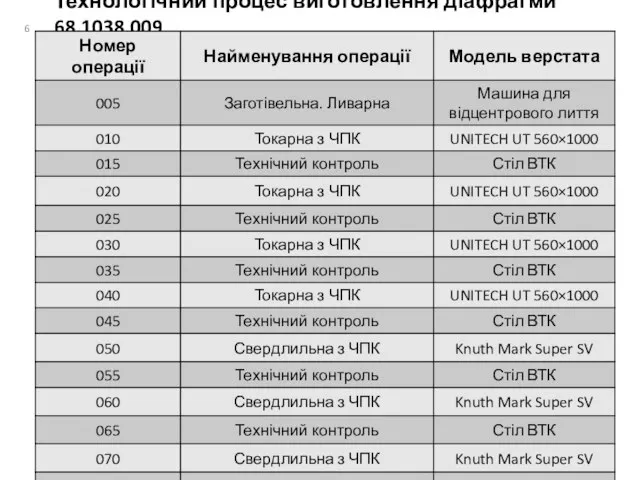
Технологічний процес виготовлення діафрагми 68.1038.009
Технологічний процес виготовлення діафрагми 68.1038.009
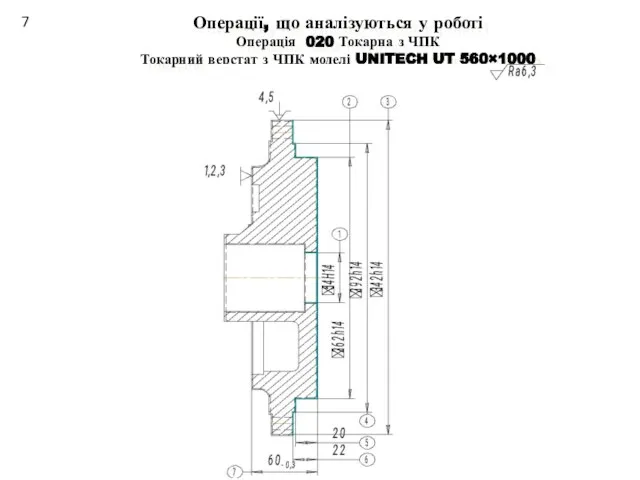
Операції, що аналізуються у роботі
Операція 020 Токарна з ЧПК
Токарний верстат з
Операції, що аналізуються у роботі
Операція 020 Токарна з ЧПК
Токарний верстат з

Операції, що аналізуються у роботі
Операція 070 Свердлильна з ЧПК
Свердлильний верстат з
Операції, що аналізуються у роботі
Операція 070 Свердлильна з ЧПК
Свердлильний верстат з

Операційне
налагодження
Операційне
налагодження
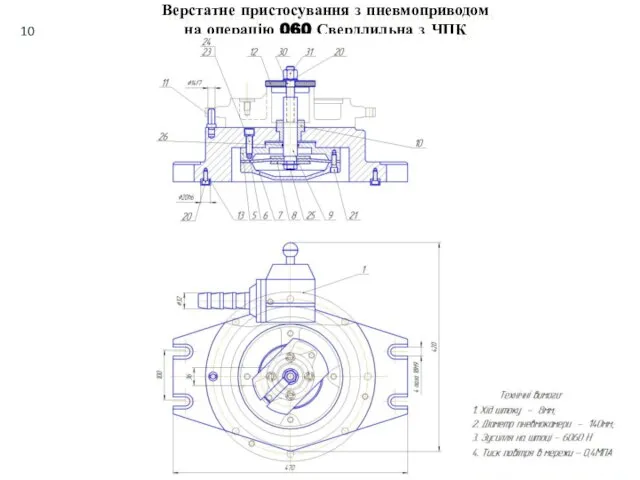
Верстатне пристосування з пневмоприводом
на операцію 060 Свердлильна з ЧПК
Верстатне пристосування з пневмоприводом
на операцію 060 Свердлильна з ЧПК

Висновки по роботі
1.Під час виконання кваліфікаційної роботи бакалавра проведеноаналіз службового призначення
Висновки по роботі
1.Під час виконання кваліфікаційної роботи бакалавра проведеноаналіз службового призначення
 Проецирующие плоскости
Проецирующие плоскости Расчет параметров болтового соединения
Расчет параметров болтового соединения Способы преобразования проекций
Способы преобразования проекций Сборочный чертеж
Сборочный чертеж Линия. Лекция 6
Линия. Лекция 6 Виды проектной графики
Виды проектной графики Проект индивидуального одноэтажного жилого дома с мансардой
Проект индивидуального одноэтажного жилого дома с мансардой Введение в предмет Черчение
Введение в предмет Черчение Винтовые поверхности
Винтовые поверхности Совершенствование технологии заготовки сенажа путём модернизации комбайна Марал-125
Совершенствование технологии заготовки сенажа путём модернизации комбайна Марал-125 Введение.Точка.Прямая.( Лекция № 1)
Введение.Точка.Прямая.( Лекция № 1) Чертежи разверток поверхностей геометрических тел
Чертежи разверток поверхностей геометрических тел Проецирование. Проекция
Проецирование. Проекция Виды линий, масштабы
Виды линий, масштабы Варианты расположения вспомогательных служб механосборочного производства
Варианты расположения вспомогательных служб механосборочного производства Инженерная графика. Чертеж
Инженерная графика. Чертеж Правила оформления чертежей
Правила оформления чертежей Разработка проекта строительства дополнительного офиса Георгиевского отделения №1811/051 АК СБ РФ
Разработка проекта строительства дополнительного офиса Георгиевского отделения №1811/051 АК СБ РФ Чтение чертежа детали
Чтение чертежа детали Графическая документация. Технический рисунок
Графическая документация. Технический рисунок Объект и пространство. От плоскостного изображения к объёмному макету
Объект и пространство. От плоскостного изображения к объёмному макету Разрезы по курсу черчение
Разрезы по курсу черчение Многоквартирный жилой дом в городе Томск
Многоквартирный жилой дом в городе Томск Сопряжения. Построение сопряжений
Сопряжения. Построение сопряжений Проецирование
Проецирование Устройство для разделения элементов конструкции
Устройство для разделения элементов конструкции Графические работы
Графические работы Чертежные инструменты, материалы и принадлежности. Урок 2
Чертежные инструменты, материалы и принадлежности. Урок 2