- Допуски и посадки

Содержание
- 2. 6.1 Основные понятия Взаимозаменяемость позволяет производить полную замену деталей и узлов любыми однотипными деталями и узлами,
- 3. При механической обработке партии однородных деталей невозможно получить совершенно одинаковые их размеры. Каждая деталь будет иметь
- 4. 6.2 Система допусков на гладкие цилиндрические сопряжения Основными системами являются две системы посадок: система отверстия и
- 5. Изготавливать соединения в системе отверстия экономичнее, чем в системе вала, значительно сокращается число сверл, разверток и
- 6. Рис. 6.2 – схема соединения Рис. 6.3 – схема соединения с зазором. с натягом.
- 7. Действительным размером называется тот, который получается непосредственным измерением. Предельными размерами называются размеры, между которыми может колебаться
- 8. Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала. Натягом называется
- 9. В свою очередь, каждая из систем разделяется на квалитеты. Количество квалитетов различно в зависимости от диапазона
- 10. Для предотвращения необоснованного многообразия в допусках и посадках и повышения экономических показателей устанавливается следующая последовательность выбора
- 11. Все посадки, как в системе отверстия, так и в системе вала разделяются на три группы: посадки
- 12. 6.3 Обозначение полей допусков и рекомендации по выбору квалитетов Положение поля допуска относительно нулевой линии, зависящее
- 13. Квалитеты 01, 0, 1, предназначены для концевых мер длины. Квалитеты с 2-го по 4-й – для
- 14. 6.4 Нанесение предельных отклонений на чертежах Предельные отклонения линейных размеров могут быть указаны на чертежах одним
- 15. Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать условные обозначения предельных отклонений линейных
- 16. Пример условного обозначения допусков и посадок на чертежах в системе отверстия и вала представлен на рис.
- 17. Два отверстия не Одно и более отверстий связанные базами связанных с базами
- 18. Рис. 6.6 - Три и более отверстий не связанных с базами
- 19. 6.5 О зависимых допусках Зависимым называется допуск расположения, величина которого зависит не только от заданного предельного
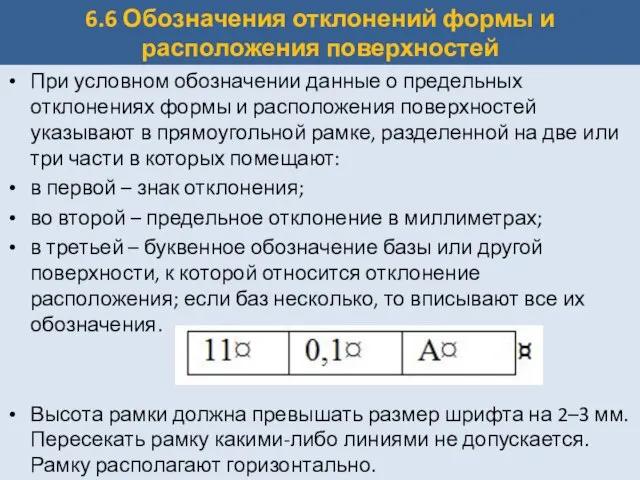
- 20. 6.6 Обозначения отклонений формы и расположения поверхностей При условном обозначении данные о предельных отклонениях формы и
- 21. Основой нормирования и количественного отклонения формы и расположение поверхностей является принцип прилегающих прямых, поверхностей и профилей.
- 22. Допуск формы – это наибольшее значение отклонения формы, т. е наибольшее расстояние от точек реальной поверхности
- 24. Числовые значения отклонений формы и расположение поверхностей выбирают по ГОСТ 24643-81. Установлено 16 степеней точности формы
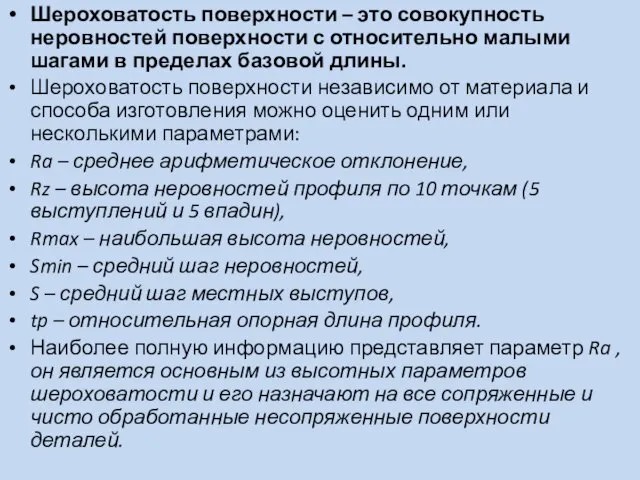
- 25. Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами в пределах базовой длины. Шероховатость
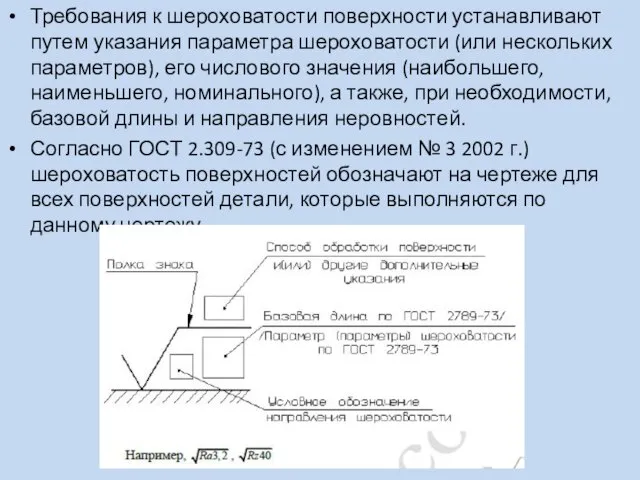
- 26. Требования к шероховатости поверхности устанавливают путем указания параметра шероховатости (или нескольких параметров), его числового значения (наибольшего,
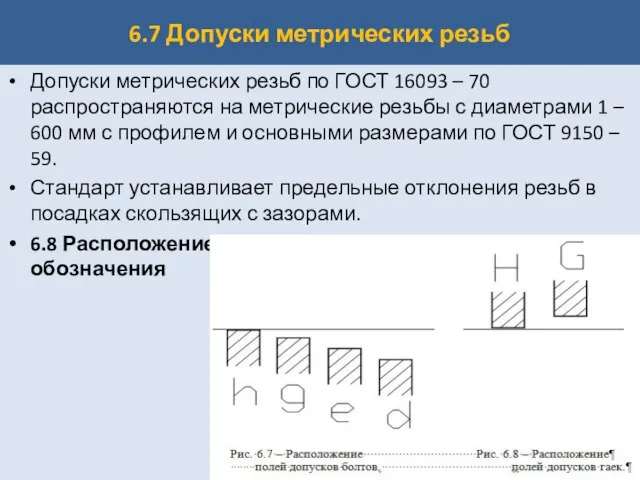
- 27. 6.7 Допуски метрических резьб Допуски метрических резьб по ГОСТ 16093 – 70 распространяются на метрические резьбы
- 28. Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением – верхним для болтов и нижним
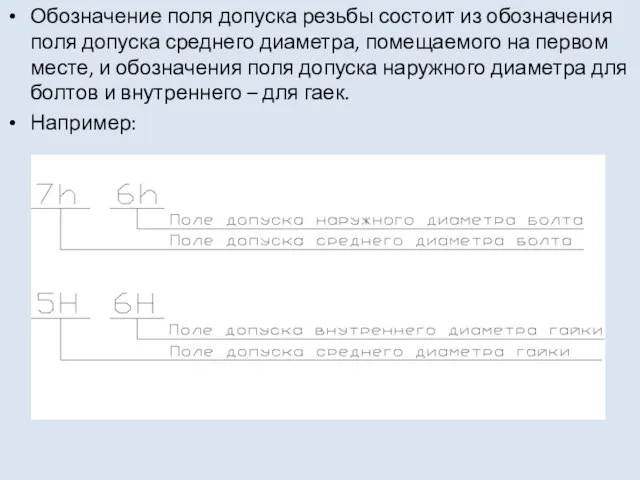
- 29. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и
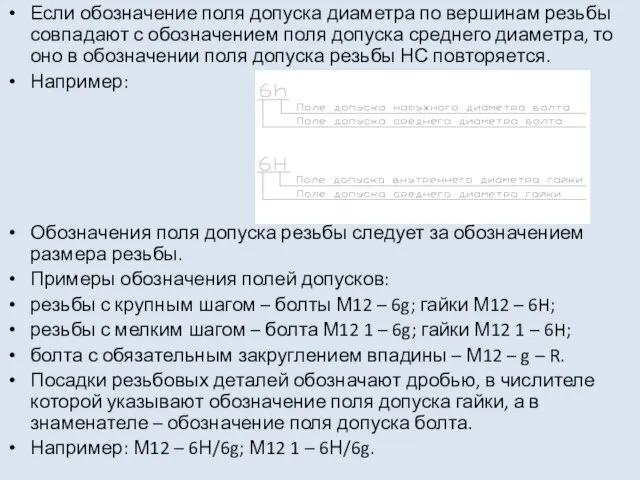
- 30. Если обозначение поля допуска диаметра по вершинам резьбы совпадают с обозначением поля допуска среднего диаметра, то
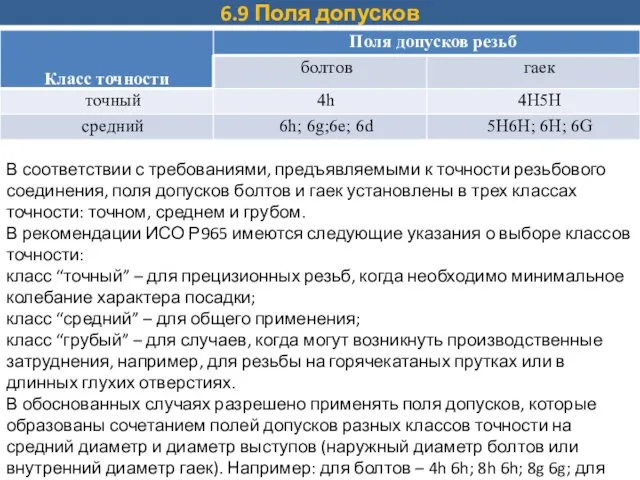
- 31. 6.9 Поля допусков В соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков болтов и
- 32. 6.10 Допуски цилиндрических зубчатых передач Точность изготовления зубчатых передач регламентируется соответствующими ГОСТами, предусматривающими для их оценки
- 33. Нормы боковых зазоров в передачах с нерегулируемыми межцентровыми расстояниями (при отсутствии люфтовыбирателейи компенсаторов) определяют величины мертвых
- 34. Рис. 6.6 – Виды сопряжений и величины гарантированных боковых зазоров в передаче при m 1 мм
- 35. Сопряжение H имеет гарантированный боковой зазор j min = 0. Погрешности изготовления зубчатых колес и передач
- 37. Скачать презентацию
6.1 Основные понятия
Взаимозаменяемость позволяет производить полную замену деталей и узлов любыми
6.1 Основные понятия
Взаимозаменяемость позволяет производить полную замену деталей и узлов любыми
При механической обработке партии однородных деталей невозможно получить совершенно одинаковые их
При механической обработке партии однородных деталей невозможно получить совершенно одинаковые их
6.2 Система допусков на гладкие цилиндрические сопряжения
Основными системами являются две системы
6.2 Система допусков на гладкие цилиндрические сопряжения
Основными системами являются две системы

Изготавливать соединения в системе отверстия экономичнее, чем в системе вала, значительно
Изготавливать соединения в системе отверстия экономичнее, чем в системе вала, значительно

Рис. 6.2 – схема соединения Рис. 6.3 – схема соединения
с зазором.
Рис. 6.2 – схема соединения Рис. 6.3 – схема соединения с зазором.
Действительным размером называется тот, который получается непосредственным измерением.
Предельными размерами называются размеры,
Действительным размером называется тот, который получается непосредственным измерением.
Предельными размерами называются размеры,
Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим
Наименьшим зазором называется разность между наименьшим предельным размером отверстия и наибольшим

В свою очередь, каждая из систем разделяется на квалитеты. Количество квалитетов
В свою очередь, каждая из систем разделяется на квалитеты. Количество квалитетов
Для предотвращения необоснованного многообразия в допусках и посадках и повышения экономических
Для предотвращения необоснованного многообразия в допусках и посадках и повышения экономических
Все посадки, как в системе отверстия, так и в системе вала
Все посадки, как в системе отверстия, так и в системе вала
6.3 Обозначение полей допусков и рекомендации по выбору квалитетов
Положение поля допуска
6.3 Обозначение полей допусков и рекомендации по выбору квалитетов
Положение поля допуска
Квалитеты 01, 0, 1, предназначены для концевых мер длины.
Квалитеты с 2-го
Квалитеты 01, 0, 1, предназначены для концевых мер длины.
Квалитеты с 2-го
6.4 Нанесение предельных отклонений на чертежах
Предельные отклонения линейных размеров могут быть
6.4 Нанесение предельных отклонений на чертежах
Предельные отклонения линейных размеров могут быть
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать
Общая запись о предельных отклонениях размеров с неуказанными допусками должна содержать
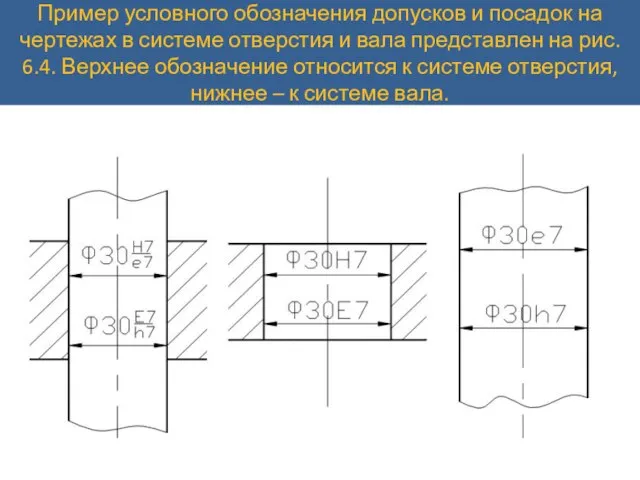
Пример условного обозначения допусков и посадок на чертежах в системе отверстия
Пример условного обозначения допусков и посадок на чертежах в системе отверстия
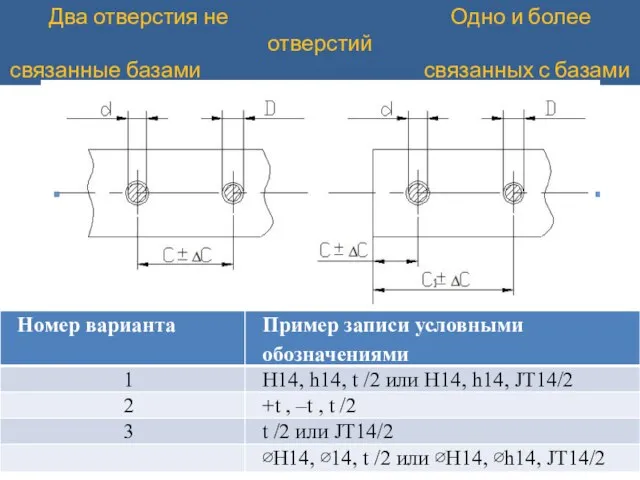
Два отверстия не Одно и более отверстий
связанные базами связанных с базами
Два отверстия не Одно и более отверстий
связанные базами связанных с базами

Рис. 6.6 - Три и более отверстий не связанных с базами
Рис. 6.6 - Три и более отверстий не связанных с базами
6.5 О зависимых допусках
Зависимым называется допуск расположения, величина которого зависит не
6.5 О зависимых допусках
Зависимым называется допуск расположения, величина которого зависит не
6.6 Обозначения отклонений формы и расположения поверхностей
При условном обозначении данные о
6.6 Обозначения отклонений формы и расположения поверхностей
При условном обозначении данные о
Основой нормирования и количественного отклонения формы и расположение поверхностей является принцип
Основой нормирования и количественного отклонения формы и расположение поверхностей является принцип
Допуск формы – это наибольшее значение отклонения формы, т. е наибольшее
Допуск формы – это наибольшее значение отклонения формы, т. е наибольшее

Числовые значения отклонений формы и расположение поверхностей выбирают по ГОСТ 24643-81.
Числовые значения отклонений формы и расположение поверхностей выбирают по ГОСТ 24643-81.
Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами
Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами
Требования к шероховатости поверхности устанавливают путем указания параметра шероховатости (или нескольких
Требования к шероховатости поверхности устанавливают путем указания параметра шероховатости (или нескольких
6.7 Допуски метрических резьб
Допуски метрических резьб по ГОСТ 16093 – 70
6.7 Допуски метрических резьб
Допуски метрических резьб по ГОСТ 16093 – 70
Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением –
Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением –
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра,
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра,
Если обозначение поля допуска диаметра по вершинам резьбы совпадают с обозначением
Если обозначение поля допуска диаметра по вершинам резьбы совпадают с обозначением
6.9 Поля допусков
В соответствии с требованиями, предъявляемыми к точности резьбового соединения,
6.9 Поля допусков
В соответствии с требованиями, предъявляемыми к точности резьбового соединения,
6.10 Допуски цилиндрических зубчатых передач
Точность изготовления зубчатых передач регламентируется соответствующими ГОСТами,
6.10 Допуски цилиндрических зубчатых передач
Точность изготовления зубчатых передач регламентируется соответствующими ГОСТами,
Нормы боковых зазоров в передачах с нерегулируемыми межцентровыми расстояниями (при отсутствии
Нормы боковых зазоров в передачах с нерегулируемыми межцентровыми расстояниями (при отсутствии
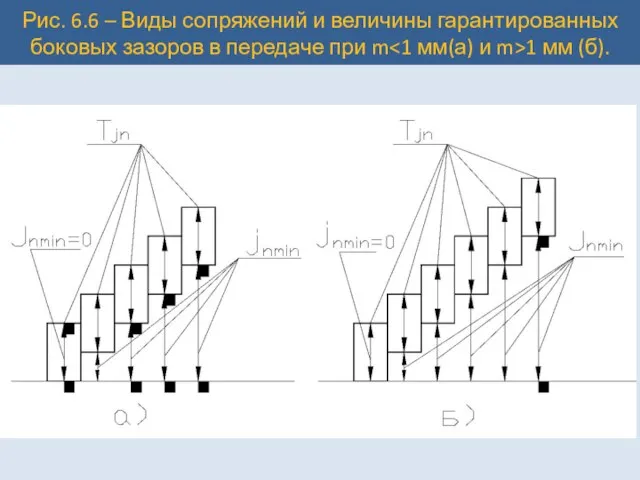
Рис. 6.6 – Виды сопряжений и величины гарантированных боковых зазоров в
Рис. 6.6 – Виды сопряжений и величины гарантированных боковых зазоров в
Сопряжение H имеет гарантированный боковой зазор j min = 0. Погрешности
Сопряжение H имеет гарантированный боковой зазор j min = 0. Погрешности
 Температура и тепловое равновесие. Абсолютная температура
Температура и тепловое равновесие. Абсолютная температура Опыты
Опыты Кристалдану үдерісі
Кристалдану үдерісі Инфракрасное и ультрафиолетовое излучения
Инфракрасное и ультрафиолетовое излучения Продолжение молекулярной физики
Продолжение молекулярной физики Эксплуатация топливной системы главных двигателей судна проекта 428 - 2 ОТ - 2100
Эксплуатация топливной системы главных двигателей судна проекта 428 - 2 ОТ - 2100 Постоянный и переменный электрический ток. Электрические свойства биологических тканей
Постоянный и переменный электрический ток. Электрические свойства биологических тканей Найважливіші відкриття Ніколи Тесли
Найважливіші відкриття Ніколи Тесли Тиск газів і рідин
Тиск газів і рідин Почему в морской воде плавать легче, чем в пресной?
Почему в морской воде плавать легче, чем в пресной? Физико-технические основы электроэнергетики. Лекция 11
Физико-технические основы электроэнергетики. Лекция 11 Эллиптическое движение
Эллиптическое движение Механическая техника
Механическая техника Измерение радиусов кривизны сферических поверхностей на сферометре, с помощью автоколлимационных микроскопа и зрительной трубы
Измерение радиусов кривизны сферических поверхностей на сферометре, с помощью автоколлимационных микроскопа и зрительной трубы Частицы воздуха в звуковой волне
Частицы воздуха в звуковой волне  Взаимодействие тел. Масса тела. Единицы массы
Взаимодействие тел. Масса тела. Единицы массы Қанның тамырлар бойымен қозғалысының гемодинамикалық заңдылықтары. Қанның реологиялық қасиеттері
Қанның тамырлар бойымен қозғалысының гемодинамикалық заңдылықтары. Қанның реологиялық қасиеттері Возникновение атомистической гипотезы строения вещества и ее экспериментальные доказательства. Идеальный газ
Возникновение атомистической гипотезы строения вещества и ее экспериментальные доказательства. Идеальный газ Парообразование и конденсация
Парообразование и конденсация Линзы. Построение изображений, даваемых линзой
Линзы. Построение изображений, даваемых линзой Механічна енергія. Види енергії
Механічна енергія. Види енергії Методы и средства измерения полосы пропускания и дисперсии оптических волокон
Методы и средства измерения полосы пропускания и дисперсии оптических волокон Согласование волноводов. Неподвижные соединения. Вращающееся соединение
Согласование волноводов. Неподвижные соединения. Вращающееся соединение Элементы гидродинамики и теплопереноса в гелии
Элементы гидродинамики и теплопереноса в гелии Основные свойства синергетических систем
Основные свойства синергетических систем Датчика изгиба (Роборука)
Датчика изгиба (Роборука) Законы постоянного тока
Законы постоянного тока Силы в природе. Гравитационные силы
Силы в природе. Гравитационные силы