- Клепка прессованием и ударом

Содержание
- 2. Процесс клепки заключается в осаживании выступающей части стержня заклепки и формирование из него замыкающей головки требуемой
- 3. Образование замыкающей головки происходит методом прессования или ударом. При прессовой клепке применяются клепальные прессы или автоматы,
- 4. Прессы для клепки узлов и панелей:
- 5. Технические характеристики клепальных прессов:
- 6. Схема полуавтоматического пресса КП-602 для групповой клепки: 1-станина; 2-верхняя клепальная головка; 3-нижняя клепальная головка; 4-щупы; 5-
- 7. Клепальный автомат АК-2,2-05: 1-станина; 2-нижняя клепальная головка; 3-верхнии сверлильно-зенковальная и клепальная головки; 4-пульт управления
- 9. Скачать презентацию

Процесс клепки заключается в осаживании выступающей части стержня заклепки и формирование
Процесс клепки заключается в осаживании выступающей части стержня заклепки и формирование

Образование замыкающей головки происходит методом прессования или ударом. При прессовой
Образование замыкающей головки происходит методом прессования или ударом. При прессовой

Прессы для клепки узлов и панелей:
Прессы для клепки узлов и панелей:
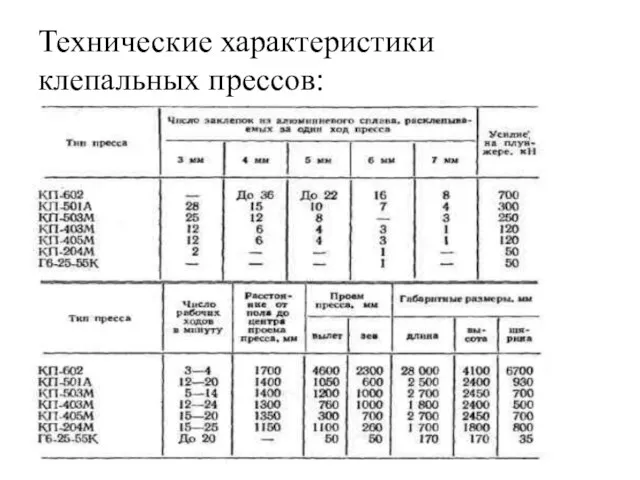
Технические характеристики клепальных прессов:
Технические характеристики клепальных прессов:
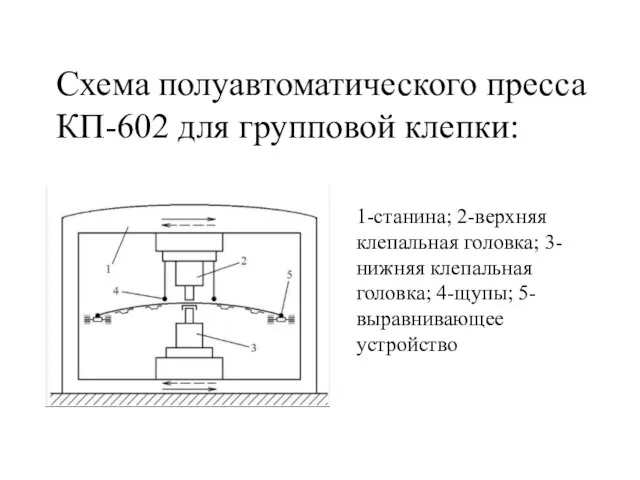
Схема полуавтоматического пресса КП-602 для групповой клепки:
1-станина; 2-верхняя клепальная головка; 3-нижняя
Схема полуавтоматического пресса КП-602 для групповой клепки:
1-станина; 2-верхняя клепальная головка; 3-нижняя

Клепальный автомат АК-2,2-05:
1-станина;
2-нижняя клепальная головка;
3-верхнии сверлильно-зенковальная и клепальная
Клепальный автомат АК-2,2-05:
1-станина;
2-нижняя клепальная головка;
3-верхнии сверлильно-зенковальная и клепальная
 Влажность воздуха
Влажность воздуха Надпровідність
Надпровідність Работа и энергия. Закон сохранения механической энергии
Работа и энергия. Закон сохранения механической энергии Теплообмен при омывании труб
Теплообмен при омывании труб Проверочные работы по физике для 7 – 8 класса Подготовила: Аксёнова Наталья Петровна
Проверочные работы по физике для 7 – 8 класса Подготовила: Аксёнова Наталья Петровна  Явление молнии
Явление молнии  Дисперсия
Дисперсия Региональный чемпионат «Молодые профессионалы Москвы» по стандартам JuniorSkills
Региональный чемпионат «Молодые профессионалы Москвы» по стандартам JuniorSkills Кривошипно-шатунный механизм двигателя
Кривошипно-шатунный механизм двигателя Пространственная система сил
Пространственная система сил Биофизика, как наука
Биофизика, как наука Презентация по физике "Импульс и его сохранение" - скачать
Презентация по физике "Импульс и его сохранение" - скачать  Система охлаждения в двигателях внутреннего сгорания
Система охлаждения в двигателях внутреннего сгорания Флуиди. Идеален флуид
Флуиди. Идеален флуид Презентация по физике "Электронная проводимость металлов" - скачать
Презентация по физике "Электронная проводимость металлов" - скачать  Системы пожарной сигнализации и пожаротушения
Системы пожарной сигнализации и пожаротушения Зависимость силы тока от напряжения. Электрическое сопротивление
Зависимость силы тока от напряжения. Электрическое сопротивление 7ф урок 1
7ф урок 1 Что такое колокол?
Что такое колокол? Второе и третье начала термодинамики
Второе и третье начала термодинамики Импульс тела. Закон сохранения импульса. Реактивное движение в природе и технике
Импульс тела. Закон сохранения импульса. Реактивное движение в природе и технике Аттестационная работа. Методическая разработка проекта по физике на тему Сила трения и движение
Аттестационная работа. Методическая разработка проекта по физике на тему Сила трения и движение МАГНИТНОЕ ПОЛЕ Магнитное поле – это особый вид материи, невидимый и неосязаемый для человека, существующий нез
МАГНИТНОЕ ПОЛЕ Магнитное поле – это особый вид материи, невидимый и неосязаемый для человека, существующий нез Нахождение теплоемкости металлов в опытах по теплообмену с водой
Нахождение теплоемкости металлов в опытах по теплообмену с водой Радиация. Ионизирующее излучение
Радиация. Ионизирующее излучение Аттестационная работа. Методическая разработка по выполнению проектной работы по физике Электромобиль
Аттестационная работа. Методическая разработка по выполнению проектной работы по физике Электромобиль Понятие смены скорости - ось. Модели расширения и сужения
Понятие смены скорости - ось. Модели расширения и сужения Ачыкларга
Ачыкларга