- Измерительный инструмент

Содержание
- 2. Измерительный инструмент Штангенциркуль Микрометр Калибры (калибр- кольца, калибр-пробки, калибр-скобы) Резьбовые калибры
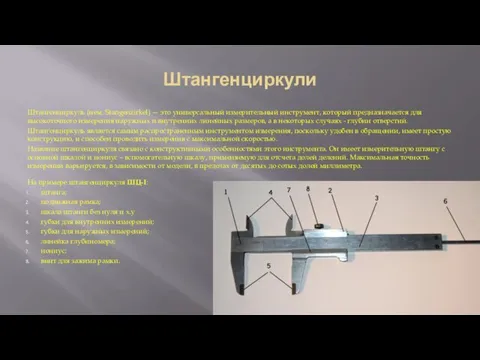
- 3. Штангенциркули Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для высокоточного измерения наружных и
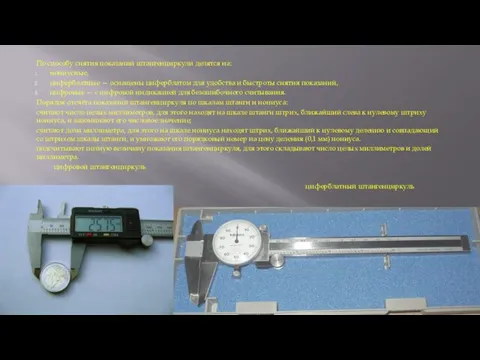
- 4. По способу снятия показаний штангенциркули делятся на: нониусные, циферблатные — оснащены циферблатом для удобства и быстроты
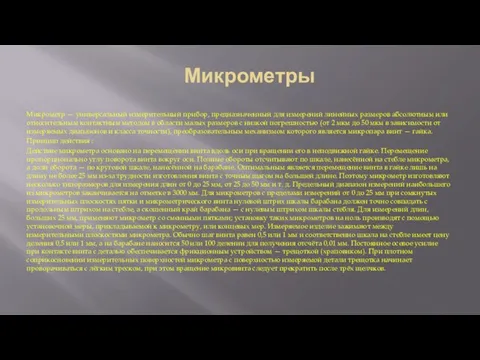
- 5. Микрометры Микрометр — универсальный измерительный прибор, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом
- 6. Электронные микрометры Микрометры бывают : механические Электронные электронный микрометр – это всего лишь немного усовершенствованный механический
- 7. Калибры Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы изделий и при помощи
- 8. Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с двумя цилиндрами. Один цилиндр имеет
- 9. Резьбовые калибры Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный средний диаметры гайки,
- 10. Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую наружную резьбу. Допускается навинчивание непроходного
- 12. Скачать презентацию
Измерительный инструмент
Штангенциркуль
Микрометр
Калибры (калибр-
кольца, калибр-пробки,
калибр-скобы)
Резьбовые калибры
Измерительный инструмент
Штангенциркуль
Микрометр
Калибры (калибр-
кольца, калибр-пробки,
калибр-скобы)
Резьбовые калибры
Штангенциркули
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для
Штангенциркули
Штангенциркуль (нем. Stangenzirkel) — это универсальный измерительный инструмент, который предназначается для
По способу снятия показаний штангенциркули делятся на:
нониусные,
циферблатные — оснащены циферблатом для
По способу снятия показаний штангенциркули делятся на:
нониусные,
циферблатные — оснащены циферблатом для
Микрометры
Микрометр — универсальный измерительный прибор, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом
Микрометры
Микрометр — универсальный измерительный прибор, предназначенный для измерений линейных размеров абсолютным или относительным контактным методом
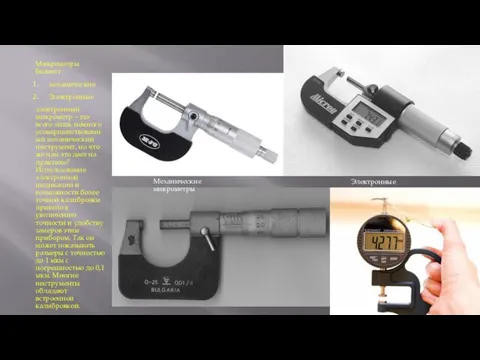
Электронные микрометры
Микрометры бывают :
механические
Электронные
электронный микрометр – это всего лишь немного
Электронные микрометры
Микрометры бывают :
механические
Электронные
электронный микрометр – это всего лишь немного
Калибры
Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы
Калибры
Калибрами называются такие измерительные инструменты, которыми проверяются правильность размеров и формы
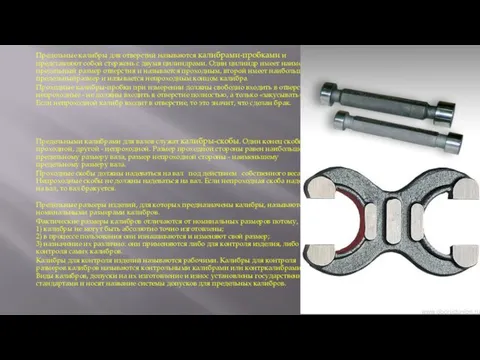
Предельные калибры для отверстий называются калибрами-пробками и
представляют собой стержень с
Предельные калибры для отверстий называются калибрами-пробками и представляют собой стержень с

Резьбовые калибры
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный
Резьбовые калибры
Для контроля внутренней резьбы применяют проходные резьбовые пробки (ПР), проверяющие приведенный

Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую
Калибр-кольцо резьбовой непроходной НЕ, как правило, не должен навинчиваться на контролируемую
 Правильные многогранники
Правильные многогранники Азбука
Азбука Векторы в пространстве. Понятие вектора
Векторы в пространстве. Понятие вектора Логарифмические уравнения
Логарифмические уравнения Решение тригонометрических уравнений
Решение тригонометрических уравнений Презентация по математике "ПЛОЩАДЬ ПАРАЛЛЕЛОГРАММА, ТРЕУГОЛЬНИКА, ТРАПЕЦИИ" - скачать бесплатно
Презентация по математике "ПЛОЩАДЬ ПАРАЛЛЕЛОГРАММА, ТРЕУГОЛЬНИКА, ТРАПЕЦИИ" - скачать бесплатно Техника формирования граф логических структур
Техника формирования граф логических структур Осевая и центральная симметрии
Осевая и центральная симметрии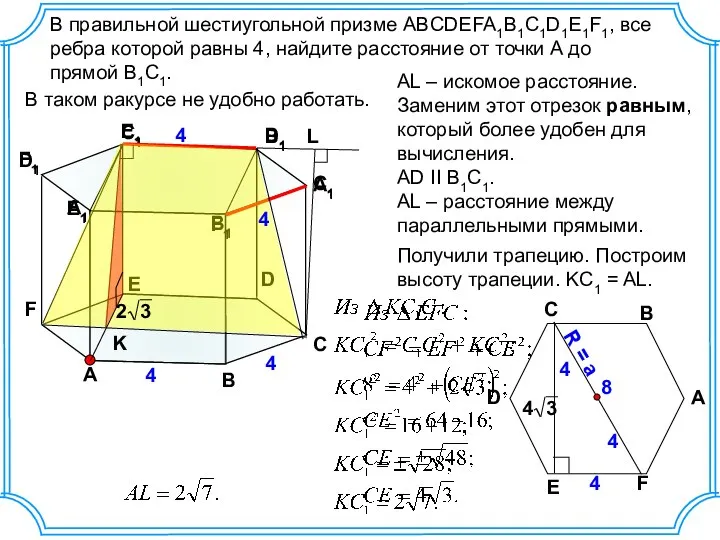 Правильная шестиугольная призма. (№25)
Правильная шестиугольная призма. (№25) Упрощение выражений
Упрощение выражений Деление обыкновенных дробей. Устная работа
Деление обыкновенных дробей. Устная работа Математическая игра для 5-х классов «Путешествие по стране Математика» Материал подготовила учитель математики
Математическая игра для 5-х классов «Путешествие по стране Математика» Материал подготовила учитель математики  Тригонометрические формулы. Диктант
Тригонометрические формулы. Диктант Десятичная система счисления
Десятичная система счисления Матриці та дії над ними. Поняття і види матриць
Матриці та дії над ними. Поняття і види матриць Диаграммы и их применение в школьной практике
Диаграммы и их применение в школьной практике Kiiruse ülesannete lahendamine 7. klassi loodusõpetus
Kiiruse ülesannete lahendamine 7. klassi loodusõpetus Устная работа к урокам. «Умножение обыкновенных дробей» 6 класс 4-5 часть
Устная работа к урокам. «Умножение обыкновенных дробей» 6 класс 4-5 часть Освоение основных универсальных предметных знаний и умений в курсе технологии
Освоение основных универсальных предметных знаний и умений в курсе технологии Действия с десятичными дробями
Действия с десятичными дробями Решение задач по теме: «Терема Пифагора»
Решение задач по теме: «Терема Пифагора» Круглые тела
Круглые тела Первообразная. Неопределенный интеграл
Первообразная. Неопределенный интеграл Зима Ирина Владимировна учитель начальных классов МОУ «Климовская оош» Ясногорский район Тульская область
Зима Ирина Владимировна учитель начальных классов МОУ «Климовская оош» Ясногорский район Тульская область  Геометрия древесного ствола
Геометрия древесного ствола Тест по теме: "Скалярное произведение векторов". Вариант 1
Тест по теме: "Скалярное произведение векторов". Вариант 1 Контрольная работа
Контрольная работа Взаимно обратные числа. 6 класс
Взаимно обратные числа. 6 класс