- Бережливое производство Toyota в России

Содержание
- 2. История TOYOTA
- 3. Что такое бережливое производство?
- 4. Что значит быть бережливым? Качество Рентабельность Производительность Отчётность
- 5. Ключевые принципы I. Ключ к выгоде – в цехе II. Процесс в виде непрерывного потока способствует
- 6. Введение в Кайдзен Разбирать Делать хорошо КАЙ ДЗЕН Разобрать, чтобы сделать лучше Небольшие Последовательные Постоянные улучшения
- 7. Японское восприятие должностных функций Высшее руководство Менеджмент среднего звена Мастера Рабочие Совершенствование Поддержание
- 8. Место инновации и кайдзен в процессе совершенствования Высшее руководство Менеджмент среднего звена Мастера Рабочие Инновация Кайдзен
- 9. Шаг развития Прошлое Настоящее Будущее
- 10. Перепроизводство Потери перепроизводства появляются, когда мы производим, собираем или выпускаем больше, чем это необходимо. Мы делаем
- 11. Потери из-за дефектов и необходимости переделки Производство дефектных деталей и исправление дефектов. Ремонт, переделка, замена продукции
- 12. Излишняя обработка Потери, вызванные завышенными требованиями к качеству, не имеющих ценности в глазах потребителя, не улучшает
- 13. Потери при транспортировке Перемещение незавершенного производства на большие расстояния, порождающее неэффективность транспортировки и дефекты, а также
- 14. Лишние движения Ненужные, излишние перемещения персонала, продукции, материалов и оборудования, которые не добавляют ценности процессу.
- 15. Запасы Содержать чрезмерные запасы, замораживающие капитал и требующие выплаты банковских процентов, слишком дорого. Излишние запасы снижают
- 16. Ожидание Потери времени на ожидание возникают, когда люди, операции или частично готовая продукция вынуждены дожидаться дальнейших
- 17. Избыточные отходы Потери, связанные с ошибками в определении норм расхода материалов (раскрой листового проката, завышенные нормы,
- 18. Нереализованный творческий потенциал сотрудников. Потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения
- 19. Поддержание процесса
- 20. Совершенствование процесса
- 21. «Упорядочение 5С»
- 22. 1 шаг - " «Удаление ненужного» Целью работы является удаление с рабочего места тех предметов, которые
- 23. Вопросы для оценки первого шага «Удаление ненужного» Находятся ли на рабочем месте только те инструменты, материалы,
- 24. Последовательность проведения «кампании красных ярлыков» Шаг 1. Инициирование проведения«кампании красных ярлыков» Шаг 2. Определение предметов, которые
- 25. Сортировка — первый этап создания визуального рабочего места — реализует центральный принцип системы «точно вовремя»: «только
- 26. Ключ к пониманию первого этапа Сортировка не означает, что вы удаляете с рабочего места только те
- 27. «Кампания красных ярлыков» Предмет, на котором есть красный ярлык, вынуждает ответить на три вопроса: • нужен
- 28. Такими решениями могут быть: хранение в «зоне карантина» до того времени, когда предметы могут понадобиться; удаление
- 29. «Зоны карантина» «Зоной карантина» называется пространство, где хранятся помеченные красными ярлыками предметы, ожидающие дальнейшего оценивания. Когда
- 30. « Инициирование проведения «кампании красных ярлыков»
- 31. Чаще всего «кампанию красных ярлыков» осуществляют по распоряжению высшего руководства завода. В случае когда «кампанией красных
- 32. Определение предметов, которые должны быть удалены Чтобы выявить объекты «кампании красных ярлыков», нужно определить следующее: а)
- 33. Складские запасы в свою очередь подразделяются на материалы, комплектующие, готовые изделия и т.п. б) Зоны, в
- 34. Установление критериев необходимости предмета Самое трудное в проведении «кампании красных ярлыков» — это отделение нужных предметов
- 35. Три основных фактора необходимость предмета при выполнении текущей деятельности. Если предмет не нужен, он должен быть
- 36. Изготовление красных ярлыков Красные ярлыки должны соответствовать стандартам документации, принятым в вашей компании. На ярлыках может
- 37. Прикрепление красных ярлыков Лучше всего выделить на прикрепление красных ярлыков день-два и осуществить этот процесс везде,
- 38. Оценивание степени необходимости предметов, помеченных красными ярлыками Здесь используются критерии, установленные нами на шаге 3, и
- 39. Замечание по поводу крупногабаритного оборудования Крупногабаритное оборудование при проведении «кампании красных ярлыков» имеет такое же значение,
- 40. Документирование результатов «кампании красных ярлыков» В каждой компании должна быть разработана собственная система документирования и отслеживания
- 41. Когда «кампания красных ярлыков» завершена на заводе, как правило, освобождается много места, что свидетельствует о значительном
- 42. СКАПЛИВАНИЕ НЕНУЖНЫХ ПРЕДМЕТОВ Но заводах и в складских помещениях ненужные предметы скапливаются в определенных местах. Речь
- 43. Места, в которых скапливаются ненужные предметы в комнатах или зонах, у которых нет четкого предназначения; в
- 44. ЗАМЕЧАНИЯ И СООБРАЖЕНИЯ ОТНОСИТЕЛЬНО «КАМПАНИИ КРАСНЫХ ЯРЛЫКОВ» Определите количество красных ярлыков, которое вам понадобится. Вместо того
- 45. «Кампания красных ярлыков» по удалению избыточного количества предметов Мы стремимся пометить красными ярлыками все ненужные предметы.
- 46. Выводы этапа сортировки «Кампания красных ярлыков» — это простой метод, который позволяет обнаружить потенциально ненужные предметы
- 47. 2 шаг - «Рациональное размещение предметов" Целью работы является создание удобного и функционального рабочего места, поэтому
- 48. Как внедрить процедуры рационального расположения Шаг 1. Выбор подходящего местонахождения предметов Шаг 2. Определение оптимального местонахождения
- 49. Значение рационального расположения Стандартизация — это создание унифицированного подхода к выполнению заданий и установленных процедур. Говоря
- 50. Рациональное расположение — основа стандартизации
- 51. Концепция визуального управления Визуальное управление — это любое средство, информирующее о том, как должна выполняться работа.
- 52. КАК ВНЕДРИТЬ ПРОЦЕДУРЫ РАЦИОНАЛЬНОГО РАСПОЛОЖЕНИЯ Шаг 1. Принципы выбора мест для хранения инструментов и приспособлений, деталей,
- 53. Принципы хранения инструментов и приспособлений Принципы применяют для оптимизации местоположения инструментов и приспособлений. Эти предметы отличаются
- 54. Храните предметы на вашем рабочем месте в соответствии с частотой их использования: держите часто востребованные предметы
- 55. Принципы Принципы, помогают понять, что именно следует делать: устранять лишние передвижения или всю операцию. Принцип 1.
- 56. Принципы определения места хранения
- 57. Принципы расположения заготовок, оборудования и деталей для максимальной экономии движений
- 58. Оптимизация сборочного процесса
- 59. Оптимизация расположения деталей
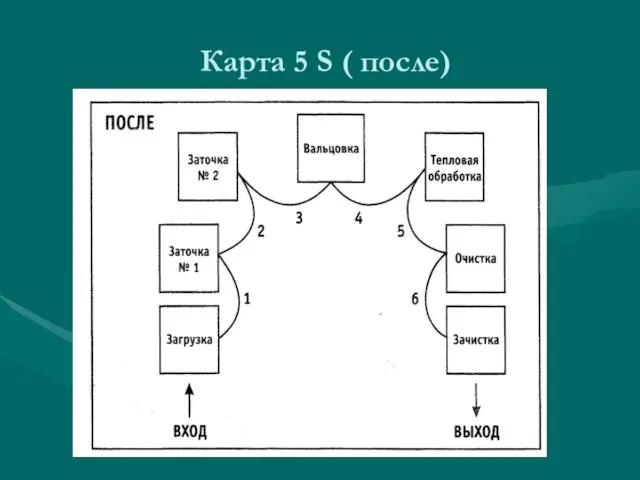
- 60. Использование карты 5S для выбора оптимального размещения предметов Карта 5S — это инструмент, позволяющий оценить существующее
- 61. Образец карты 5S
- 62. Карта 5 S ( после)
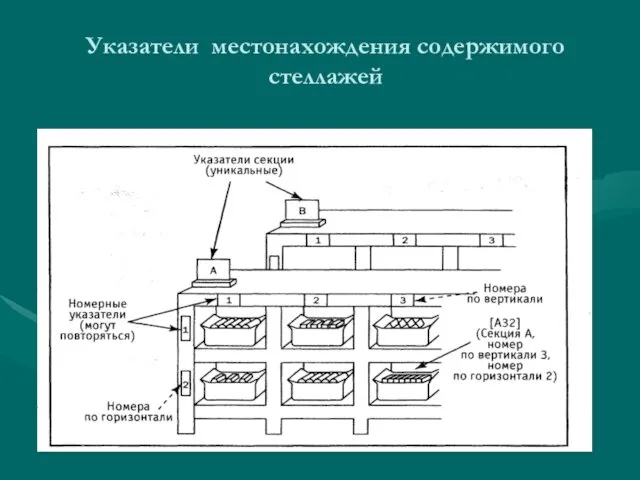
- 63. Определение оптимального местонахождения предметов Метод дорожных знаков использует принцип указания на предметы, находящиеся перед вами («что,
- 64. Указатели количества единиц хранения
- 65. Указатели местонахождения содержимого стеллажей
- 66. Маркировка краской Маркировка краской — это метод, который используется для выделения местонахождения чего-либо на полу или
- 67. Цветовая маркировка Цветовая маркировка указывает, для чего конкретно используются те или иные детали, инструменты, приспособления и
- 68. Оконтуривание Оконтуривание — это хороший способ показать, где должны храниться инструменты и сборочные приспособления. Оконтурить —
- 69. Использование маркировки в смазочной системе
- 70. Вопросы для оценки второго шага «Рациональное размещение предметов» Все ли используемые предметы имеют свое постоянное местонахождение?
- 71. 3 шаг - "Содержи в чистоте" Целью работы является уборка помещений, чистка оборудования, фиксирование неисправностей. Выявление
- 72. Значение уборки Одним из наиболее очевидных преимуществ уборки является чистое и упорядоченное рабочее место, на котором
- 73. Проблемы, которых уборка позволяет избежать Регулярная уборка может сделать работу более эффективной и безопасной. Чистота напрямую
- 74. Пролитое машинное масло и лужи на полу могут привести к падениям и травмам. Станки реже подвергаются
- 75. Уборка сопровождается проверкой Когда мы убираемся в какой-то зоне, мы так или иначе проводим осмотр станков
- 76. Планирование по проведению уборки Обучать рабочих тому, как добиться постоянной чистоты, нужно на основании набора конкретных
- 77. Шаг 2. Определение задач уборки Чистота рабочей зоны — непосредственная обязанность всех, кто в ней работает.
- 78. Шаг З. Определение хода уборки Ежедневная уборка включает следующие виды деятельности: осмотр рабочих зон перед началом
- 79. Этапы процесса уборки Создание стандартных процедур уборки. — Для того чтобы с пользой провести время, ОТведенное
- 80. Постоянная проверка и поддержание чистоты Во время проведения уборки обычно производится и проверка. Когда ежедневная уборка
- 81. Возникающие проблемы с оборудованием машинное масло часто течет; станки такие грязные, что операторы стараются не прикасаться
- 82. Последовательность уборки/проверки Шаг 1. Определить объекты уборки/проверки Объекты уборки/проверки в этом случае те же, что и
- 83. Шаг 3. Определить методы уборки/проверки После того как определены объекты уборки/проверки и распределены задания среди рабочих,
- 84. Шаг 4. Произвести уборку/проверну Целью уборки/проверки является выявление неполадок оборудования. Проверка не должна сводиться к поверхностному
- 85. Фрагмент контрольного листа уборки/проверки
- 86. Два подхода к устранению проблем с оборудованием
- 87. Вопросы для оценки третьего шага «Содержи в чистоте» Аккуратно ли сложены и хранятся ли в чистоте
- 88. 4 шаг - "Стандартизируй" Целью работы является оформление правил хранения уборки, проверки, смазки, затяжки крепежа. Стандартизация
- 89. КАК ВНЕДРИТЬ СТАНДАРТИЗАЦИЮ Три шага, которые помогут превратить сортировку, рациональное расположение и уборку в привычку: Шаг
- 90. Распределение 3-х обязанностей Чтобы внедрить необходимые процедуры первых трех этапов системы 5S, все рабочие должны точно
- 91. Встраивание комплекса процедур 3S в ежедневный трудовой распорядок Если рабочие приступают к выполнению комплекса процедур 3S
- 92. Подход «визуальная система 5S» Визуальное управление позволяет с первого взгляда определить степень реализации пяти этапов системы
- 93. «5S за пять минут» Вы познакомились с методикой уборки за пять минут. Методика «5S за пять
- 95. Проверка внедрения 3S После того как распределены задания по внедрению 3S и эта деятельность стала частью
- 96. Для этого мы можем воспользоваться контрольным листом стандартизации. Чтобы оценить эффективность деятельности по внедрению 3S, эксперт
- 97. Контрольный лист стандартизации
- 98. Контрольные листы для еженедельной оценки достигнутого прогресса.
- 99. Определение постоянной стандартизации
- 100. Понятие «профилактика» При обнаружении, что рабочие инструменты не на месте, мы просто перекладываем их туда, где
- 101. Вопросы для оценки четвертого шага «Стандартизируй» Разработаны ли инструкции и методики необходимые для работы? Размещены ли
- 102. 5 шаг - «Ответственность" Целью работы является закрепление сфер ответственности каждого работника. Воспитание у персонала навыков
- 103. Вопросы для оценки пятого шага «Ответственность» Проводятся ли регулярные проверки выполнения шагов 5С Вами лично на
- 104. Ячеечное производство Оптимальная компоновка – та, которая лучше всего соответствует вашим потребностям!
- 105. Канбан Канбан – это механизм для управления «вытягивающей» производственной системой. Предыдущий процесс производит только то количество,
- 106. Простейший пример канбана между двумя операциями А и Б
- 107. Андон «Андон»– устройство визуального контроля производственного процесса.
- 108. 5С, визуальный контроль Обеспечивает: Эффективное поддержание порядка. Организация рабочего места и инструмента. Исключение времени на поиск
- 109. Цель бизнеса Знания, а не деньги, как было принято думать. Знания рождают деньги. Обратное не верно.
- 110. Люди – создатели знаний Люди – создатели знаний. Люди – носители знаний. Именно люди создают условия,
- 111. Ключевую роль в построении бережливого производства играет КОМАНДНАЯ РАБОТА
- 112. Признание заслуг «Не лишайте человека возможности гордиться результатами своего труда» Э. Деминг
- 113. ВЫВОДЫ
- 115. Скачать презентацию

История TOYOTA
История TOYOTA

Что такое бережливое производство?
Что такое бережливое производство?

Что значит быть бережливым?
Качество
Рентабельность
Производительность
Отчётность
Что значит быть бережливым?
Качество
Рентабельность
Производительность
Отчётность

Ключевые принципы
I. Ключ к выгоде – в цехе
II. Процесс в виде
Ключевые принципы
I. Ключ к выгоде – в цехе
II. Процесс в виде

Введение в Кайдзен
Разбирать
Делать хорошо
КАЙ
ДЗЕН
Разобрать, чтобы сделать лучше
Небольшие
Последовательные
Постоянные улучшения
Введение в Кайдзен
Разбирать
Делать хорошо
КАЙ
ДЗЕН
Разобрать, чтобы сделать лучше
Небольшие
Последовательные
Постоянные улучшения

Японское восприятие
должностных функций
Высшее руководство
Менеджмент среднего звена
Мастера
Рабочие
Совершенствование
Поддержание
Японское восприятие
должностных функций
Высшее руководство
Менеджмент среднего звена
Мастера
Рабочие
Совершенствование
Поддержание

Место инновации и кайдзен
в процессе совершенствования
Высшее руководство
Менеджмент среднего звена
Мастера
Рабочие
Место инновации и кайдзен
в процессе совершенствования
Высшее руководство
Менеджмент среднего звена
Мастера
Рабочие

Шаг развития
Прошлое
Настоящее
Будущее
Шаг развития
Прошлое
Настоящее
Будущее

Перепроизводство
Потери перепроизводства появляются, когда мы производим, собираем или выпускаем больше, чем
Перепроизводство
Потери перепроизводства появляются, когда мы производим, собираем или выпускаем больше, чем

Потери из-за дефектов и необходимости переделки
Производство дефектных деталей и исправление дефектов.
Ремонт,
Потери из-за дефектов и необходимости переделки
Производство дефектных деталей и исправление дефектов.
Ремонт,

Излишняя обработка
Потери, вызванные завышенными требованиями к качеству, не имеющих
ценности в
Излишняя обработка
Потери, вызванные завышенными требованиями к качеству, не имеющих
ценности в

Потери при транспортировке
Перемещение незавершенного производства на большие расстояния, порождающее неэффективность транспортировки
Потери при транспортировке
Перемещение незавершенного производства на большие расстояния, порождающее неэффективность транспортировки

Лишние движения
Ненужные, излишние перемещения персонала, продукции, материалов и оборудования, которые не
Лишние движения
Ненужные, излишние перемещения персонала, продукции, материалов и оборудования, которые не

Запасы
Содержать чрезмерные запасы, замораживающие капитал и требующие выплаты банковских процентов,
Запасы
Содержать чрезмерные запасы, замораживающие капитал и требующие выплаты банковских процентов,
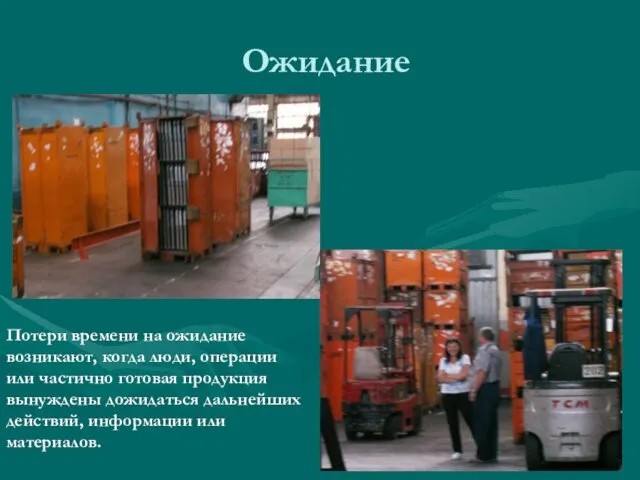
Ожидание
Потери времени на ожидание
возникают, когда люди, операции
или частично готовая
Ожидание
Потери времени на ожидание
возникают, когда люди, операции
или частично готовая

Избыточные отходы
Потери, связанные с ошибками в определении норм расхода материалов (раскрой
Избыточные отходы
Потери, связанные с ошибками в определении норм расхода материалов (раскрой

Нереализованный творческий потенциал сотрудников.
Потери времени, идей, навыков, возможностей усовершенствования и
Нереализованный творческий потенциал сотрудников.
Потери времени, идей, навыков, возможностей усовершенствования и

Поддержание процесса
Поддержание процесса

Совершенствование процесса
Совершенствование процесса

«Упорядочение 5С»
«Упорядочение 5С»

1 шаг - " «Удаление ненужного»
Целью работы является удаление с рабочего
1 шаг - " «Удаление ненужного»
Целью работы является удаление с рабочего

Вопросы для оценки первого шага «Удаление ненужного»
Находятся ли на рабочем месте
Вопросы для оценки первого шага «Удаление ненужного»
Находятся ли на рабочем месте

Последовательность проведения «кампании красных ярлыков»
Шаг 1. Инициирование проведения«кампании красных ярлыков»
Шаг 2.
Последовательность проведения «кампании красных ярлыков»
Шаг 1. Инициирование проведения«кампании красных ярлыков»
Шаг 2.
Сортировка — первый этап создания визуального рабочего места — реализует центральный
Сортировка — первый этап создания визуального рабочего места — реализует центральный

Ключ к пониманию первого этапа
Сортировка не означает, что вы удаляете с
Ключ к пониманию первого этапа
Сортировка не означает, что вы удаляете с
«Кампания красных ярлыков»
Предмет, на котором есть красный ярлык, вынуждает ответить на
«Кампания красных ярлыков»
Предмет, на котором есть красный ярлык, вынуждает ответить на

Такими решениями могут быть:
хранение в «зоне карантина» до того времени, когда
Такими решениями могут быть:
хранение в «зоне карантина» до того времени, когда

«Зоны карантина»
«Зоной карантина» называется пространство, где хранятся помеченные красными ярлыками предметы,
«Зоны карантина»
«Зоной карантина» называется пространство, где хранятся помеченные красными ярлыками предметы,

« Инициирование проведения «кампании красных ярлыков»
« Инициирование проведения «кампании красных ярлыков»

Чаще всего «кампанию красных ярлыков» осуществляют по распоряжению высшего руководства завода.
Чаще всего «кампанию красных ярлыков» осуществляют по распоряжению высшего руководства завода.
Определение предметов,
которые должны быть удалены
Чтобы выявить объекты «кампании красных ярлыков», нужно
Определение предметов,
которые должны быть удалены
Чтобы выявить объекты «кампании красных ярлыков», нужно

Складские запасы в свою очередь подразделяются на материалы, комплектующие, готовые изделия
Складские запасы в свою очередь подразделяются на материалы, комплектующие, готовые изделия

Установление критериев необходимости предмета
Самое трудное в проведении «кампании красных ярлыков» —
Установление критериев необходимости предмета
Самое трудное в проведении «кампании красных ярлыков» —

Три основных фактора
необходимость предмета при выполнении текущей деятельности.
Если предмет
Три основных фактора
необходимость предмета при выполнении текущей деятельности.
Если предмет

Изготовление красных ярлыков
Красные ярлыки должны соответствовать стандартам документации, принятым в вашей
Изготовление красных ярлыков
Красные ярлыки должны соответствовать стандартам документации, принятым в вашей

Прикрепление красных ярлыков
Лучше всего выделить на прикрепление красных ярлыков день-два
Прикрепление красных ярлыков
Лучше всего выделить на прикрепление красных ярлыков день-два

Оценивание степени необходимости
предметов, помеченных красными ярлыками
Здесь используются критерии, установленные нами на
Оценивание степени необходимости
предметов, помеченных красными ярлыками
Здесь используются критерии, установленные нами на

Замечание по поводу крупногабаритного оборудования
Крупногабаритное оборудование при проведении «кампании красных ярлыков»
Замечание по поводу крупногабаритного оборудования
Крупногабаритное оборудование при проведении «кампании красных ярлыков»
Документирование результатов «кампании красных ярлыков»
В каждой компании должна быть разработана собственная
Документирование результатов «кампании красных ярлыков»
В каждой компании должна быть разработана собственная

Когда «кампания красных ярлыков» завершена на заводе, как правило, освобождается много
Когда «кампания красных ярлыков» завершена на заводе, как правило, освобождается много
СКАПЛИВАНИЕ НЕНУЖНЫХ ПРЕДМЕТОВ
Но заводах и в складских помещениях ненужные предметы
СКАПЛИВАНИЕ НЕНУЖНЫХ ПРЕДМЕТОВ
Но заводах и в складских помещениях ненужные предметы
Места, в которых скапливаются ненужные предметы
в комнатах или зонах, у которых
Места, в которых скапливаются ненужные предметы
в комнатах или зонах, у которых
ЗАМЕЧАНИЯ И СООБРАЖЕНИЯ ОТНОСИТЕЛЬНО «КАМПАНИИ КРАСНЫХ ЯРЛЫКОВ»
Определите количество красных ярлыков, которое
ЗАМЕЧАНИЯ И СООБРАЖЕНИЯ ОТНОСИТЕЛЬНО «КАМПАНИИ КРАСНЫХ ЯРЛЫКОВ»
Определите количество красных ярлыков, которое
«Кампания красных ярлыков» по удалению избыточного количества предметов
Мы стремимся пометить красными
«Кампания красных ярлыков» по удалению избыточного количества предметов
Мы стремимся пометить красными
Выводы этапа сортировки
«Кампания красных ярлыков» — это простой метод, который позволяет
Выводы этапа сортировки
«Кампания красных ярлыков» — это простой метод, который позволяет

2 шаг - «Рациональное размещение предметов"
Целью работы является создание удобного и
2 шаг - «Рациональное размещение предметов"
Целью работы является создание удобного и
Как внедрить процедуры рационального расположения
Шаг 1. Выбор подходящего местонахождения предметов
Шаг 2.
Как внедрить процедуры рационального расположения
Шаг 1. Выбор подходящего местонахождения предметов
Шаг 2.

Значение рационального расположения
Стандартизация — это создание унифицированного подхода к выполнению заданий
Значение рационального расположения
Стандартизация — это создание унифицированного подхода к выполнению заданий
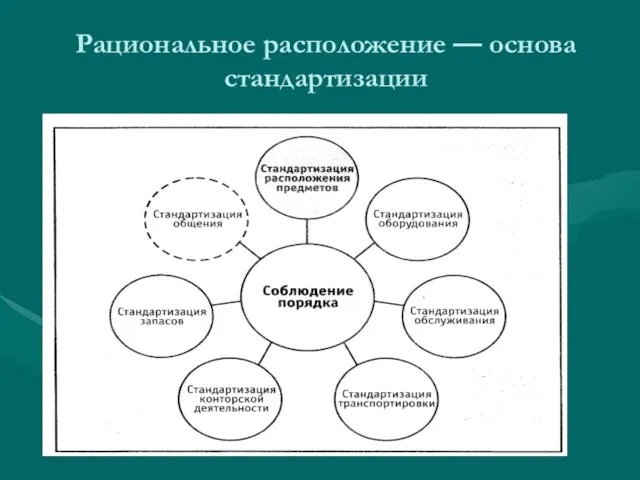
Рациональное расположение — основа стандартизации
Рациональное расположение — основа стандартизации

Концепция визуального управления
Визуальное управление — это любое средство, информирующее о том,
Концепция визуального управления
Визуальное управление — это любое средство, информирующее о том,

КАК ВНЕДРИТЬ ПРОЦЕДУРЫ РАЦИОНАЛЬНОГО РАСПОЛОЖЕНИЯ
Шаг 1. Принципы выбора мест для хранения
КАК ВНЕДРИТЬ ПРОЦЕДУРЫ РАЦИОНАЛЬНОГО РАСПОЛОЖЕНИЯ
Шаг 1. Принципы выбора мест для хранения
Принципы хранения инструментов и приспособлений
Принципы применяют для оптимизации местоположения инструментов и
Принципы хранения инструментов и приспособлений
Принципы применяют для оптимизации местоположения инструментов и

Храните предметы на вашем рабочем месте в соответствии с частотой их
Храните предметы на вашем рабочем месте в соответствии с частотой их

Принципы
Принципы, помогают понять, что именно следует делать: устранять лишние передвижения или
Принципы
Принципы, помогают понять, что именно следует делать: устранять лишние передвижения или

Принципы определения места хранения
Принципы определения места хранения

Принципы расположения заготовок, оборудования и деталей для максимальной экономии движений
Принципы расположения заготовок, оборудования и деталей для максимальной экономии движений

Оптимизация сборочного процесса
Оптимизация сборочного процесса

Оптимизация расположения деталей
Оптимизация расположения деталей

Использование карты 5S для выбора оптимального размещения предметов
Карта 5S — это
Использование карты 5S для выбора оптимального размещения предметов
Карта 5S — это

Образец карты 5S
Образец карты 5S
Карта 5 S ( после)
Карта 5 S ( после)

Определение оптимального местонахождения предметов
Метод дорожных знаков использует принцип указания на предметы,
Определение оптимального местонахождения предметов
Метод дорожных знаков использует принцип указания на предметы,

Указатели количества единиц хранения
Указатели количества единиц хранения
Указатели местонахождения содержимого стеллажей
Указатели местонахождения содержимого стеллажей

Маркировка краской
Маркировка краской — это метод, который используется для выделения местонахождения
Маркировка краской
Маркировка краской — это метод, который используется для выделения местонахождения

Цветовая маркировка
Цветовая маркировка указывает, для чего конкретно используются те или иные
Цветовая маркировка
Цветовая маркировка указывает, для чего конкретно используются те или иные

Оконтуривание
Оконтуривание — это хороший способ показать, где должны храниться инструменты и
Оконтуривание
Оконтуривание — это хороший способ показать, где должны храниться инструменты и

Использование маркировки в смазочной системе
Использование маркировки в смазочной системе
Вопросы для оценки второго шага «Рациональное размещение предметов»
Все ли используемые предметы
Вопросы для оценки второго шага «Рациональное размещение предметов»
Все ли используемые предметы
3 шаг - "Содержи в чистоте"
Целью работы является уборка помещений, чистка
3 шаг - "Содержи в чистоте"
Целью работы является уборка помещений, чистка

Значение уборки
Одним из наиболее очевидных преимуществ уборки является чистое и упорядоченное
Значение уборки
Одним из наиболее очевидных преимуществ уборки является чистое и упорядоченное

Проблемы, которых уборка позволяет избежать
Регулярная уборка может сделать работу более эффективной
Проблемы, которых уборка позволяет избежать
Регулярная уборка может сделать работу более эффективной
Пролитое машинное масло и лужи на полу могут привести к падениям
Пролитое машинное масло и лужи на полу могут привести к падениям

Уборка сопровождается проверкой
Когда мы убираемся в какой-то зоне, мы так или
Уборка сопровождается проверкой
Когда мы убираемся в какой-то зоне, мы так или

Планирование по проведению уборки
Обучать рабочих тому, как добиться постоянной чистоты, нужно
Планирование по проведению уборки
Обучать рабочих тому, как добиться постоянной чистоты, нужно

Шаг 2. Определение задач уборки
Чистота рабочей зоны — непосредственная обязанность всех,
Шаг 2. Определение задач уборки
Чистота рабочей зоны — непосредственная обязанность всех,
Шаг З. Определение хода уборки
Ежедневная уборка включает следующие виды деятельности: осмотр
Шаг З. Определение хода уборки
Ежедневная уборка включает следующие виды деятельности: осмотр
Этапы процесса уборки
Создание стандартных процедур уборки. — Для того чтобы
Этапы процесса уборки
Создание стандартных процедур уборки. — Для того чтобы

Постоянная проверка и поддержание чистоты
Во время проведения уборки обычно производится и
Постоянная проверка и поддержание чистоты
Во время проведения уборки обычно производится и

Возникающие проблемы с оборудованием
машинное масло часто течет;
станки такие грязные, что операторы
Возникающие проблемы с оборудованием
машинное масло часто течет;
станки такие грязные, что операторы

Последовательность уборки/проверки
Шаг 1. Определить объекты уборки/проверки
Объекты уборки/проверки в этом случае те
Последовательность уборки/проверки
Шаг 1. Определить объекты уборки/проверки
Объекты уборки/проверки в этом случае те
Шаг 3. Определить методы уборки/проверки
После того как определены объекты уборки/проверки и
Шаг 3. Определить методы уборки/проверки
После того как определены объекты уборки/проверки и

Шаг 4. Произвести уборку/проверну
Целью уборки/проверки является выявление неполадок оборудования. Проверка не
Шаг 4. Произвести уборку/проверну
Целью уборки/проверки является выявление неполадок оборудования. Проверка не

Фрагмент контрольного листа уборки/проверки
Фрагмент контрольного листа уборки/проверки
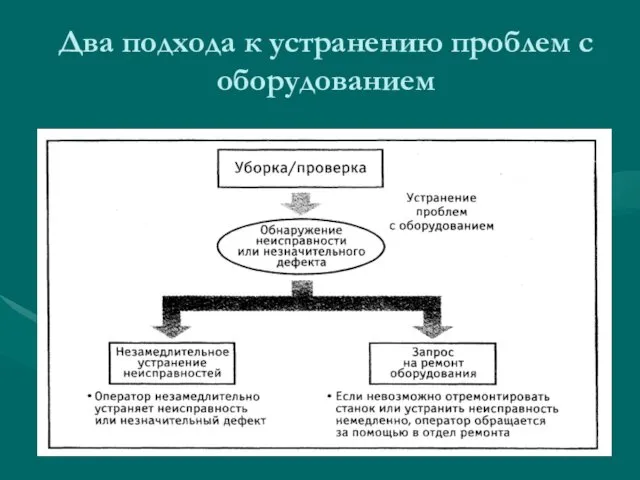
Два подхода к устранению проблем с оборудованием
Два подхода к устранению проблем с оборудованием

Вопросы для оценки третьего шага «Содержи в чистоте»
Аккуратно ли сложены и
Вопросы для оценки третьего шага «Содержи в чистоте»
Аккуратно ли сложены и
4 шаг - "Стандартизируй"
Целью работы является оформление правил хранения уборки, проверки,
4 шаг - "Стандартизируй"
Целью работы является оформление правил хранения уборки, проверки,

КАК ВНЕДРИТЬ СТАНДАРТИЗАЦИЮ
Три шага, которые помогут превратить сортировку, рациональное расположение
КАК ВНЕДРИТЬ СТАНДАРТИЗАЦИЮ
Три шага, которые помогут превратить сортировку, рациональное расположение
Распределение 3-х обязанностей
Чтобы внедрить необходимые процедуры первых трех этапов системы 5S,
Распределение 3-х обязанностей
Чтобы внедрить необходимые процедуры первых трех этапов системы 5S,

Встраивание комплекса процедур 3S в ежедневный трудовой распорядок
Если рабочие приступают к
Встраивание комплекса процедур 3S в ежедневный трудовой распорядок
Если рабочие приступают к
Подход «визуальная система 5S»
Визуальное управление позволяет с первого взгляда определить степень
Подход «визуальная система 5S»
Визуальное управление позволяет с первого взгляда определить степень
«5S за пять минут»
Вы познакомились с методикой уборки за пять минут.
«5S за пять минут»
Вы познакомились с методикой уборки за пять минут.


Проверка внедрения 3S
После того как распределены задания по внедрению 3S и
Проверка внедрения 3S
После того как распределены задания по внедрению 3S и

Для этого мы можем воспользоваться контрольным листом стандартизации. Чтобы оценить эффективность
Для этого мы можем воспользоваться контрольным листом стандартизации. Чтобы оценить эффективность

Контрольный лист стандартизации
Контрольный лист стандартизации

Контрольные листы для еженедельной оценки достигнутого прогресса.
Контрольные листы для еженедельной оценки достигнутого прогресса.
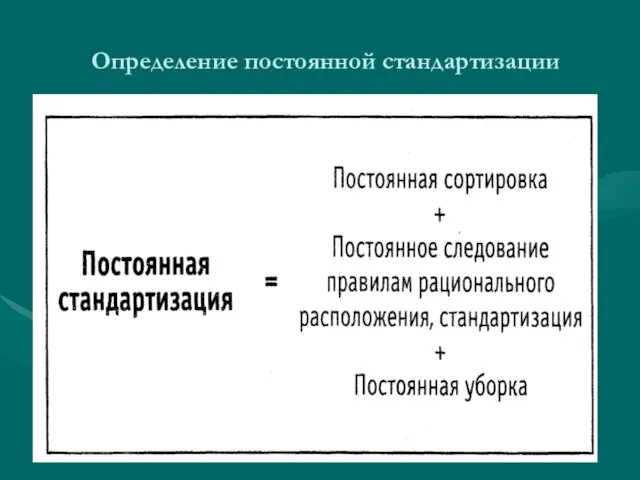
Определение постоянной стандартизации
Определение постоянной стандартизации
Понятие «профилактика»
При обнаружении, что рабочие инструменты не на месте, мы просто
Понятие «профилактика»
При обнаружении, что рабочие инструменты не на месте, мы просто

Вопросы для оценки четвертого шага «Стандартизируй»
Разработаны ли инструкции и методики необходимые
Вопросы для оценки четвертого шага «Стандартизируй»
Разработаны ли инструкции и методики необходимые

5 шаг - «Ответственность"
Целью работы является закрепление сфер ответственности каждого работника.
5 шаг - «Ответственность"
Целью работы является закрепление сфер ответственности каждого работника.

Вопросы для оценки пятого шага «Ответственность»
Проводятся ли регулярные проверки выполнения шагов
Вопросы для оценки пятого шага «Ответственность»
Проводятся ли регулярные проверки выполнения шагов

Ячеечное производство
Оптимальная компоновка
– та, которая лучше всего
соответствует вашим потребностям!
Ячеечное производство
Оптимальная компоновка
– та, которая лучше всего
соответствует вашим потребностям!

Канбан
Канбан – это механизм для
управления «вытягивающей»
производственной системой.
Предыдущий процесс
Канбан
Канбан – это механизм для
управления «вытягивающей»
производственной системой.
Предыдущий процесс

Простейший пример канбана
между двумя операциями А и Б
Простейший пример канбана
между двумя операциями А и Б

Андон
«Андон»– устройство визуального контроля производственного процесса.
Андон
«Андон»– устройство визуального контроля производственного процесса.

5С, визуальный контроль
Обеспечивает:
Эффективное поддержание порядка.
Организация рабочего места и
5С, визуальный контроль
Обеспечивает:
Эффективное поддержание порядка.
Организация рабочего места и
Цель бизнеса
Знания, а не деньги, как было принято думать.
Знания рождают деньги.
Обратное
Цель бизнеса
Знания, а не деньги, как было принято думать.
Знания рождают деньги.
Обратное

Люди – создатели знаний
Люди – создатели знаний.
Люди – носители
Люди – создатели знаний
Люди – создатели знаний.
Люди – носители

Ключевую роль в построении бережливого производства играет КОМАНДНАЯ РАБОТА
Ключевую роль в построении бережливого производства играет КОМАНДНАЯ РАБОТА

Признание заслуг
«Не лишайте человека возможности гордиться результатами своего труда»
Признание заслуг
«Не лишайте человека возможности гордиться результатами своего труда»

ВЫВОДЫ
ВЫВОДЫ
 Инновационный подход при управлении и совершенствовании больших систем. Тема 5
Инновационный подход при управлении и совершенствовании больших систем. Тема 5 Основы менеджмента. Менеджер. Сотрудники
Основы менеджмента. Менеджер. Сотрудники Управление безопасностью
Управление безопасностью Основные фонды предприятия. (Тема 7)
Основные фонды предприятия. (Тема 7) Тренинг командообразования: базовые принципы организации и проведения
Тренинг командообразования: базовые принципы организации и проведения Технологии системного и стратегического анализа строительной организации (тема 5)
Технологии системного и стратегического анализа строительной организации (тема 5) Методологии моделирования предметной области. Структурный анализ. (Тема 3)
Методологии моделирования предметной области. Структурный анализ. (Тема 3) Роль стратегического планирования
Роль стратегического планирования Organizowanie. Czynniki kształtujące strukturę organizacyjną
Organizowanie. Czynniki kształtujące strukturę organizacyjną Системная технология изменений в управлении организацией
Системная технология изменений в управлении организацией Import von elektronik aus Сhina
Import von elektronik aus Сhina Тренинг forever
Тренинг forever Цикл менеджмента
Цикл менеджмента Оценка организации административной службы ФГАУ Оздоровительный комплекс Рублево-Успенский
Оценка организации административной службы ФГАУ Оздоровительный комплекс Рублево-Успенский Разработка инструментов оценки персонала методом построения рейтинга
Разработка инструментов оценки персонала методом построения рейтинга Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь
Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь Предпринимательская среда. Этика и культура предпринимательства
Предпринимательская среда. Этика и культура предпринимательства Разработка управленческого решения в сфере управления персоналом на АО Первый хлебокомбинат
Разработка управленческого решения в сфере управления персоналом на АО Первый хлебокомбинат Формирование экологической стратегии предприятия
Формирование экологической стратегии предприятия Управленческая деятельность. Учения об управлении
Управленческая деятельность. Учения об управлении Управление проектами, как наука
Управление проектами, как наука Чартер. Грузовые перевозки внутренним водным транспортом
Чартер. Грузовые перевозки внутренним водным транспортом Мотивация персонала
Мотивация персонала Туристские предприятия и индустрия гостеприимства
Туристские предприятия и индустрия гостеприимства Обоснование мероприятий по созданию автопарка для коммерческого предприятия
Обоснование мероприятий по созданию автопарка для коммерческого предприятия Организация ремонтной службы на предприятии
Организация ремонтной службы на предприятии Информация: виды и требования в государственном управлении
Информация: виды и требования в государственном управлении Стадии проекта
Стадии проекта