- контрольные карты

Содержание
- 2. Контрольные карты Шухарта Уолтер Шухарт (1891-1967) Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий отслеживать изменение
- 3. Графический вид контрольной карты
- 4. Определения и обозначения
- 5. Определения и обозначения
- 6. Вид контрольных карт Для количественных признаков Карты среднего (X) и размахов (R) или стандартных отклонений (s)
- 7. Преимущества контрольных карт для количественных данных • Большинство процессов и их продукция на выходе имеют характеристики,
- 8. Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений (s)
- 9. Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений (s)
- 10. Контрольные карты индивидуальных значений X
- 11. Контрольные карты медиан Me
- 12. Дополнительные критерии 9 точек в зоне С или за ее пределами (с одной стороны от центральной
- 13. Дополнительные критерии 6 точек монотонного роста или снижения, расположенные подряд. Выполнение этого критерия сигнализирует о сдвиге
- 14. Дополнительные критерии 2 из 3-х расположенных подряд точек попадают в зону A или выходят за ее
- 15. Дополнительные критерии 15 точек подряд попадают в зону C (по обе стороны от центральной линии). Выполнение
- 16. Стратегия совершенствования процесса
- 17. Контрольные карты для альтернативных данных Биномиальное распределение Распределение Пуассона
- 18. Пример контрольной карты
- 19. Пример контрольной карты
- 20. Пример контрольной карты
- 22. Скачать презентацию

Контрольные карты Шухарта
Уолтер Шухарт
(1891-1967)
Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий
Контрольные карты Шухарта
Уолтер Шухарт
(1891-1967)
Контрольные карты (контрольные карты Шухарта) – инструмент, позволяющий

Графический вид контрольной карты
Графический вид контрольной карты
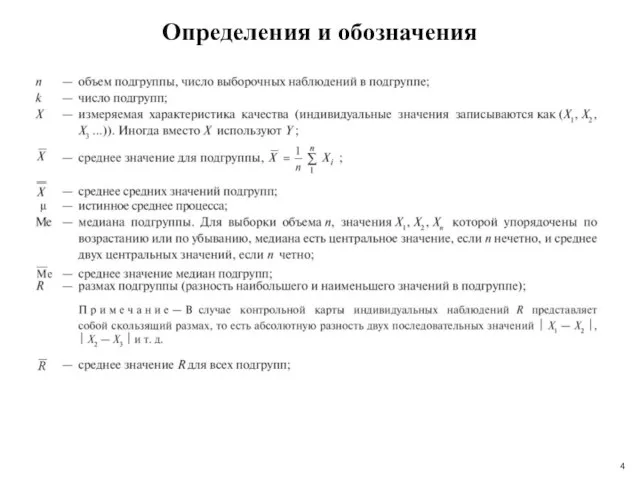
Определения и обозначения
Определения и обозначения

Определения и обозначения
Определения и обозначения
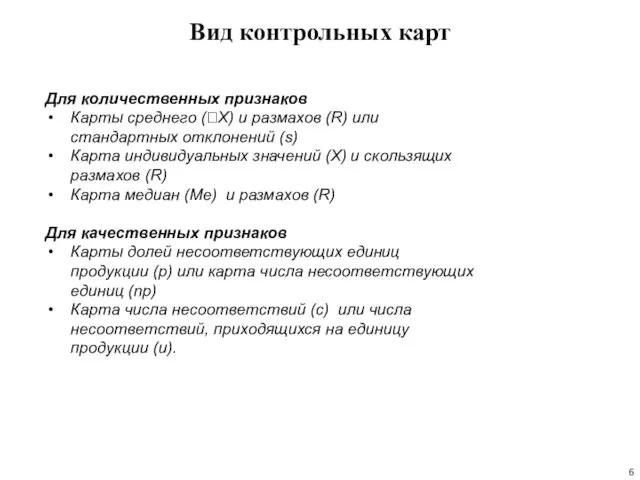
Вид контрольных карт
Для количественных признаков
Карты среднего (X) и размахов (R) или
Вид контрольных карт
Для количественных признаков
Карты среднего (X) и размахов (R) или

Преимущества контрольных карт
для количественных данных
• Большинство процессов и их продукция
Преимущества контрольных карт
для количественных данных
• Большинство процессов и их продукция

Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений
Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений

Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений
Карта средних арифметических значений (X-карта) и размахов (R) или стандартных отклонений
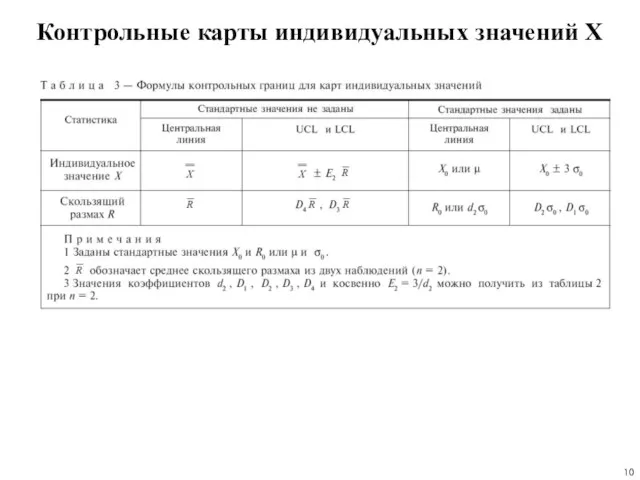
Контрольные карты индивидуальных значений X
Контрольные карты индивидуальных значений X

Контрольные карты медиан Me
Контрольные карты медиан Me
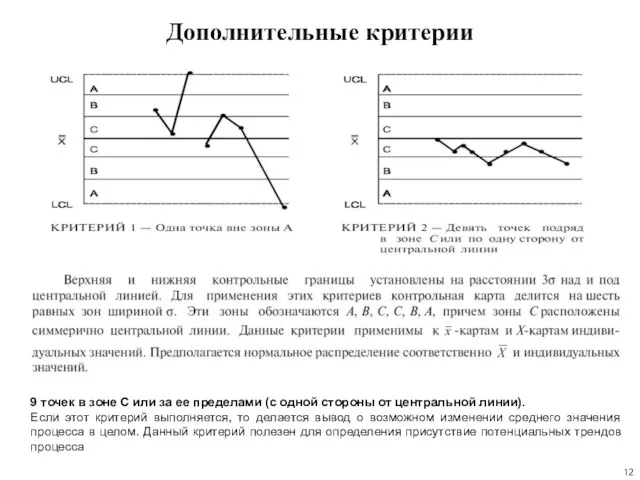
Дополнительные критерии
9 точек в зоне С или за ее пределами (с
Дополнительные критерии
9 точек в зоне С или за ее пределами (с

Дополнительные критерии
6 точек монотонного роста или снижения, расположенные подряд. Выполнение этого
Дополнительные критерии
6 точек монотонного роста или снижения, расположенные подряд. Выполнение этого

Дополнительные критерии
2 из 3-х расположенных подряд точек попадают в зону A
Дополнительные критерии
2 из 3-х расположенных подряд точек попадают в зону A

Дополнительные критерии
15 точек подряд попадают в зону C (по обе стороны
Дополнительные критерии
15 точек подряд попадают в зону C (по обе стороны

Стратегия совершенствования процесса
Стратегия совершенствования процесса
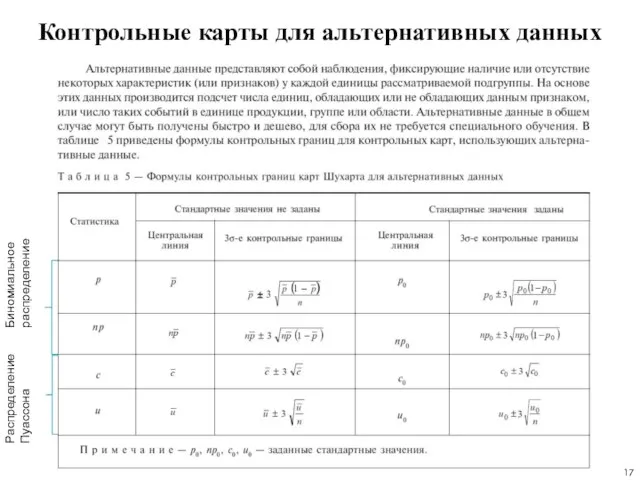
Контрольные карты для альтернативных данных
Биномиальное
распределение
Распределение Пуассона
Контрольные карты для альтернативных данных
Биномиальное
распределение
Распределение Пуассона

Пример контрольной карты
Пример контрольной карты

Пример контрольной карты
Пример контрольной карты

Пример контрольной карты
Пример контрольной карты
 Инновационный подход при управлении и совершенствовании больших систем. Тема 5
Инновационный подход при управлении и совершенствовании больших систем. Тема 5 Основы менеджмента. Менеджер. Сотрудники
Основы менеджмента. Менеджер. Сотрудники Управление безопасностью
Управление безопасностью Основные фонды предприятия. (Тема 7)
Основные фонды предприятия. (Тема 7) Тренинг командообразования: базовые принципы организации и проведения
Тренинг командообразования: базовые принципы организации и проведения Технологии системного и стратегического анализа строительной организации (тема 5)
Технологии системного и стратегического анализа строительной организации (тема 5) Методологии моделирования предметной области. Структурный анализ. (Тема 3)
Методологии моделирования предметной области. Структурный анализ. (Тема 3) Роль стратегического планирования
Роль стратегического планирования Organizowanie. Czynniki kształtujące strukturę organizacyjną
Organizowanie. Czynniki kształtujące strukturę organizacyjną Системная технология изменений в управлении организацией
Системная технология изменений в управлении организацией Import von elektronik aus Сhina
Import von elektronik aus Сhina Тренинг forever
Тренинг forever Цикл менеджмента
Цикл менеджмента Оценка организации административной службы ФГАУ Оздоровительный комплекс Рублево-Успенский
Оценка организации административной службы ФГАУ Оздоровительный комплекс Рублево-Успенский Разработка инструментов оценки персонала методом построения рейтинга
Разработка инструментов оценки персонала методом построения рейтинга Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь
Современные подходы в подготовке персонала в ЧОУ ДПО РЦПП Евраз-Сибирь Предпринимательская среда. Этика и культура предпринимательства
Предпринимательская среда. Этика и культура предпринимательства Разработка управленческого решения в сфере управления персоналом на АО Первый хлебокомбинат
Разработка управленческого решения в сфере управления персоналом на АО Первый хлебокомбинат Формирование экологической стратегии предприятия
Формирование экологической стратегии предприятия Управленческая деятельность. Учения об управлении
Управленческая деятельность. Учения об управлении Управление проектами, как наука
Управление проектами, как наука Чартер. Грузовые перевозки внутренним водным транспортом
Чартер. Грузовые перевозки внутренним водным транспортом Мотивация персонала
Мотивация персонала Туристские предприятия и индустрия гостеприимства
Туристские предприятия и индустрия гостеприимства Обоснование мероприятий по созданию автопарка для коммерческого предприятия
Обоснование мероприятий по созданию автопарка для коммерческого предприятия Организация ремонтной службы на предприятии
Организация ремонтной службы на предприятии Информация: виды и требования в государственном управлении
Информация: виды и требования в государственном управлении Стадии проекта
Стадии проекта