- Отчет по преддипломной практике на предприятии ОАО РУСПОЛИМЕТ

Содержание
- 2. Предприятие ОАО «РУСПОЛИМЕТ» АВИАДВИГАТЕЛЕСТРОЕНИЕ И РАКЕТНО-КОСМИЧЕСКАЯ ТЕХНИКА ЭНЕРГЕТИЧЕСКОЕ И АТОМНОЕ МАШИНОСТРОЕНИЕ ОБЩЕЕ МАШИНОСТРОЕНИЕ
- 3. Дуговая сталеплавильная печь ДСП-6 Вместимость 6 т Номинальная мощность трансформатора 7 МВА Продолжительность плавки 55 мин
- 4. Агрегат ковш-печь АКП-6 Вместимость 6 т Номинальная мощность трансформатора 2,5 МВА Продолжительность обработки 50 мин
- 5. Камерный вакууматор Вместимость 6 т Продолжительность обработки 30 мин Давление менее 1 мм.рт.ст (1,33 мбар)
- 6. Разливочная машина
- 7. Устройство разливочной машины Сифонная 4-х лучевая система
- 8. Индивидуальное задание: совершенствование технологии производства низколегированной стали марки 09Г2С Химический состав стали марки 09Г2С, % Из
- 9. Химический состав железоуглеродистого полупродукта для производства стали марки 09Г2С, % Средний химический состав шлака при ковшевой
- 10. Оценочный расчет коэффициента распределения серы между шлаком и металлом при базовой и усовершенствованной технологии Формула определения
- 11. Сортамент слитков Цилиндрические слитки Кузнечные слитки D=360-582 мм; L=1321-2030 мм Масса: 950-4525 кг D=350-640 мм; d=246-530
- 12. Дефекты слитков Плёны Трещины Неметаллические включения Раковина Подкорковые пузыри Заворот корки
- 13. Средства индивидуальной защиты Очки защитные Спецобувь Каска Спецодежа Респиратор
- 14. Заключение Совершенствование технологии внепечной обработки стали 09Г2С позволило снизить ее загрязненность неметаллическими включениями до уровня менее
- 16. Скачать презентацию

Предприятие ОАО «РУСПОЛИМЕТ»
АВИАДВИГАТЕЛЕСТРОЕНИЕ И РАКЕТНО-КОСМИЧЕСКАЯ ТЕХНИКА
ЭНЕРГЕТИЧЕСКОЕ И АТОМНОЕ МАШИНОСТРОЕНИЕ
ОБЩЕЕ МАШИНОСТРОЕНИЕ
Предприятие ОАО «РУСПОЛИМЕТ»
АВИАДВИГАТЕЛЕСТРОЕНИЕ И РАКЕТНО-КОСМИЧЕСКАЯ ТЕХНИКА
ЭНЕРГЕТИЧЕСКОЕ И АТОМНОЕ МАШИНОСТРОЕНИЕ
ОБЩЕЕ МАШИНОСТРОЕНИЕ

Дуговая сталеплавильная печь ДСП-6
Вместимость 6 т
Номинальная мощность трансформатора 7 МВА
Продолжительность плавки
Дуговая сталеплавильная печь ДСП-6
Вместимость 6 т
Номинальная мощность трансформатора 7 МВА
Продолжительность плавки
Агрегат ковш-печь АКП-6
Вместимость 6 т
Номинальная мощность трансформатора 2,5 МВА
Продолжительность обработки 50
Агрегат ковш-печь АКП-6
Вместимость 6 т
Номинальная мощность трансформатора 2,5 МВА
Продолжительность обработки 50

Камерный вакууматор
Вместимость 6 т
Продолжительность
обработки 30 мин
Давление менее 1 мм.рт.ст (1,33
Камерный вакууматор
Вместимость 6 т
Продолжительность
обработки 30 мин
Давление менее 1 мм.рт.ст (1,33

Разливочная машина
Разливочная машина

Устройство разливочной машины
Сифонная 4-х лучевая система
Устройство разливочной машины
Сифонная 4-х лучевая система
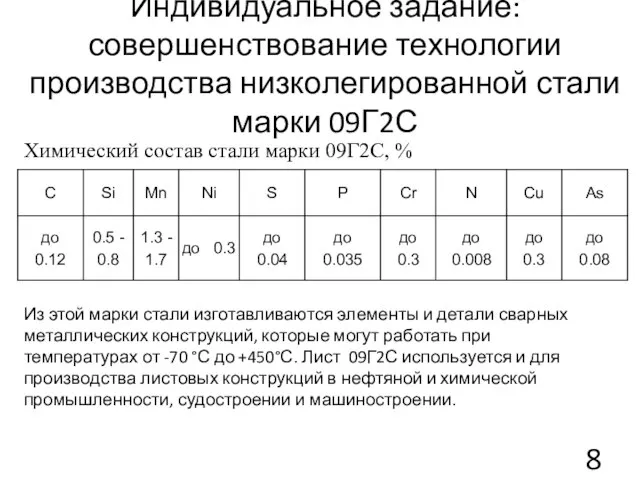
Индивидуальное задание: совершенствование технологии производства низколегированной стали марки 09Г2С
Химический состав стали
Индивидуальное задание: совершенствование технологии производства низколегированной стали марки 09Г2С
Химический состав стали

Химический состав железоуглеродистого полупродукта для производства стали марки 09Г2С, %
Средний
Химический состав железоуглеродистого полупродукта для производства стали марки 09Г2С, %
Средний

Оценочный расчет коэффициента распределения серы между шлаком и металлом при базовой
Оценочный расчет коэффициента распределения серы между шлаком и металлом при базовой
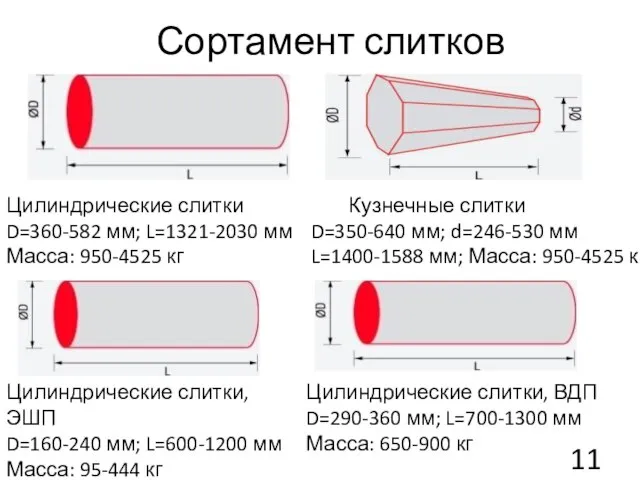
Сортамент слитков
Цилиндрические слитки
Кузнечные слитки
D=360-582 мм; L=1321-2030 мм
Масса: 950-4525 кг
D=350-640 мм; d=246-530
Сортамент слитков
Цилиндрические слитки
Кузнечные слитки
D=360-582 мм; L=1321-2030 мм
Масса: 950-4525 кг
D=350-640 мм; d=246-530

Дефекты слитков
Плёны
Трещины
Неметаллические включения
Раковина
Подкорковые пузыри
Заворот корки
Дефекты слитков
Плёны
Трещины
Неметаллические включения
Раковина
Подкорковые пузыри
Заворот корки

Средства индивидуальной защиты
Очки защитные
Спецобувь
Каска
Спецодежа
Респиратор
Средства индивидуальной защиты
Очки защитные
Спецобувь
Каска
Спецодежа
Респиратор

Заключение
Совершенствование технологии внепечной обработки стали 09Г2С позволило снизить ее загрязненность неметаллическими
Заключение
Совершенствование технологии внепечной обработки стали 09Г2С позволило снизить ее загрязненность неметаллическими
 Центр превосходства прикладная математика и теоретическая физика (ПМиТФ)
Центр превосходства прикладная математика и теоретическая физика (ПМиТФ) Аттестационная работа. Планирование работы МАОУ в области исследовательской, проектной деятельности
Аттестационная работа. Планирование работы МАОУ в области исследовательской, проектной деятельности The study of adsorption-desorption interaction of amino acids with calcium phosphates. Literature review
The study of adsorption-desorption interaction of amino acids with calcium phosphates. Literature review Актуальные профессии для юношей
Актуальные профессии для юношей Сетевое обучение и электронные технологии в системе российского образования
Сетевое обучение и электронные технологии в системе российского образования Развитие системы дополнительного образования детей с учетом задач ФГОС. Трудности и возможности
Развитие системы дополнительного образования детей с учетом задач ФГОС. Трудности и возможности Центр дополнительного инклюзивного образования Успех вместе
Центр дополнительного инклюзивного образования Успех вместе Мероприятия с обучающимися КФУ с 5 по 12 ноября 2020 г
Мероприятия с обучающимися КФУ с 5 по 12 ноября 2020 г Моя профессия - библиотекарь
Моя профессия - библиотекарь Агитация химического ВУЗа
Агитация химического ВУЗа Дошкольная дефектология
Дошкольная дефектология РКТК 2018
РКТК 2018 Тенденции развития образования в современном мире
Тенденции развития образования в современном мире Эксплуатация судового электрооборудования и средств автоматики
Эксплуатация судового электрооборудования и средств автоматики Аттестационная работа. Научное сообщество Поиск
Аттестационная работа. Научное сообщество Поиск Программа развития
Программа развития День открытых дверей ГПА в г. Ялта
День открытых дверей ГПА в г. Ялта Шведская система образования
Шведская система образования Итоговое собеседование, как допуск к ГИА
Итоговое собеседование, как допуск к ГИА Организация управления учреждениями культуры в муниципальном образовании
Организация управления учреждениями культуры в муниципальном образовании Аттестационная работа. Реализация исследовательского подхода к обучению проектной деятельности на уроке окружающего мира
Аттестационная работа. Реализация исследовательского подхода к обучению проектной деятельности на уроке окружающего мира Подготовка к итоговому сочинению
Подготовка к итоговому сочинению Аттестационная работа. Эссе. Проектная и исследовательская деятельность учащихся
Аттестационная работа. Эссе. Проектная и исследовательская деятельность учащихся ФГБОУ ВПО Удмуртский государственный университет (далее-УдГУ)
ФГБОУ ВПО Удмуртский государственный университет (далее-УдГУ) Уровни научного познания и их взаимосвязь
Уровни научного познания и их взаимосвязь Аттестационная работа. Рабочая программа внеурочной деятельности для начальной школы Очумелые ручки
Аттестационная работа. Рабочая программа внеурочной деятельности для начальной школы Очумелые ручки Классы с углубленным изучением отдельных предметов (английский язык), общеобразовательные классы
Классы с углубленным изучением отдельных предметов (английский язык), общеобразовательные классы Направления и проблематика научных исследований магистерской программы ФА В КО
Направления и проблематика научных исследований магистерской программы ФА В КО