- Дуга. Сварка

Содержание
- 2. СОДЕРЖАНИЕ
- 3. ЧАСТЬ 01 СваркаФпомазаниеяинструкция иппрограммированиеОоперация
- 4. Учебный кулоносновной интерфейсизФункциональный анализ ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Обучение работе с кулоном быстрые действия: Область левой функциональной
- 5. Инструкция по основным функциям сварки ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет рпрограммное обеспечение для процесса сварки
- 6. ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет Ддинамическое определение того, является ли дуга успешной или нет.Если дуга
- 7. ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет 7.:Процесс качания дуги: Тон сваркапистолет во время сваркипериодически качается влево
- 8. Основные операции программирования ВопросБАНКА Ссистема ппрограммированиеЗаДугаВтстаршийппрограмма Обучение шагам программирования 1.Поверните переключатель режимов в режим обучения 2.Выберите
- 9. Основные операции программирования 6.щелкнитеоткрытымкнопка в области подменю 7.Нажмите и удерживайте переключатель безопасности, а затем с помощью
- 10. 4.После ввода соответствующих параметров по мере необходимости нажмитеподтверждатьКомандная строка отображается в окне редактирования программы следующим образом
- 11. Нажмите - - , появится следующее окно. После ввода соответствующих параметров по мере необходимости нажмите кнопкуподтверждатьклавишу,
- 12. Нажмите открыть окно справа (Примечание: для цифровой связипокасварка,в интерфейсе настроек для сваркипараметр, настройкаArcStartпараметры должны соответствовать параметрам
- 13. Повторениевышеаналогичны описанным выше шагам Введите все программные точки и инструкции. С помощью вышеуказанных шагов создается экземпляр
- 14. Пример программы редактирования большой дуги позы Пример программы редактирования плоской дуги QJARСсистемаппрограммированиеЗаДугаВтстаршийппрограмма операция программирования дуги
- 15. 1. MJV=40% B=100 2. MJV=40% B=100 3. ArcStart (1, 0.0) 4. МЛВ=10мм/с В=100 5. SetWorkMode с
- 16. ЧАСТЬ 02 Аисточник питания для дистанционной сваркиссвязь и настройка приложения
- 17. Аналоговое/цифровое управление мощностью сварки: КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник Поддержите Аотаиа такжеМегмеети другая аналоговая/цифровая сваркаисточник. Сваркаисходная конфигурация может быть установлена
- 18. КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник Настройка внутренних параметров
- 19. ЧАСТЬ 03 Многослойность и мультипроходная дуговая сваркафункция
- 20. Многослойность и мультипроходить дуговая сваркафункция Многослойность и многоканальностьдуговая сваркафункциявведение Функция многослойной сварки имеет следующие две функции.
- 21. Многослойность и мультипроходитьфункциядуговая сваркафункция Многослойный иМмногоканальныйУстановка параметров 1,Нажмите - - , чтобы открыть интерфейс конфигурации многослойных
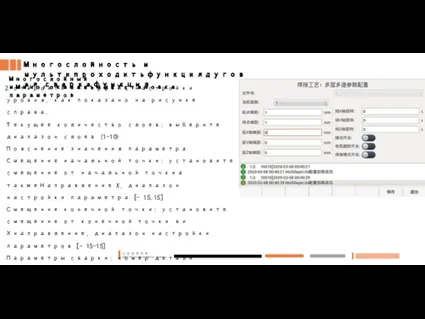
- 22. Многослойность и мультипроходитьфункциядуговая сваркафункция Многослойный иМмногоканальныйУстановка параметров 2.откройте интерфейс настройки уровня, как показано на рисунке справа.
- 23. Многослойность и мультипроходитьфункциядуговая сваркафункция Многослойный иМмногоканальныйУстановка параметров Смещение по оси Y: установите расстояние смещения текущего слоя
- 24. Многослойность и мультипроходитьфункциядуговая сваркафункция Многослойность и многоканальность снаправление системы координат 3.Описание системы координат сварки:роботпрямое направление естьИкснаправление,
- 25. Многослойность и мультипроходная дуговая сваркафункция Многослойность и многоканальностьПроцедурное программирование 1.МДж V=40,00% B=0 T=1 2.МДж V=40,00% B=0
- 26. Многослойность и мультипроходная дуговая сваркафункция Многослойность и многоканальностьПроцедурное программирование двадцать два.МДж V=80% B=0 T=1//точка перехода двадцать
- 27. ЧАСТЬ 04 Сенсорная функция ЧАСТЬ 04
- 28. Сенсорная функция Введение дляСенсорная функция В сенсорном режиме заготовка заземлена, и через сопло или провод подается
- 29. Сенсорная функция Определение аналоговой связи Аналоговый сварочный аппарат передает сигнал роботу и подключает его к контакту
- 30. Сенсорная функция Определение аналоговой связи Режим связи сварочного аппарата с имитацией платы R5 IO
- 31. Сенсорная функция Установка параметров Открытый путь: - - -
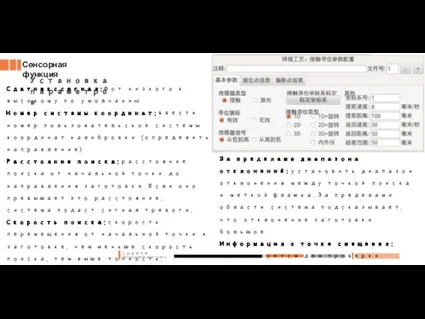
- 32. Сенсорный смыслфункция Установка параметров Это нИдсдля создания пользовательской системы координат, пользовательская калибровка для соответствия методу правой
- 33. Сенсорная функция Установка параметров Сдатчикссигнал:Фот низкого к высокому по умолчанию Номер системы координат:ввести номер пользовательской системы
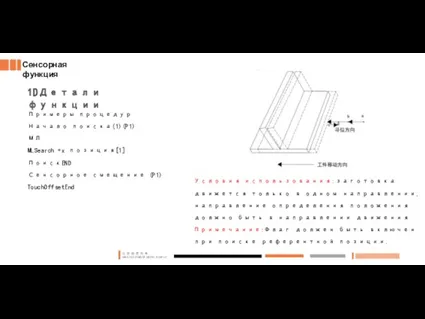
- 34. Сенсорная функция 1DДетали функции Примеры процедур Начало поиска(1)(P1) МЛ MLSearch +x позиция[1] ПоискEND Сенсорное смещение (P1)
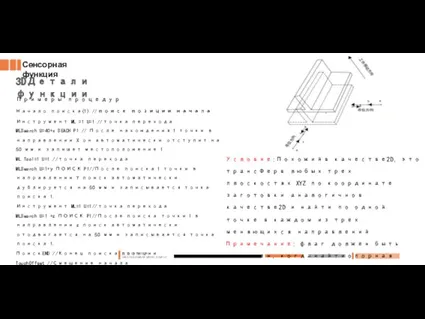
- 35. Сенсорная функция 2DДетали функции Примеры процедур Начало поиска(1) //поиск позиции начала Инструмент ML =1 U=1 //aточка
- 36. Сенсорная функция 3DДетали функции Примеры процедур Начало поиска(1) //поиск позиции начала Инструмент ML =1 U=1 //точка
- 37. Сенсорная функция 2D+Детали функции Примеры процедур SearchStart 1 P1 //поиск позиции начала ML V=100 TOOL=1 U=1
- 38. Сенсорная функция 2D+Детали функции Примеры процедур SearchStart 1 P1 //поиск позиции начала ML V=100 TOOL=1 U=1
- 39. Сенсорная функция 3D+Детали функции Примеры процедур SearchStart 1 P1 //Начинается битовый поиск, результат сохраняется в P1
- 40. Сенсорная функция 3D+Детали функции Условия использования:Поверните или переместите в любом месте вокруг X, Y, Z Условия
- 41. Сенсорная функция Подробное объяснение функции позиционирования по внутреннему и внешнему диаметру Примеры процедур SearchStart 1 P1
- 43. Скачать презентацию
СОДЕРЖАНИЕ
СОДЕРЖАНИЕ

ЧАСТЬ 01
СваркаФпомазаниеяинструкция иппрограммированиеОоперация
ЧАСТЬ 01
СваркаФпомазаниеяинструкция иппрограммированиеОоперация
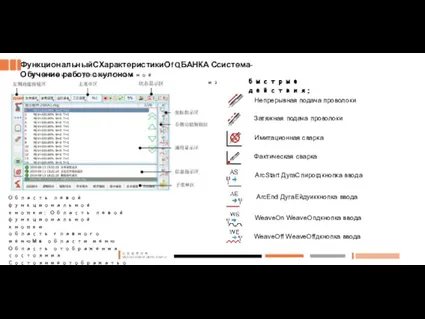
Учебный кулоносновной интерфейсизФункциональный анализ
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Обучение работе с кулоном
быстрые действия:
Область
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Обучение работе с кулоном
быстрые действия:
Область

Инструкция по основным функциям сварки
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
рпрограммное обеспечение
Инструкция по основным функциям сварки
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
рпрограммное обеспечение

ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
Ддинамическое определение того, является ли дуга
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
Ддинамическое определение того, является ли дуга

ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
7.:Процесс качания дуги:
Тон сваркапистолет во время
ФункциональныйСХарактеристикиОf QБАНКА Ссистема- Базовый технологический пакет
7.:Процесс качания дуги:
Тон сваркапистолет во время
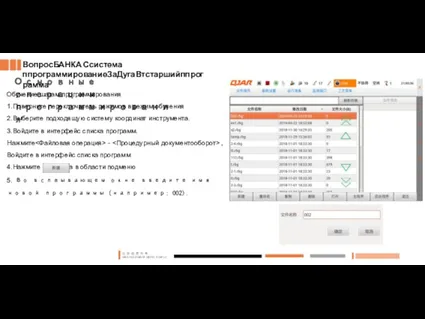
Основные операции программирования
ВопросБАНКА Ссистема ппрограммированиеЗаДугаВтстаршийппрограмма
Обучение шагам программирования
1.Поверните переключатель режимов в режим
ВопросБАНКА Ссистема ппрограммированиеЗаДугаВтстаршийппрограмма
Обучение шагам программирования
1.Поверните переключатель режимов в режим
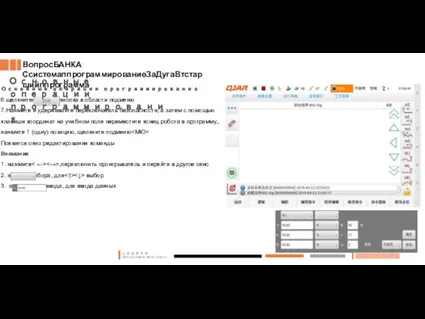
Основные операции программирования
6.щелкнитеоткрытымкнопка в области подменю
7.Нажмите и удерживайте переключатель безопасности, а
Основные операции программирования
6.щелкнитеоткрытымкнопка в области подменю
7.Нажмите и удерживайте переключатель безопасности, а

4.После ввода соответствующих параметров по мере необходимости нажмитеподтверждатьКомандная строка отображается в
4.После ввода соответствующих параметров по мере необходимости нажмитеподтверждатьКомандная строка отображается в

Нажмите <инструкция по программированию> - <Инструкция по дуговой сварке> - <запуск
Нажмите <инструкция по программированию> - <Инструкция по дуговой сварке> - <запуск

Нажмите<программирование>открыть окно справа
(Примечание: для цифровой связипокасварка,в интерфейсе настроек для сваркипараметр, настройкаArcStartпараметры
Нажмите<программирование>открыть окно справа
(Примечание: для цифровой связипокасварка,в интерфейсе настроек для сваркипараметр, настройкаArcStartпараметры

Повторениевышеаналогичны описанным выше шагам Введите все программные точки и инструкции.
С помощью
Повторениевышеаналогичны описанным выше шагам Введите все программные точки и инструкции.
С помощью

Пример программы редактирования большой дуги позы
Пример программы редактирования плоской дуги
Пример программы редактирования плоской дуги

1. MJV=40% B=100
2. MJV=40% B=100
3. ArcStart (1, 0.0)
4. МЛВ=10мм/с В=100
5. SetWorkMode
1. MJV=40% B=100
2. MJV=40% B=100
3. ArcStart (1, 0.0)
4. МЛВ=10мм/с В=100
5. SetWorkMode

ЧАСТЬ 02
Аисточник питания для дистанционной сваркиссвязь и настройка приложения
ЧАСТЬ 02
Аисточник питания для дистанционной сваркиссвязь и настройка приложения

Аналоговое/цифровое управление мощностью сварки:
КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник
Поддержите Аотаиа такжеМегмеети другая аналоговая/цифровая сваркаисточник.
Сваркаисходная конфигурация может
КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник
Поддержите Аотаиа такжеМегмеети другая аналоговая/цифровая сваркаисточник.
Сваркаисходная конфигурация может

КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник
Настройка внутренних параметров
КоммуникацияАйАзаявлениеОфАрадиоуправляемыйВтстаршийпсилаСисточник
Настройка внутренних параметров

ЧАСТЬ 03
Многослойность и мультипроходная дуговая сваркафункция
ЧАСТЬ 03
Многослойность и мультипроходная дуговая сваркафункция

Многослойность и мультипроходить дуговая сваркафункция
Многослойность и многоканальностьдуговая сваркафункциявведение
Функция многослойной сварки имеет
Многослойность и мультипроходить дуговая сваркафункция
Многослойность и многоканальностьдуговая сваркафункциявведение
Функция многослойной сварки имеет

Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
1,Нажмите < Настройки процесса > -
Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
1,Нажмите < Настройки процесса > -
Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
2.откройте интерфейс настройки уровня, как показано
Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
2.откройте интерфейс настройки уровня, как показано

Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
Смещение по оси Y: установите расстояние
Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойный иМмногоканальныйУстановка параметров
Смещение по оси Y: установите расстояние

Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойность и многоканальность снаправление системы координат
3.Описание
Многослойность и мультипроходитьфункциядуговая сваркафункция
Многослойность и многоканальность снаправление системы координат
3.Описание

Многослойность и мультипроходная дуговая сваркафункция
Многослойность и многоканальностьПроцедурное программирование
1.МДж V=40,00% B=0 T=1
2.МДж
Многослойность и мультипроходная дуговая сваркафункция
Многослойность и многоканальностьПроцедурное программирование
1.МДж V=40,00% B=0 T=1
2.МДж

Многослойность и мультипроходная дуговая сваркафункция
Многослойность и многоканальностьПроцедурное программирование
двадцать два.МДж V=80% B=0
Многослойность и мультипроходная дуговая сваркафункция
Многослойность и многоканальностьПроцедурное программирование
двадцать два.МДж V=80% B=0

ЧАСТЬ 04
Сенсорная функция
ЧАСТЬ 04
ЧАСТЬ 04
Сенсорная функция
ЧАСТЬ 04

Сенсорная функция
Введение дляСенсорная функция
В сенсорном режиме заготовка заземлена, и через сопло
Сенсорная функция
Введение дляСенсорная функция
В сенсорном режиме заготовка заземлена, и через сопло

Сенсорная функция
Определение аналоговой связи
Аналоговый сварочный аппарат передает сигнал роботу и подключает
Сенсорная функция
Определение аналоговой связи
Аналоговый сварочный аппарат передает сигнал роботу и подключает

Сенсорная функция
Определение аналоговой связи
Режим связи сварочного аппарата с имитацией платы R5
Сенсорная функция
Определение аналоговой связи
Режим связи сварочного аппарата с имитацией платы R5

Сенсорная функция
Установка параметров
Открытый путь:
<Пользовательский процесс>- < 3 процесса дуговой сварки >
Сенсорная функция
Установка параметров
Открытый путь:
<Пользовательский процесс>- < 3 процесса дуговой сварки >

Сенсорный смыслфункция
Установка параметров
Это нИдсдля создания пользовательской системы координат, пользовательская калибровка для
Сенсорный смыслфункция
Установка параметров
Это нИдсдля создания пользовательской системы координат, пользовательская калибровка для
Сенсорная функция
Установка параметров
Сдатчикссигнал:Фот низкого к высокому по умолчанию
Номер системы координат:ввести номер
Сенсорная функция
Установка параметров
Сдатчикссигнал:Фот низкого к высокому по умолчанию
Номер системы координат:ввести номер
Сенсорная функция
1DДетали функции
Примеры процедур
Начало поиска(1)(P1)
МЛ
MLSearch +x позиция[1]
ПоискEND
Сенсорное смещение (P1)
TouchOffsetEnd
Условия использования:заготовка
Сенсорная функция
1DДетали функции
Примеры процедур
Начало поиска(1)(P1)
МЛ
MLSearch +x позиция[1]
ПоискEND
Сенсорное смещение (P1)
TouchOffsetEnd
Условия использования:заготовка

Сенсорная функция
2DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1
Сенсорная функция
2DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1
Сенсорная функция
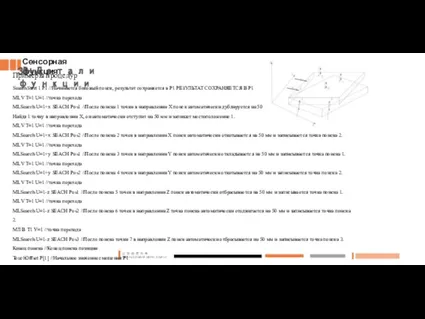
3DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1
Сенсорная функция
3DДетали функции
Примеры процедур
Начало поиска(1) //поиск позиции начала
Инструмент ML =1
Сенсорная функция
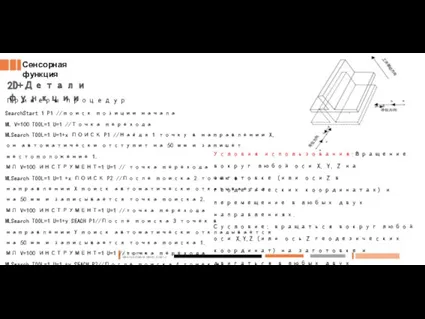
2D+Детали функции
Примеры процедур
SearchStart 1 P1 //поиск позиции начала
ML V=100
Сенсорная функция
2D+Детали функции
Примеры процедур
SearchStart 1 P1 //поиск позиции начала
ML V=100

Сенсорная функция
2D+Детали функции
Примеры процедур
SearchStart 1 P1 //поиск позиции начала
ML V=100
Сенсорная функция
2D+Детали функции
Примеры процедур
SearchStart 1 P1 //поиск позиции начала
ML V=100
Сенсорная функция
3D+Детали функции
Примеры процедур
SearchStart 1 P1 //Начинается битовый поиск, результат
Сенсорная функция
3D+Детали функции
Примеры процедур
SearchStart 1 P1 //Начинается битовый поиск, результат

Сенсорная функция
3D+Детали функции
Условия использования:Поверните или переместите в любом месте вокруг X,
Сенсорная функция
3D+Детали функции
Условия использования:Поверните или переместите в любом месте вокруг X,
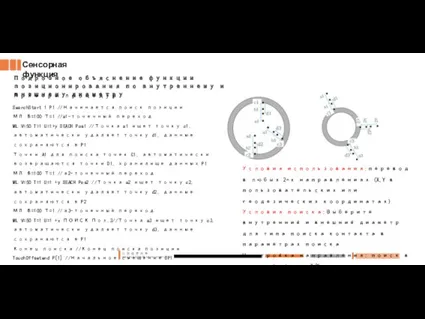
Сенсорная функция
Подробное объяснение функции позиционирования по внутреннему и внешнему диаметру
Примеры процедур
Сенсорная функция
Подробное объяснение функции позиционирования по внутреннему и внешнему диаметру
Примеры процедур
 20101110_p2
20101110_p2 20140330_pismennost_dr_egipta
20140330_pismennost_dr_egipta Riscurile si potentialile dificultati la asamblarea si depanarea monitoarelor PC
Riscurile si potentialile dificultati la asamblarea si depanarea monitoarelor PC Сочинение лимериков как средство творческого развития детей
Сочинение лимериков как средство творческого развития детей Открытка папе
Открытка папе Подсчет запасов и оценка ресурсов
Подсчет запасов и оценка ресурсов 20140830_poeticheskaya_masterskaya
20140830_poeticheskaya_masterskaya Способы присоединения систем отопления к наружным тепловым сетям
Способы присоединения систем отопления к наружным тепловым сетям Построение архитектурных обломов
Построение архитектурных обломов Life is impossible without Target
Life is impossible without Target Влияние религии на воспитательный и образовательный процесс в современном мире
Влияние религии на воспитательный и образовательный процесс в современном мире Турник. Сварной турник
Турник. Сварной турник Выбор объемно-планировочной схемы и параметров промышленного здания
Выбор объемно-планировочной схемы и параметров промышленного здания Создание методички по навыкам дрессировки собак
Создание методички по навыкам дрессировки собак Теория текста-неделя 3 И 4 - к 12-09-22 (1)
Теория текста-неделя 3 И 4 - к 12-09-22 (1) Повторение Раздела 3. Изучение механизмов и их работа
Повторение Раздела 3. Изучение механизмов и их работа Что растёт на клумбе
Что растёт на клумбе Путь в космос или спутник своими руками
Путь в космос или спутник своими руками Кобаненко_Попова_Шалина_ презентация реф ст
Кобаненко_Попова_Шалина_ презентация реф ст Основы журналистики. Репортаж. Интервью
Основы журналистики. Репортаж. Интервью Андрианова Диана. Портфолио
Андрианова Диана. Портфолио Обучение грамоте
Обучение грамоте 20111020_kultura_rossii2
20111020_kultura_rossii2 Характерные черты русской народной музыки Мир русской песни
Характерные черты русской народной музыки Мир русской песни Деяния. Корнилий-сотник. Собор
Деяния. Корнилий-сотник. Собор Терминология в области производства мягкой мебели
Терминология в области производства мягкой мебели Использование средств выразительности для создания портретной характеристики
Использование средств выразительности для создания портретной характеристики Маркшейдерские работы при проведении околоствольных выработок
Маркшейдерские работы при проведении околоствольных выработок