- Электронно-лучевая сварка

Содержание
- 2. Содержание Определение. Сущность Приемы сварки электронными лучами Основные типы сварных соединений Преимущества, недостатки
- 3. Определене Используется для сварки тугоплавких, высокоактивных металлов в космической, авиационной промышленности, приборостроении и др. Электронно-лучевая сварка
- 5. Сущность Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят от размеров свариваемых деталей
- 6. Приемы сварки электронными лучами В электронно-лучевой сварке применяют следующие технологические приемы для улучшения качества шва: сварку
- 7. Основные типы сварных соединений а) стыковое; б) замковое; в) стыковое с деталями разной толщины; г) угловое;
- 9. Скачать презентацию

Содержание
Определение.
Сущность
Приемы сварки электронными лучами
Основные типы сварных соединений
Преимущества, недостатки
Содержание
Определение.
Сущность
Приемы сварки электронными лучами
Основные типы сварных соединений
Преимущества, недостатки
Определене
Используется для сварки тугоплавких, высокоактивных металлов в космической, авиационной промышленности, приборостроении
Определене
Используется для сварки тугоплавких, высокоактивных металлов в космической, авиационной промышленности, приборостроении

Сущность
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят
Сущность
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят
Приемы сварки электронными лучами
В электронно-лучевой сварке применяют следующие технологические приемы для
Приемы сварки электронными лучами
В электронно-лучевой сварке применяют следующие технологические приемы для

Основные типы сварных соединений
а) стыковое;
б) замковое;
в) стыковое с деталями разной толщины;
г)
Основные типы сварных соединений
а) стыковое;
б) замковое;
в) стыковое с деталями разной толщины;
г)
 Гигиеническое проектирование территорий завода
Гигиеническое проектирование территорий завода Предлагаем выполнение CAD/CAM /CAE работ в системе CATIA v5
Предлагаем выполнение CAD/CAM /CAE работ в системе CATIA v5 Аттестационная работа. Методическая разработка по проектной и исследовательской деятельности колледже легкой промышленности
Аттестационная работа. Методическая разработка по проектной и исследовательской деятельности колледже легкой промышленности Благоверный князь Глеб Белозерский
Благоверный князь Глеб Белозерский Рождественские хроники
Рождественские хроники Шаршаудың биологиялық маңызы
Шаршаудың биологиялық маңызы Отчет по производственной преддипломной практики По специальности 21.05.01 Земельно-имущественные отношения
Отчет по производственной преддипломной практики По специальности 21.05.01 Земельно-имущественные отношения Технологии скрепления книжных блоков
Технологии скрепления книжных блоков Использование художественного образа в проектировании арт-объекта
Использование художественного образа в проектировании арт-объекта Практические работы по художественному оформлению сцены
Практические работы по художественному оформлению сцены Собрание с родителями будущих первоклассников
Собрание с родителями будущих первоклассников Игра – тренажер Части суток
Игра – тренажер Части суток Система обработки почвы под овощные культуры
Система обработки почвы под овощные культуры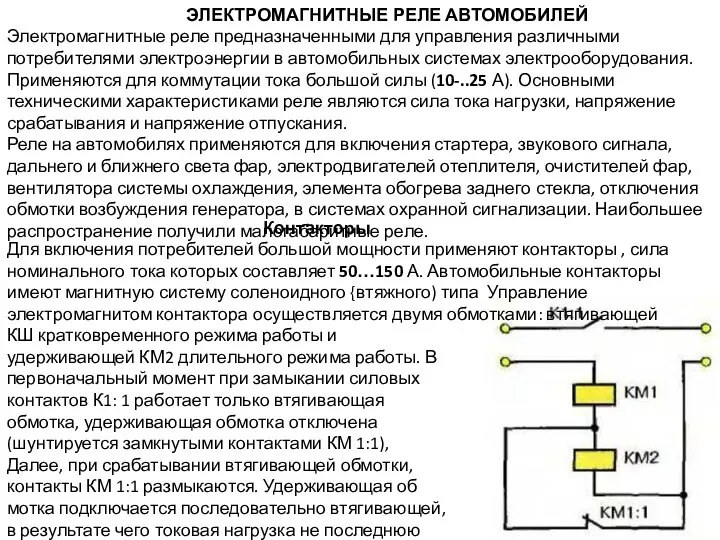 Электромагнитные реле автомобилей
Электромагнитные реле автомобилей Понятие об информационных системах и АИС
Понятие об информационных системах и АИС Книга памяти. Шаблон проекта
Книга памяти. Шаблон проекта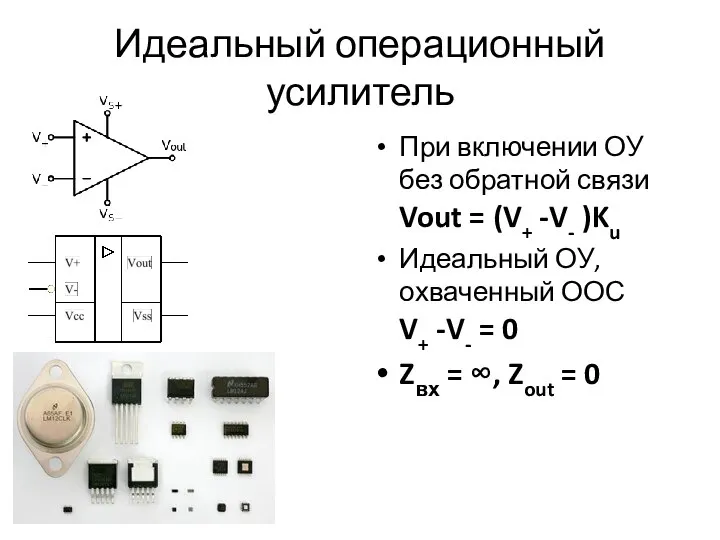 Идеальный операционный усилитель
Идеальный операционный усилитель 20130324_moya_sportivnaya_semya
20130324_moya_sportivnaya_semya Портфолио педагога - Цуров Сергей Андреевич
Портфолио педагога - Цуров Сергей Андреевич Пр. р. 4_Инструментальные средства_Афанасьев Андрей
Пр. р. 4_Инструментальные средства_Афанасьев Андрей information about railway transport
information about railway transport Теоретический чертёж корпуса судна
Теоретический чертёж корпуса судна Единственная в России фабрика кухня Halal
Единственная в России фабрика кухня Halal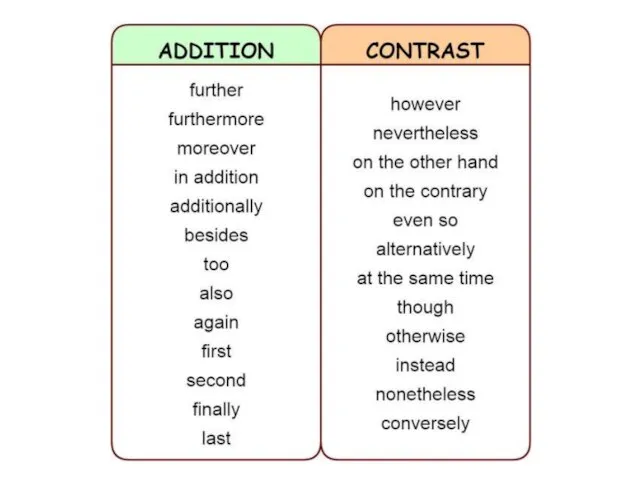 Linking Words Rule
Linking Words Rule Information and communication technologies
Information and communication technologies Презентация. Как развивалась жизнь на Земле
Презентация. Как развивалась жизнь на Земле Природа и архитектура. Организация архитектурно-ландшафтного пространства
Природа и архитектура. Организация архитектурно-ландшафтного пространства Технологический процесс изготовления кровати на примере ООО Первая мебельная фабрика
Технологический процесс изготовления кровати на примере ООО Первая мебельная фабрика