- Листовые металлические конструкции

Содержание
- 2. Листовые металлические конструкции Общая характеристика металлических листовых конструкций Листовые конструкции представляют собой емкостные конструкции, состоящие из
- 3. Металлические листовые конструкции: Резервуары для хранения жидкостей; Газгольдеры для хранения газов; Бункера и силосы для хранения
- 4. Наземные резервуары для хранения жидкостей
- 5. Газгольдеры для хранения газов
- 6. Силос для хранения зерна
- 7. Трубопроводы большого диаметра
- 9. Вентиляционная труба
- 10. Барабанная вращающаяся печь для обжига керамзита
- 11. Листовая сварная конструкция
- 12. Производственная сварная конструкция
- 13. Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями Швы листовых конструкций должны: удовлетворять требованиям
- 14. Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций. Условия работы листовых конструкций весьма разнообразны: они
- 15. При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных металлоконструкций: фасонный раскрой листового проката,
- 16. Технология сварки листового металла Металлические листы средней толщины варятся ступенчатым способом. Вся полоса сварки условно делится
- 17. Технология сварки Сварка прокатного металла может быть осуществлена встык или с нахлестом. Вертикальные швы рекомендуется выполнять
- 18. Негабаритные емкости и сооружения При изготовлении емкостей и сооружений большого размера из листового проката целесообразно основной
- 19. Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух полушарий, предварительно собираемых на стенде-кондукторе.
- 20. Задание Ответить на вопросы 1. Листовые конструкции состоят из _______ _____ и предназначены для хранения ______
- 22. Скачать презентацию

Листовые металлические конструкции
Общая характеристика металлических листовых конструкций
Листовые конструкции представляют собой емкостные
Листовые металлические конструкции
Общая характеристика металлических листовых конструкций
Листовые конструкции представляют собой емкостные

Металлические листовые конструкции:
Резервуары для хранения жидкостей;
Газгольдеры для хранения газов;
Бункера и силосы
Металлические листовые конструкции:
Резервуары для хранения жидкостей;
Газгольдеры для хранения газов;
Бункера и силосы

Наземные резервуары для хранения жидкостей
Наземные резервуары для хранения жидкостей
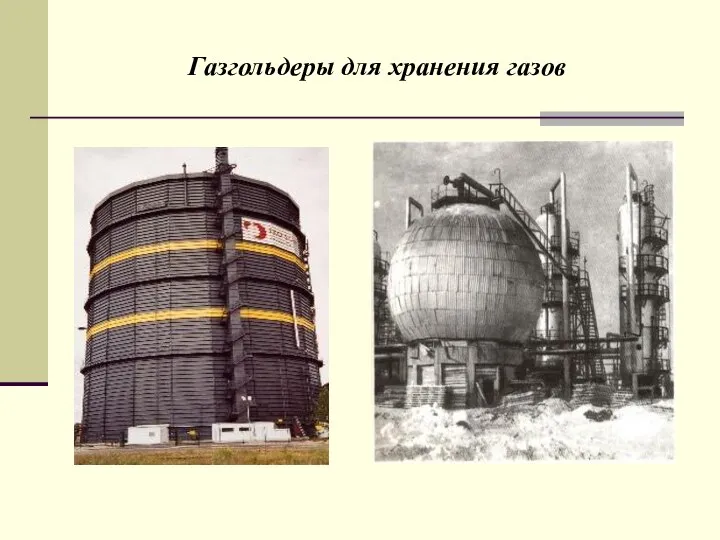
Газгольдеры для хранения газов
Газгольдеры для хранения газов
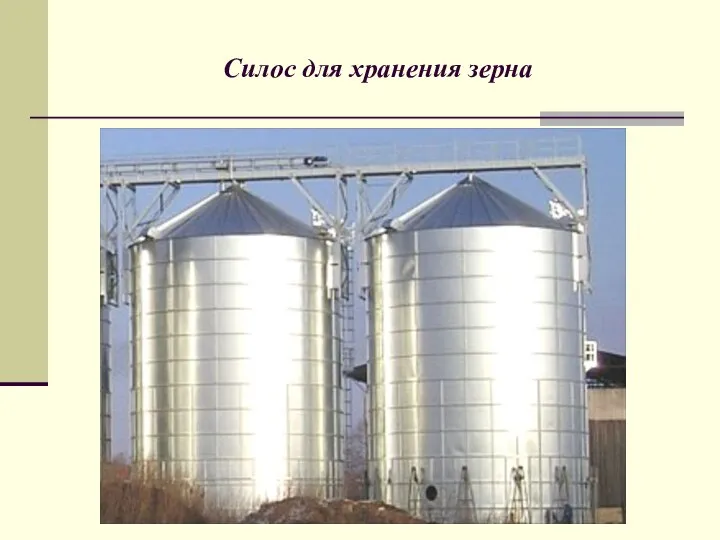
Силос для хранения зерна
Силос для хранения зерна

Трубопроводы большого диаметра
Трубопроводы большого диаметра

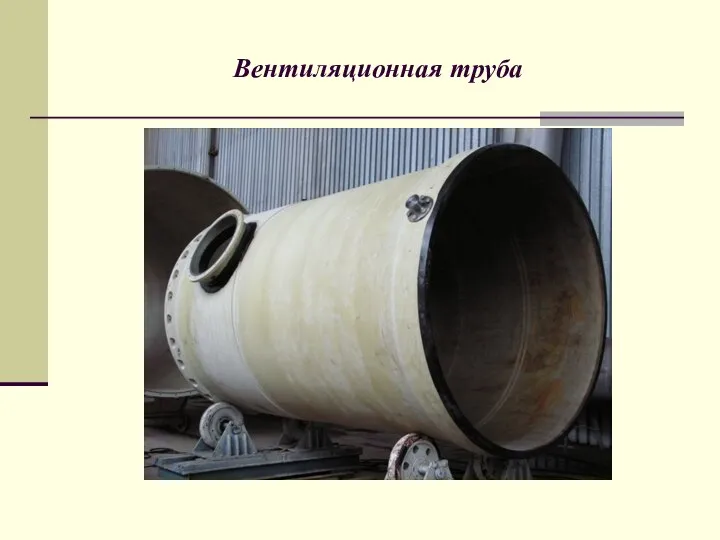
Вентиляционная труба
Вентиляционная труба

Барабанная вращающаяся печь для обжига керамзита
Барабанная вращающаяся печь для обжига керамзита

Листовая сварная конструкция
Листовая сварная конструкция

Производственная сварная конструкция
Производственная сварная конструкция
Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями
Швы
Основные особенности листовых конструкций по сравнению с другими металлическими конструкциями
Швы
Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций.
Условия работы листовых
Листовые конструкции всегда совмещают функции несущих и ограждающих конструкций.
Условия работы листовых
При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных
При изготовлении листовых конструкций применяются операции, не требующиеся при производстве обычных

Технология сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся
Технология сварки листового металла
Металлические листы средней толщины варятся ступенчатым способом. Вся

Технология сварки
Сварка прокатного металла может быть осуществлена встык или с
Технология сварки
Сварка прокатного металла может быть осуществлена встык или с

Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера из
Негабаритные емкости и сооружения
При изготовлении емкостей и сооружений большого размера из
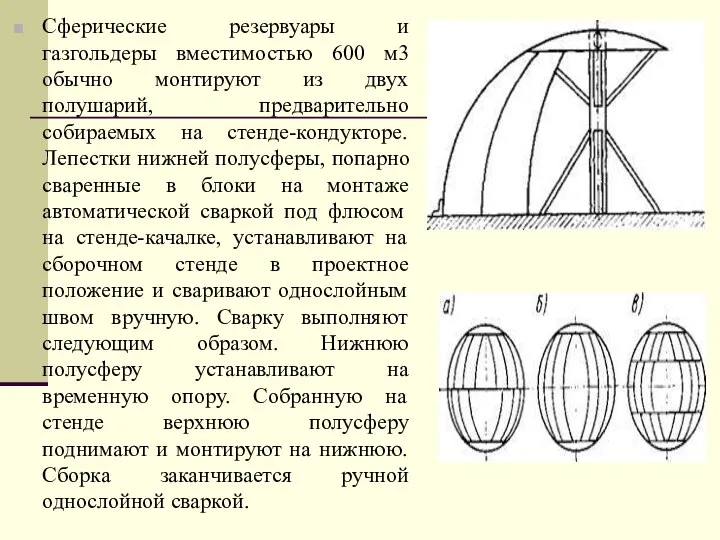
Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух
Сферические резервуары и газгольдеры вместимостью 600 м3 обычно монтируют из двух

Задание
Ответить на вопросы
1. Листовые конструкции состоят из _______ _____ и предназначены
Задание
Ответить на вопросы
1. Листовые конструкции состоят из _______ _____ и предназначены
 Визитная карточка
Визитная карточка Слава Тебе, Боже
Слава Тебе, Боже Противоэрозионная обработка почвы
Противоэрозионная обработка почвы Маркировка и выбор моторного масла
Маркировка и выбор моторного масла К.Я.З
К.Я.З Эксплуатация технологического оборудования
Эксплуатация технологического оборудования Аттестационная работа Вера Ивановна
Аттестационная работа Вера Ивановна Оформление тетрадей
Оформление тетрадей Ремонт электродвигателей бытовых машин и приборов
Ремонт электродвигателей бытовых машин и приборов О чем рассказывается в Евангелии?
О чем рассказывается в Евангелии? Утренняя гимнастика как средство физического развития детей среднего дошкольного возраста с общим недоразвитием речи
Утренняя гимнастика как средство физического развития детей среднего дошкольного возраста с общим недоразвитием речи Ультразвук: джерела та застосування
Ультразвук: джерела та застосування Жизненный и творческий путь В. Распутина. Прощание с матерой
Жизненный и творческий путь В. Распутина. Прощание с матерой Биография и творчество Алексина Анатолия Георгиевича
Биография и творчество Алексина Анатолия Георгиевича Переработка отходов стекла
Переработка отходов стекла Cветильники VERCITY. Описание макета
Cветильники VERCITY. Описание макета Деяния святых апостолов, книга без аминь
Деяния святых апостолов, книга без аминь Специальные способы литья. Литье в кокиль
Специальные способы литья. Литье в кокиль Демонстрационный экзамен. Опыт. Проблемы. Перспективы
Демонстрационный экзамен. Опыт. Проблемы. Перспективы Презентация
Презентация ekologicheskaya_igra_-_kopiya
ekologicheskaya_igra_-_kopiya Идеология терроризма
Идеология терроризма Классификация стали. Термическая обработка стали (7 класс)
Классификация стали. Термическая обработка стали (7 класс) История школы нашей - часть истории всей страны
История школы нашей - часть истории всей страны Щедрость и великодушие 3 класс
Щедрость и великодушие 3 класс Прессование. Прямое прессование. Обратное прессование
Прессование. Прямое прессование. Обратное прессование Этапы и сроки дорожной карты
Этапы и сроки дорожной карты Компактная умная розетка Olmio SC-01
Компактная умная розетка Olmio SC-01