- Литейное производство

Содержание
- 2. Колосс Родосский (292—280 гг. до н. э.), бронза Литые чудеса света
- 3. Первобытные литейные формы (VIII тыс. лет до н.э.) Глиняные формы для отливок из меди Литье в
- 4. Изображение египетских литейщиков за работой роспись гробницы в Фивах XVI — V вв. до н. э.
- 5. Заливка формы (китайский рисунок) VI в. до н. э. Лев в Цзянь - Чжоу (974 г.
- 6. 1733 — 1735 гг. 1586 г. 1568 г.
- 7. Плавление жидкого металла Кривая нагрева чистого металла или эвтектического сплава Изменение объема чистого металла или эвтектического
- 8. Кристаллизация сплава Кривая охлаждения с переохлаждением Схемы зависимостей скорости n зарождения центров кристаллизации и линейной скорости
- 9. Формирование отливки Зависимость характеристик зерна от скорости затвердевания 1 – средний размер дендритов 2 – расстояние
- 10. Кристаллизация сплава модифицирование – ввод малых количеств веществ (модификаторов) в расплав с целью измельчения зерна и
- 11. Литейные свойства сплавов: жидкотекучесть
- 12. Литейные свойства сплавов: усадка Склонность к образованию усадочных раковин и пористости; Линейная усадка сплавов и отливок;
- 13. Определение усадки сплавов Коэффициенты усадки линейной объемной V1 – объем сплава при температуре заливки; V0 –
- 14. Литейные свойства сплавов: ликвация Изменение концентрации компонента по сечению отливки Схема расположения ликвационных дефектов в отливке
- 15. Литейные свойства сплавов: Склонность к горячим трещинам; Склонность к холодным трещинам; Склонность сплавов к насыщению газами
- 16. Современные виды литья
- 17. Литье в разовые песчано-глинистые формы
- 20. Основные элементы литья в песчано-глинистые формы 1 – верхняя половина 2 – нижняя половина 3 –
- 21. Виды литниковой системы а , б — боковые; в — дождевая; г — сифонная; д —
- 22. Ручная формовка Твердая постель, подготовленная к формовке: 1 – яма; 2 – вентилиционный канал; 3 –
- 23. Ручная формовка Формовка с подрезкой а – отливка; б – уплотненная нижняя полуформа; в – нижняя
- 24. Ручная формовка Формовка с перекидным болваном Формовка с подъемным болваном а - формовка нижней опоки; б
- 25. Схема изготовления формы на формовочных машинах I- оснастка нижней опоки II- набивка нижней опоки III- оснастка
- 26. Заливка формы вручную Выбивка отливки
- 27. Отливка с элементами литниковой системы
- 28. Автоматизированный цех литья в песчано-глинистые формы
- 29. Литье колоколов в глинистые формы Формы для литья колоколов Литье колокола
- 30. Литье в кокиль
- 31. Виды кокилей Неразъемный (вытряхной); Разъемный: а, в, г, д, е, ж – с вертикальной плоскостью разъема;
- 32. Разъемный кокиль 1 и 2 — половины кокиля; 3 — гнёзда; 4 — литниковая система Кокиль
- 33. Неразъемный (вытряхной) кокиль 1 – песчаный стержень, 2 – металлическая форма, 3 – керамическая сетка (фильтровальная),
- 34. Однопозиционная универсальная кокильная машина 1 — станина; 2 — подвижные плиты; 3 — стойки; 4 —
- 35. Многопозиционная кокильная машина
- 36. Технологический процесс литья в кокиль Окраска кокиля Установка стержней
- 37. Температура нагрева кокилей перед заливкой
- 38. Сборка и заливка формы Затвердевание отливки Разборка кокиля
- 39. Литье по выплавляемым моделям 1 – металлическая прессформа 2 – смесь парафина и стеарина 3 –
- 40. Воин ( бронзовое литье по выплавляемым моделям) Шкатулка Виды Москвы (бронза, литье по выплавляемым моделям)
- 41. Отливки по выплавляемым моделям 6-8 класс точности шероховатость поверхности от 10 до 20 мкм толщина стенки
- 42. Литье в оболочковые формы Получение формы 1 – плита с моделью (220-260 С) 2 – поворотный
- 43. Последовательность операций при литье
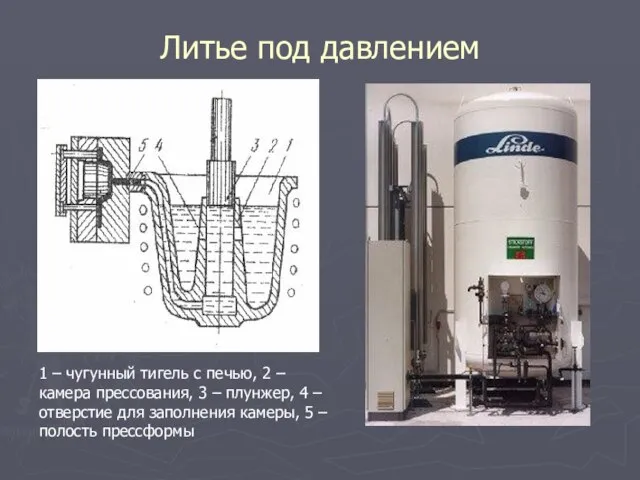
- 44. Литье под давлением 1 – чугунный тигель с печью, 2 – камера прессования, 3 – плунжер,
- 45. Литье под давлением на машине с холодной камерой прессования а – подача расплава в камеру прессования;
- 46. Литье под давлением на машине с горячей камерой прессования а – заполнение камеры прессования расплавом; б
- 47. Центробежное литье
- 49. Скачать презентацию

Колосс Родосский (292—280 гг. до н. э.), бронза
Литые чудеса света
Колосс Родосский (292—280 гг. до н. э.), бронза
Литые чудеса света

Первобытные литейные формы
(VIII тыс. лет до н.э.)
Глиняные формы для отливок
Первобытные литейные формы
(VIII тыс. лет до н.э.)
Глиняные формы для отливок
Изображение египетских литейщиков за работой
роспись гробницы в Фивах XVI — V
Изображение египетских литейщиков за работой
роспись гробницы в Фивах XVI — V

Заливка формы
(китайский рисунок)
VI в. до н. э.
Лев в Цзянь
Заливка формы
(китайский рисунок)
VI в. до н. э.
Лев в Цзянь

1733 — 1735 гг.
1586 г.
1568 г.
1733 — 1735 гг.
1586 г.
1568 г.
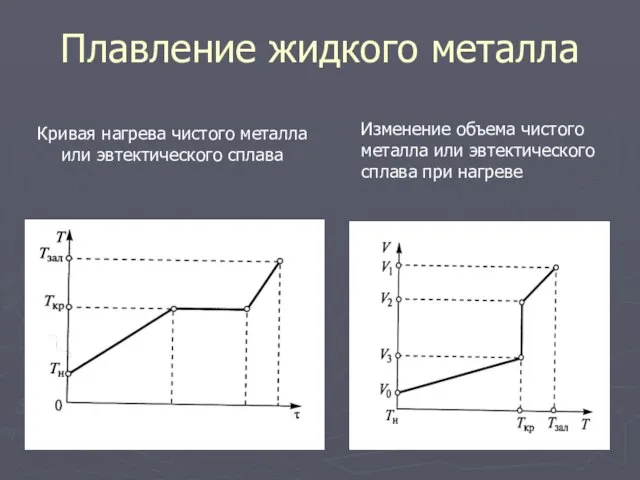
Плавление жидкого металла
Кривая нагрева чистого металла или эвтектического сплава
Изменение объема чистого
Плавление жидкого металла
Кривая нагрева чистого металла или эвтектического сплава
Изменение объема чистого
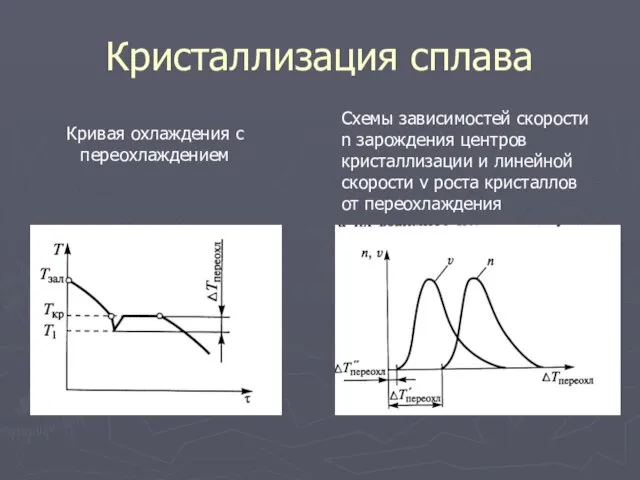
Кристаллизация сплава
Кривая охлаждения с переохлаждением
Схемы зависимостей скорости n зарождения центров кристаллизации
Кристаллизация сплава
Кривая охлаждения с переохлаждением
Схемы зависимостей скорости n зарождения центров кристаллизации
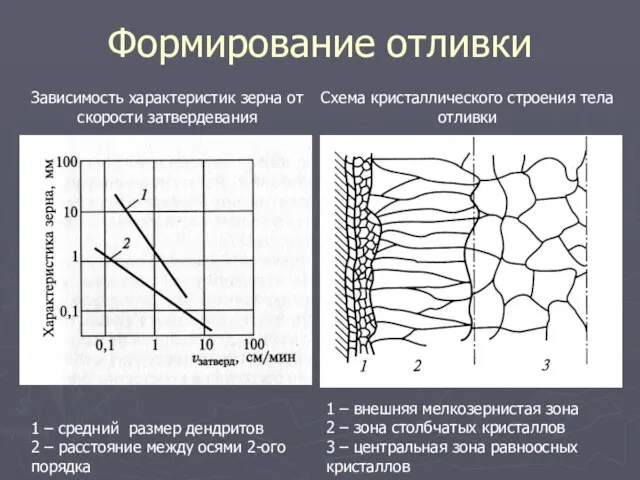
Формирование отливки
Зависимость характеристик зерна от скорости затвердевания
1 – средний размер дендритов
2
Формирование отливки
Зависимость характеристик зерна от скорости затвердевания
1 – средний размер дендритов
2
Кристаллизация сплава
модифицирование – ввод малых количеств веществ (модификаторов) в расплав
Кристаллизация сплава
модифицирование – ввод малых количеств веществ (модификаторов) в расплав

Литейные свойства сплавов: жидкотекучесть
Литейные свойства сплавов: жидкотекучесть
Литейные свойства сплавов: усадка
Склонность к образованию усадочных раковин и пористости;
Линейная усадка
Литейные свойства сплавов: усадка
Склонность к образованию усадочных раковин и пористости;
Линейная усадка
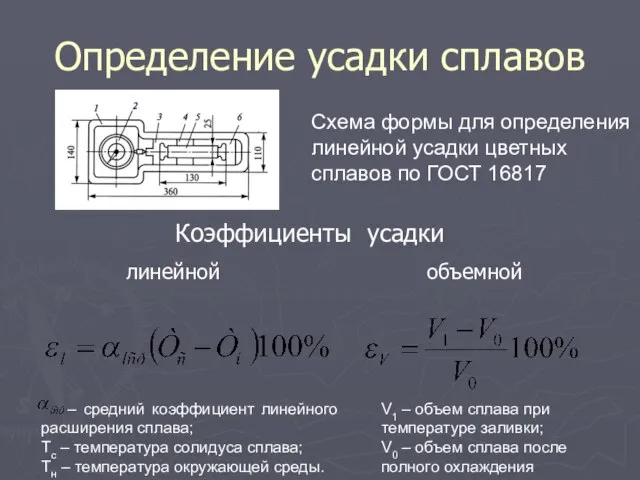
Определение усадки сплавов
Коэффициенты усадки
линейной объемной
V1 – объем сплава при
Определение усадки сплавов
Коэффициенты усадки
линейной объемной
V1 – объем сплава при
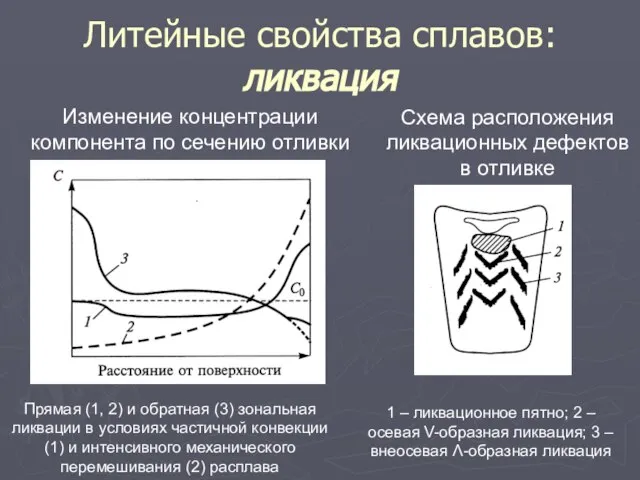
Литейные свойства сплавов:
ликвация
Изменение концентрации компонента по сечению отливки
Схема расположения ликвационных дефектов
Литейные свойства сплавов:
ликвация
Изменение концентрации компонента по сечению отливки
Схема расположения ликвационных дефектов
Литейные свойства сплавов:
Склонность к горячим трещинам;
Склонность к холодным трещинам;
Склонность сплавов к
Литейные свойства сплавов:
Склонность к горячим трещинам;
Склонность к холодным трещинам;
Склонность сплавов к
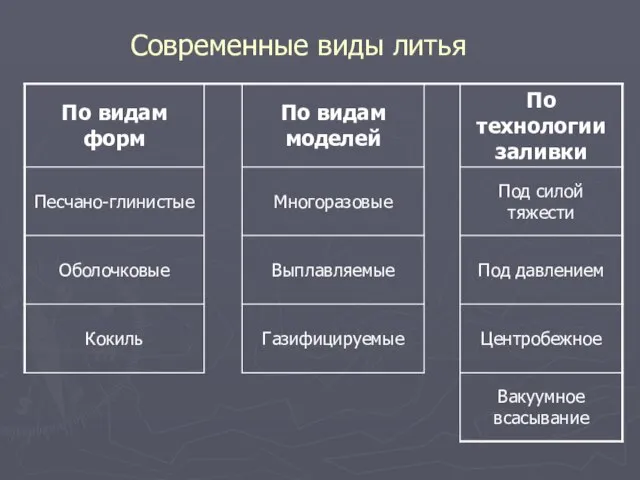
Современные виды литья
Современные виды литья
Литье в разовые песчано-глинистые формы
Литье в разовые песчано-глинистые формы
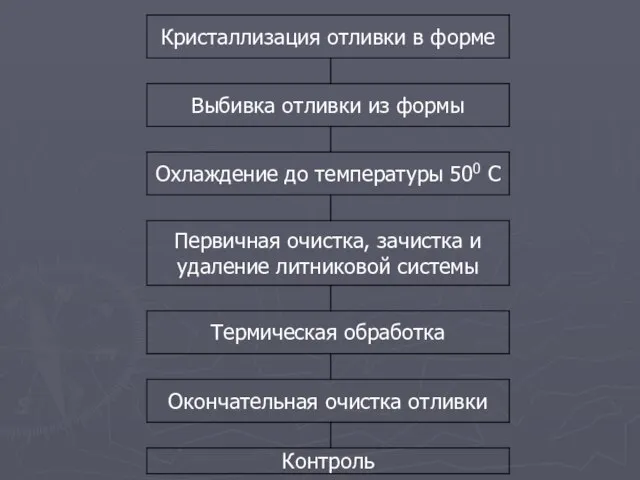

Основные элементы литья в песчано-глинистые формы
1 – верхняя половина
2 – нижняя
Основные элементы литья в песчано-глинистые формы
1 – верхняя половина
2 – нижняя
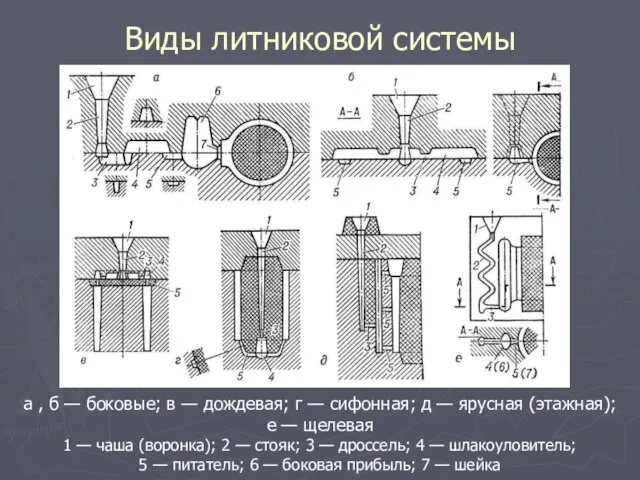
Виды литниковой системы
а , б — боковые; в — дождевая; г
Виды литниковой системы
а , б — боковые; в — дождевая; г

Ручная формовка
Твердая постель, подготовленная к формовке:
1 – яма; 2 –
Ручная формовка
Твердая постель, подготовленная к формовке:
1 – яма; 2 –

Ручная формовка
Формовка с подрезкой
а – отливка; б – уплотненная нижняя полуформа;
Ручная формовка
Формовка с подрезкой
а – отливка; б – уплотненная нижняя полуформа;

Ручная формовка
Формовка с перекидным болваном
Формовка с подъемным болваном
а - формовка нижней
Ручная формовка
Формовка с перекидным болваном
Формовка с подъемным болваном
а - формовка нижней

Схема изготовления формы на формовочных машинах
I- оснастка нижней опоки II- набивка
Схема изготовления формы на формовочных машинах
I- оснастка нижней опоки II- набивка
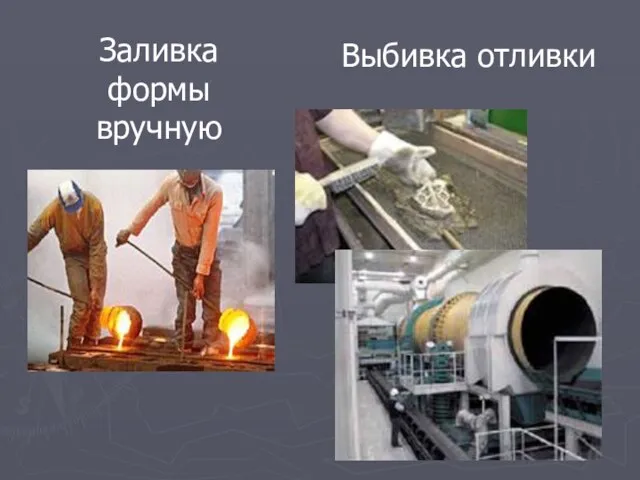
Заливка формы вручную
Выбивка отливки
Заливка формы вручную
Выбивка отливки

Отливка с элементами литниковой системы
Отливка с элементами литниковой системы

Автоматизированный цех литья в песчано-глинистые формы
Автоматизированный цех литья в песчано-глинистые формы
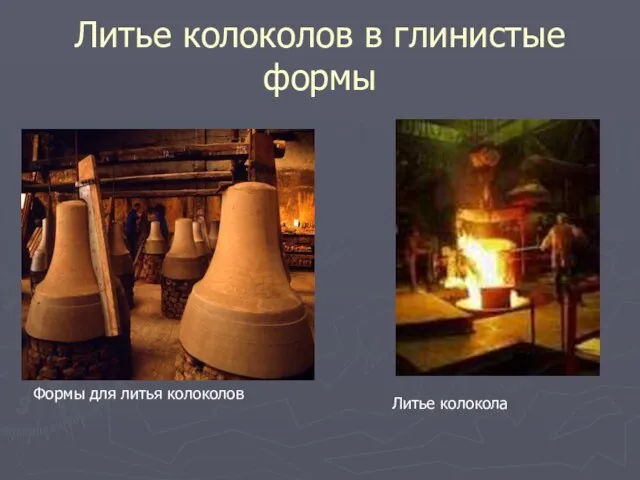
Литье колоколов в глинистые формы
Формы для литья колоколов
Литье колокола
Литье колоколов в глинистые формы
Формы для литья колоколов
Литье колокола
Литье в кокиль
Литье в кокиль

Виды кокилей
Неразъемный (вытряхной);
Разъемный:
а, в, г, д, е, ж – с вертикальной
Виды кокилей
Неразъемный (вытряхной);
Разъемный:
а, в, г, д, е, ж – с вертикальной

Разъемный кокиль
1 и 2 — половины кокиля; 3 — гнёзда; 4
Разъемный кокиль
1 и 2 — половины кокиля; 3 — гнёзда; 4

Неразъемный (вытряхной) кокиль
1 – песчаный стержень, 2 – металлическая форма, 3
Неразъемный (вытряхной) кокиль
1 – песчаный стержень, 2 – металлическая форма, 3
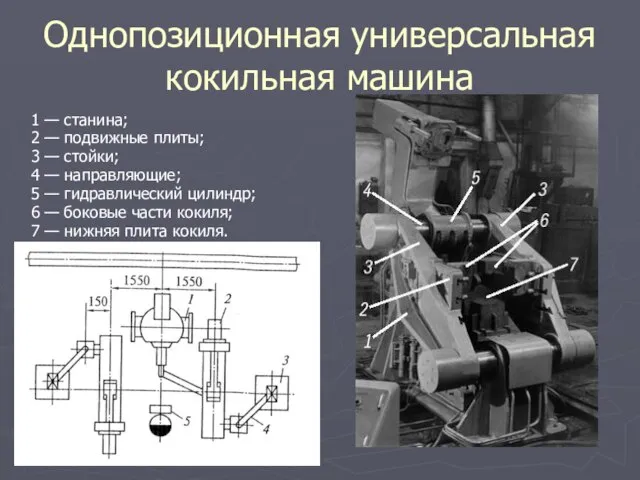
Однопозиционная универсальная кокильная машина
1 — станина;
2 — подвижные плиты;
3
Однопозиционная универсальная кокильная машина
1 — станина;
2 — подвижные плиты;
3

Многопозиционная кокильная машина
Многопозиционная кокильная машина
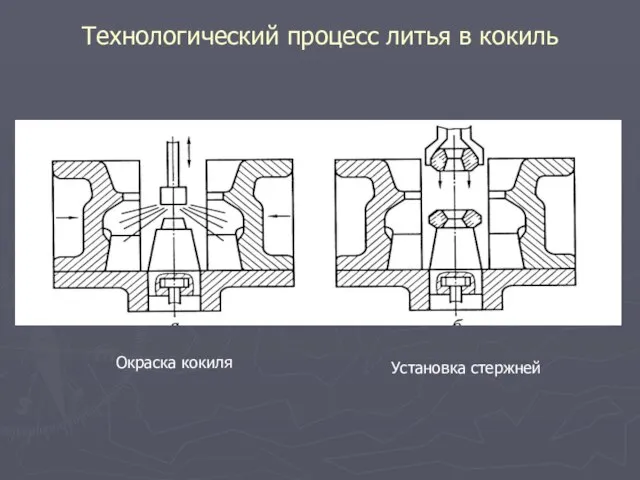
Технологический процесс литья в кокиль
Окраска кокиля
Установка стержней
Технологический процесс литья в кокиль
Окраска кокиля
Установка стержней
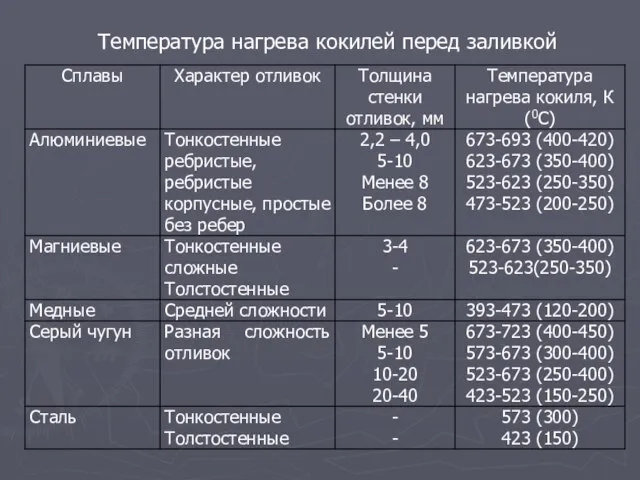
Температура нагрева кокилей перед заливкой
Температура нагрева кокилей перед заливкой
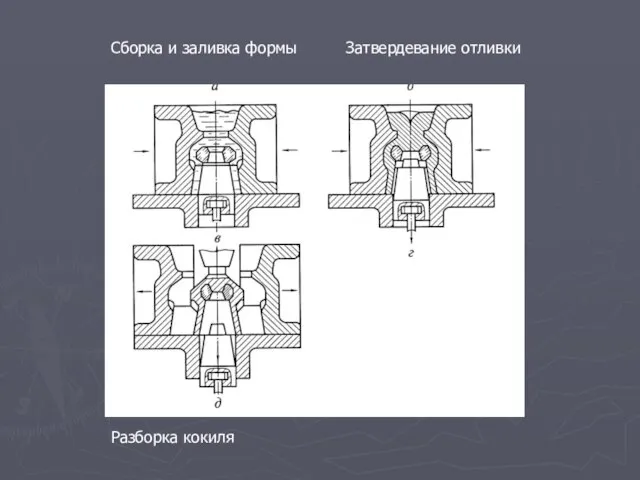
Сборка и заливка формы
Затвердевание отливки
Разборка кокиля
Сборка и заливка формы
Затвердевание отливки
Разборка кокиля

Литье по выплавляемым моделям
1 – металлическая прессформа
2 – смесь парафина и
Литье по выплавляемым моделям
1 – металлическая прессформа
2 – смесь парафина и
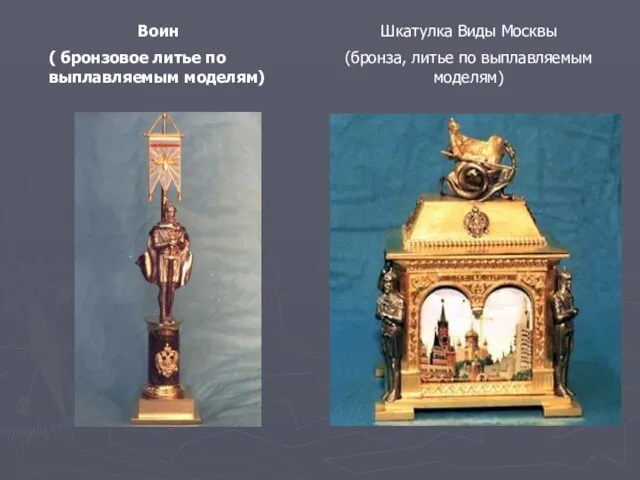
Воин
( бронзовое литье по выплавляемым моделям)
Шкатулка Виды Москвы
(бронза, литье по выплавляемым
Воин
( бронзовое литье по выплавляемым моделям)
Шкатулка Виды Москвы
(бронза, литье по выплавляемым

Отливки по выплавляемым моделям
6-8 класс точности
шероховатость поверхности от 10 до 20
Отливки по выплавляемым моделям
6-8 класс точности
шероховатость поверхности от 10 до 20

Литье в оболочковые формы
Получение формы
1 – плита с моделью (220-260 С)
2
Литье в оболочковые формы
Получение формы
1 – плита с моделью (220-260 С)
2
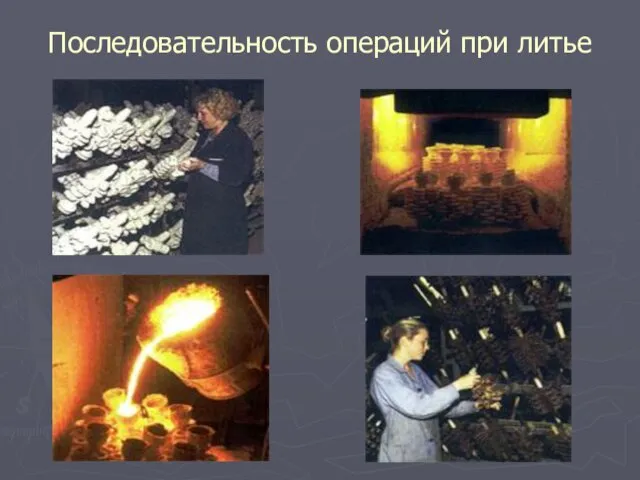
Последовательность операций при литье
Последовательность операций при литье
Литье под давлением
1 – чугунный тигель с печью, 2 – камера
Литье под давлением
1 – чугунный тигель с печью, 2 – камера
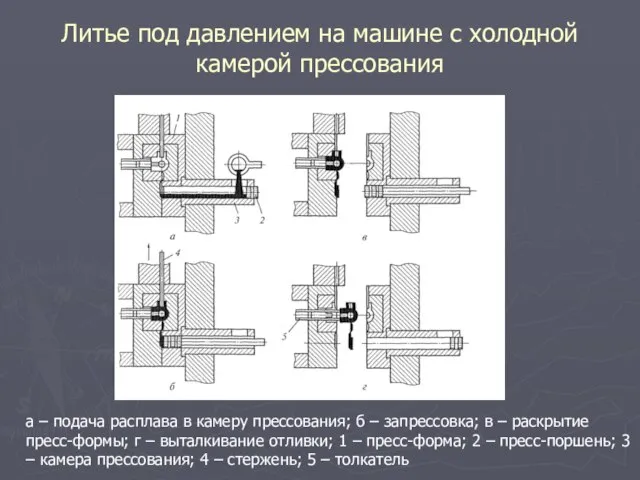
Литье под давлением на машине с холодной камерой прессования
а – подача
Литье под давлением на машине с холодной камерой прессования
а – подача

Литье под давлением на машине с горячей камерой прессования
а – заполнение
Литье под давлением на машине с горячей камерой прессования
а – заполнение

Центробежное литье
Центробежное литье
 Роль декоративного искусства в жизни человека и общества (Обобщение темы)
Роль декоративного искусства в жизни человека и общества (Обобщение темы) Проектирование электроснабжения и выбор электрооборудования прессового участка механического завода
Проектирование электроснабжения и выбор электрооборудования прессового участка механического завода яблочный спас
яблочный спас интеллигентность
интеллигентность Девушки в 10 утра
Девушки в 10 утра Где чей домик?
Где чей домик? Emotional intelligence
Emotional intelligence 20140424_otkrytyy_urok
20140424_otkrytyy_urok Ириша – портрет в интерьере
Ириша – портрет в интерьере Ghostdrone 2.0. Живи полетом
Ghostdrone 2.0. Живи полетом 20160115_zvezdnyy_chas
20160115_zvezdnyy_chas Оборудование для проведения деловых мероприятий
Оборудование для проведения деловых мероприятий Паливна система середньомагістрального пасажирського літака з двома ТРДД злітною масою 35-40 тонн
Паливна система середньомагістрального пасажирського літака з двома ТРДД злітною масою 35-40 тонн Транспортные и погрузочно-разгрузочные средства
Транспортные и погрузочно-разгрузочные средства 20 лет спустя. Фотоальбом
20 лет спустя. Фотоальбом Снова мы
Снова мы Аппликация с детьми 5-6 лет Ягодка
Аппликация с детьми 5-6 лет Ягодка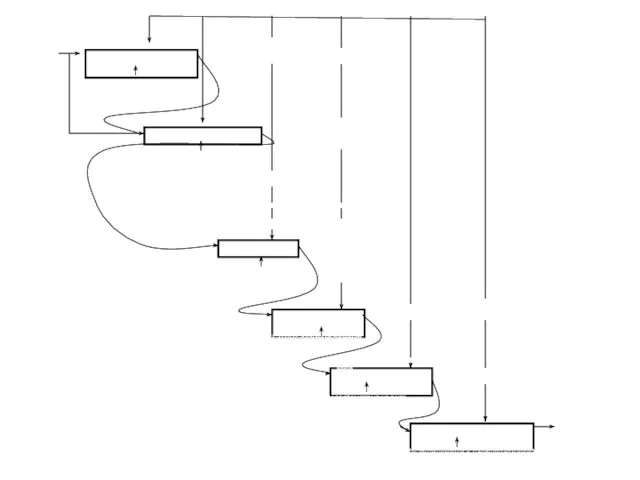 ГОСТ Р ИСО 31000-2010
ГОСТ Р ИСО 31000-2010 Влияние предварительной подсушки топлива на показатели работы котла БКЗ-75-39ФБ
Влияние предварительной подсушки топлива на показатели работы котла БКЗ-75-39ФБ Cat
Cat Умная система учета горячего водоснабжения для ЖКХ с функцией интеллектуального выявления аварийных ситуаций и попыток хищения
Умная система учета горячего водоснабжения для ЖКХ с функцией интеллектуального выявления аварийных ситуаций и попыток хищения Formation of cold characteristics of the thermal input when welding steel with high strength and capacity of 500 ma
Formation of cold characteristics of the thermal input when welding steel with high strength and capacity of 500 ma 20161024_prezentatsiya_uroka
20161024_prezentatsiya_uroka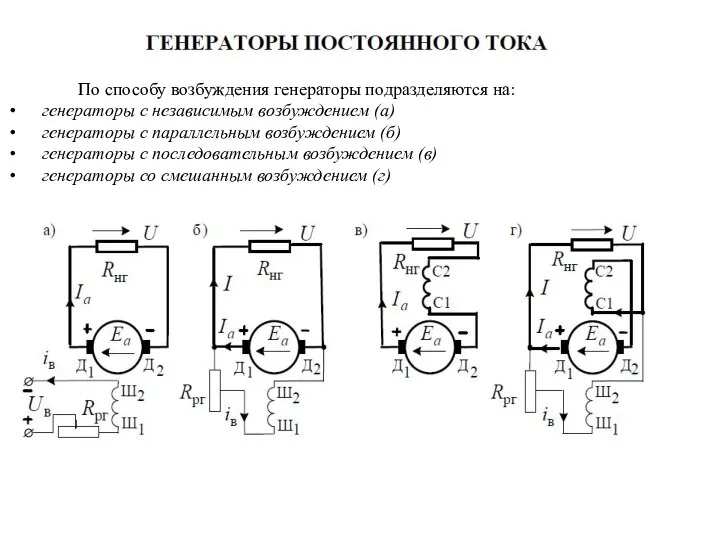 Генераторы постоянного тока
Генераторы постоянного тока пакеты РКО с деловым Максимумом (1)
пакеты РКО с деловым Максимумом (1) С днём рождения, любимая сестра!!!
С днём рождения, любимая сестра!!! Screening verification and validation system of user’s web-interface
Screening verification and validation system of user’s web-interface gonki_zvyozdy Федорова
gonki_zvyozdy Федорова