- Монтаж автолиний

Содержание
- 2. 6.3. Монтаж автолиний Монтаж автоматических линий осуществляется на специальных фундаментах, представляющих общую сварную раму, заливаемую бетоном,
- 3. 6.4. Численность работающих на автолиниях Число операторов принимается по местам обслуживания с учетом норм обслуживания: один
- 4. Предварительный выбор объемно-планировочной схемы здания и план расположения автоматических линий с привязкой к конструктивным строительным элементам
- 5. 6.5. Оценка технико-экономической эффективности проектных решений по автолиниям Оценка технико-экономической эффективности проектных решений по автоматическим линиям
- 6. Фактическая производительность, учитывающая потери и устранение неисправностей как плановые, так и внеплановые, где То + Тв
- 7. Надежность работы автоматической линии оценивается по времени работы линии до отказа Тот по опытным данным, примерно
- 8. Показатели экономического уровня АЛ: Стоимость АЛ. Минимум приведенных затрат на 1000 деталей. Относительные технико-экономические показатели АЛ
- 10. Скачать презентацию

6.3. Монтаж автолиний
Монтаж автоматических линий осуществляется на специальных фундаментах, представляющих общую
6.3. Монтаж автолиний
Монтаж автоматических линий осуществляется на специальных фундаментах, представляющих общую

6.4. Численность работающих на автолиниях
Число операторов принимается по местам обслуживания с
6.4. Численность работающих на автолиниях
Число операторов принимается по местам обслуживания с
Предварительный выбор объемно-планировочной схемы здания и план расположения автоматических линий с
Предварительный выбор объемно-планировочной схемы здания и план расположения автоматических линий с
6.5. Оценка технико-экономической эффективности проектных решений по автолиниям
Оценка технико-экономической эффективности проектных
6.5. Оценка технико-экономической эффективности проектных решений по автолиниям
Оценка технико-экономической эффективности проектных
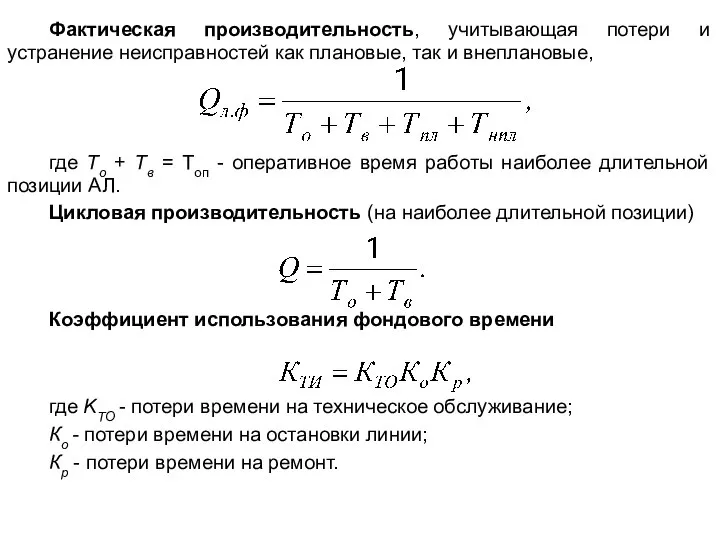
Фактическая производительность, учитывающая потери и устранение неисправностей как плановые, так и
Фактическая производительность, учитывающая потери и устранение неисправностей как плановые, так и
Надежность работы автоматической линии оценивается по времени работы линии до отказа
Надежность работы автоматической линии оценивается по времени работы линии до отказа

Показатели экономического уровня АЛ:
Стоимость АЛ.
Минимум приведенных затрат на 1000 деталей.
Относительные технико-экономические
Показатели экономического уровня АЛ:
Стоимость АЛ.
Минимум приведенных затрат на 1000 деталей.
Относительные технико-экономические
 Отчет партии Единой России
Отчет партии Единой России 20130610_prezentaciya_dzhukich
20130610_prezentaciya_dzhukich Электроснабжение и электрооборудование водонасосной станции
Электроснабжение и электрооборудование водонасосной станции Система цифрового вещания DAB
Система цифрового вещания DAB Содержание и особенности Послания к Колоссянам
Содержание и особенности Послания к Колоссянам коммуникационная стратегия
коммуникационная стратегия 20180724_zadaniya_k_uroku_povtoreniya
20180724_zadaniya_k_uroku_povtoreniya Асинхронный двигатель
Асинхронный двигатель Вклады и кредиты
Вклады и кредиты Создание Валентинки
Создание Валентинки Принципы построения веломаршрутов, г.Казань
Принципы построения веломаршрутов, г.Казань Дисциплина труда и трудовой распорядок. Материальная ответственность. Административная и уголовная
Дисциплина труда и трудовой распорядок. Материальная ответственность. Административная и уголовная Ремонт дома после пожара
Ремонт дома после пожара 20141001_granatovyy_braslet
20141001_granatovyy_braslet Оказание педагогической помощи детям из проблемных семей
Оказание педагогической помощи детям из проблемных семей Всемирный день космонавтики
Всемирный день космонавтики Столярные инструменты. Методическое пособие к уроку столярного дела
Столярные инструменты. Методическое пособие к уроку столярного дела Крещение и миропомазание. Таинства церкви
Крещение и миропомазание. Таинства церкви фото -коллаж
фото -коллаж Влияние титана на триботехнические характеристики сплавов системы Zn-Al
Влияние титана на триботехнические характеристики сплавов системы Zn-Al Породы свиней
Породы свиней Смазочные материалы для обработки металлов резанием
Смазочные материалы для обработки металлов резанием Требования к земельному участку
Требования к земельному участку Выбираем французский
Выбираем французский 20151216_zashchita_naseleniya_ot_avariyno_himicheski_opasnyh_veshchestv
20151216_zashchita_naseleniya_ot_avariyno_himicheski_opasnyh_veshchestv 20140119_illyustratsii_k_stikh_vysotskogo
20140119_illyustratsii_k_stikh_vysotskogo Композиция
Композиция игра Собери фрукты
игра Собери фрукты