- Разработка технологического процесса механической обработки

Содержание
- 2. Цель дипломного проекта: Разработать технологический процесс механической обработки детали «Втулка» Задачи дипломного проекта: * Описание конструкции
- 3. Исходные данные: Чертёж детали
- 4. Химический состав материала Материалом для изготовления детали «Гайка» является БрАЖ9-4 ГОСТ 18175-78
- 5. Заготовка-сортовой прокат круглого сечения
- 6. Токарный станок с ЧПУ CTX 310 ecoline (с возможностью фрезерования)
- 7. Станочные приспособления Патрон трёхкулачковый Патрон цанговый
- 8. Режущий инструмент Сверло центровочное Резец канавочный сверло спиральное Фреза шпоночная Резец расточной Фреза концевая Резец резьбовой
- 9. Средства измерения и контроля Штангенциркуль ШЦЦ-I 0-125 0.01 ГОСТ 166 – 89 Штангенизмеритель фасочный образцы шероховатости
- 10. Подрезать торец как чисто. Центровать и сверлить центральное отверстие диаметром 16мм. Точить диаметр 35f6 на длину
- 11. Точить диаметр 33. Точить зарезьбовую канавку. Расточить внутренний диаметр под резьбу Tr26. Снять фаски. Точить резьбу
- 12. Чертёж режущего инструмента
- 13. Чертёж калибра-скобы для контроля размера 34f6
- 14. Себестоимость изготовления детали 1180,69 р. Оптовая цена 1475,87р.
- 15. Техника безопасности при работе на металлорежущих станках перед началом работы: Одень спецодежду, спецобувь, СИЗ Проверь наличие
- 17. Скачать презентацию

Цель дипломного проекта:
Разработать технологический процесс механической обработки детали «Втулка»
Задачи дипломного
Цель дипломного проекта:
Разработать технологический процесс механической обработки детали «Втулка»
Задачи дипломного

Исходные данные: Чертёж детали
Исходные данные: Чертёж детали

Химический состав материала
Материалом для изготовления детали «Гайка» является БрАЖ9-4 ГОСТ 18175-78
Материалом для изготовления детали «Гайка» является БрАЖ9-4 ГОСТ 18175-78

Заготовка-сортовой
прокат круглого
сечения
Заготовка-сортовой
прокат круглого
сечения

Токарный станок с ЧПУ CTX 310 ecoline (с возможностью фрезерования)
Токарный станок с ЧПУ CTX 310 ecoline (с возможностью фрезерования)

Станочные приспособления
Патрон трёхкулачковый
Патрон цанговый
Станочные приспособления
Патрон трёхкулачковый
Патрон цанговый

Режущий инструмент
Сверло центровочное
Резец канавочный
сверло спиральное
Фреза шпоночная
Резец расточной
Фреза концевая
Резец резьбовой для
Режущий инструмент
Сверло центровочное
Резец канавочный
сверло спиральное
Фреза шпоночная
Резец расточной
Фреза концевая
Резец резьбовой для

Средства измерения и контроля
Штангенциркуль ШЦЦ-I 0-125 0.01 ГОСТ 166 – 89
Штангенизмеритель
Средства измерения и контроля
Штангенциркуль ШЦЦ-I 0-125 0.01 ГОСТ 166 – 89
Штангенизмеритель
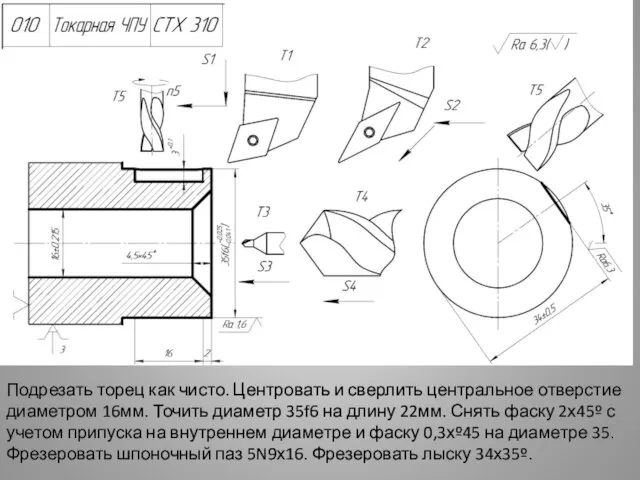
Подрезать торец как чисто. Центровать и сверлить центральное отверстие диаметром 16мм.
Подрезать торец как чисто. Центровать и сверлить центральное отверстие диаметром 16мм.
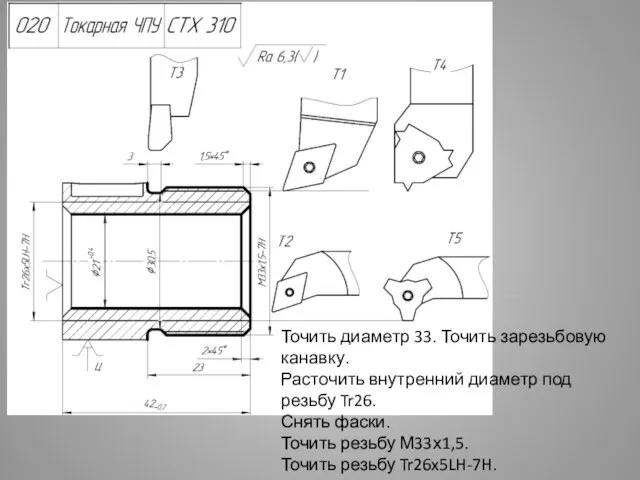
Точить диаметр 33. Точить зарезьбовую канавку.
Расточить внутренний диаметр под резьбу
Точить диаметр 33. Точить зарезьбовую канавку.
Расточить внутренний диаметр под резьбу

Чертёж режущего инструмента
Чертёж режущего инструмента

Чертёж калибра-скобы
для контроля размера 34f6
Чертёж калибра-скобы
для контроля размера 34f6

Себестоимость изготовления
детали 1180,69 р.
Оптовая цена 1475,87р.
Себестоимость изготовления
детали 1180,69 р.
Оптовая цена 1475,87р.
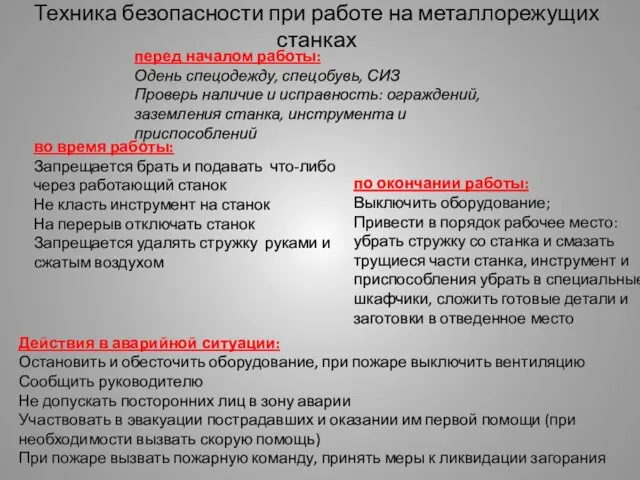
Техника безопасности при работе на металлорежущих станках
перед началом работы:
Одень спецодежду, спецобувь,
Техника безопасности при работе на металлорежущих станках
перед началом работы:
Одень спецодежду, спецобувь,
 20140213_rytsarskiy_turnir_-_prezentatsiya
20140213_rytsarskiy_turnir_-_prezentatsiya Промежуточная аттестация (первое полугодие, декабрь)
Промежуточная аттестация (первое полугодие, декабрь)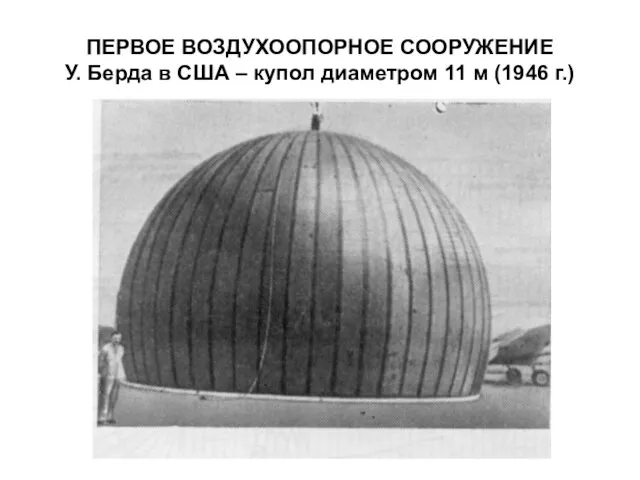 Проектирование, монтаж и эксплуатация воздухоопорных пневматических сооружений
Проектирование, монтаж и эксплуатация воздухоопорных пневматических сооружений 20140209_kopiya_ios_prezentatsiya
20140209_kopiya_ios_prezentatsiya Prezentatsia_TPiGV_01_02_21
Prezentatsia_TPiGV_01_02_21 Управління угрупованням сил і засобів оборони міста Київ в ході підготовки та ведення оборонної операції
Управління угрупованням сил і засобів оборони міста Київ в ході підготовки та ведення оборонної операції Виды складов материальных ценностей
Виды складов материальных ценностей Воздушный шар
Воздушный шар Глубинные исследования скважин при установившихся режимах работы. Проведение гидропрослушивания скважины
Глубинные исследования скважин при установившихся режимах работы. Проведение гидропрослушивания скважины Народный костюм Вологодской области
Народный костюм Вологодской области Problems of modern youth
Problems of modern youth Инженерные изыскания. Основные положения и термины
Инженерные изыскания. Основные положения и термины Рождество Христово
Рождество Христово 20161026_isk-vo_samovospitaniya
20161026_isk-vo_samovospitaniya Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк
Специальное предложение по автострахованию в Москве и МО для сотрудников ОАО “ МАБ Темпбанк родительское собрание
родительское собрание simple-present-negative-sentences-grammar-drills
simple-present-negative-sentences-grammar-drills 기초 전자공학 실험 실험 36. 미분 적분기
기초 전자공학 실험 실험 36. 미분 적분기 Радуга талантов
Радуга талантов Общие принципы проектирование станков
Общие принципы проектирование станков Скорочтение
Скорочтение Новый подход к эксплуатации общественных зданий
Новый подход к эксплуатации общественных зданий Электрические аппараты. Нагрев электрических аппаратов
Электрические аппараты. Нагрев электрических аппаратов Что значит Христос
Что значит Христос Село Макарий
Село Макарий 1
1 Достопримечательности моего города (Юрга)
Достопримечательности моего города (Юрга) Сыновство в Боге приходит через рабство ему
Сыновство в Боге приходит через рабство ему