- Реакторные стали

Содержание
- 2. Диаграмма состояния железо-углерод ЧТО ТАКОЕ СТАЛЬ?
- 3. ЧТО ТАКОЕ СТАЛЬ? Изменение свободных энергий Гиббса α- и γ-модификаций железа при изменениях температуры В отличие
- 4. КЛАССИФИКАЦИИ КОНСТРУКЦИОННЫХ СТАЛЕЙ По равновесной структуре: доэвтектоидные (в структуре избыточный феррит), эвтектоидные (в структуре перлит), заэвтектоидные
- 5. СХЕМА КЛАССИФИКАЦИИ СТАЛЕЙ ДЛЯ АТОМНОЙ ТЕХНИКИ
- 6. ЛЕГИРОВАННЫЕ КОНСТРУКЦИОННЫЕ СТАЛИ Какого класса и химического состава зарубежные стали ss316, ss304, ss304L, HT-9, Еn-58Е, 1.4988
- 7. ТЕМПЕРАТУРА ПЛАВЛЕНИЯ НЕКОТОРЫХ УПРОЧНЯЮЩИХ ФАЗ, ВСТРЕЧАЮЩИХСЯ В КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ Упрочняющие фазы в сталях: 1) карбиды Fe3C;
- 8. ПРЕДЕЛ ПРОЧНОСТИ РАЗЛИЧНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ 1 − простые конструкционные стали (углеродистые улучшаемые, слаболегированные
- 9. СТРУКТУРА СТАЛИ Легирующие элементы можно разделить на две категории в соответствии с двойными диаграммами состояния «железо-легирующий
- 10. СТРУКТУРА СТАЛИ Влияние легирующих элементов на размеры γ- и α-областей в сплавах железа Диаграмма состояния системы
- 11. ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ К СТАЛЯМ И СПЛАВАМ Отжиг I рода: а) Гомогенизационный (диффузионный), 1100−1200 °С10−24
- 12. ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ К СТАЛЯМ И СПЛАВАМ Отжиг 2-го рода доэвтектоидной стали: 1 − полный;
- 13. СТАРЕНИЕ Старение − один из основных способов повышения прочности и жаропрочности дисперсионно-упрочняемых сплавов. При старении различают
- 14. ПЕРЛИТНЫЕ СТАЛИ Перлитные стали 1 − простые конструкционные стали (углеродистые улучшаемые, слаболегированные Cr-Ni-стали); 2 − сравнительно
- 15. ПЕРЛИТНЫЕ СТАЛИ Хром повышает сопротивление окислению (коррозии); улучшает прокаливаемости; обеспечивает высокий отпуск (Т > 650 °С)
- 16. ЭВОЛЮЦИЯ ХИМИЧЕСКОГО СОСТАВА КОРПУСНЫХ СТАЛЕЙ
- 17. ТЕРМИЧЕСКАЯ ОБРАБОТКА ПЕРЛИТНЫХ СТАЛЕЙ Влияние температуры отпуска на механические свойства (а) и температуру хрупко-вязкого перехода (б)
- 18. ПРИМЕНЕНИЕ ПЕРЛИТНЫХ СТАЛЕЙ В АТОМНОЙ ТЕХНИКЕ
- 19. ВЗАИМОДЕЙСТВИЕ ПЕРЛИТНЫХ РЕАКТОРНЫХ СТАЛЕЙ С ВОДОРОДОМ Источники водорода в реакторах: радиолиз воды; окисление циркония; добавки водорода
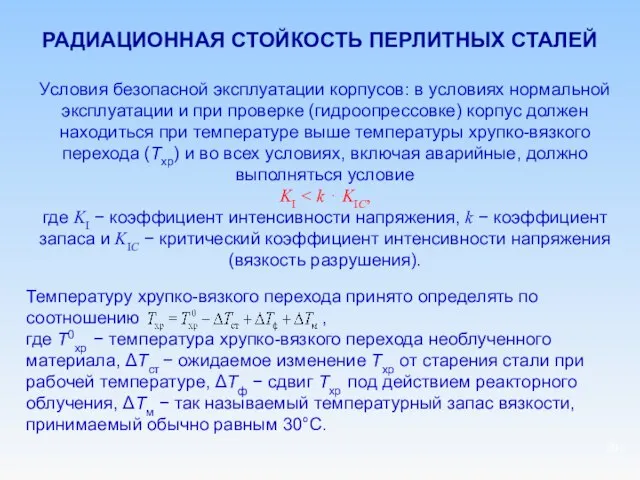
- 20. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Температуру хрупко-вязкого перехода принято определять по соотношению , где Т0хр − температура
- 21. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Применительно к корпусам ВВЭР, выполненных из перлитной стали, проектный ресурс по флюенсу
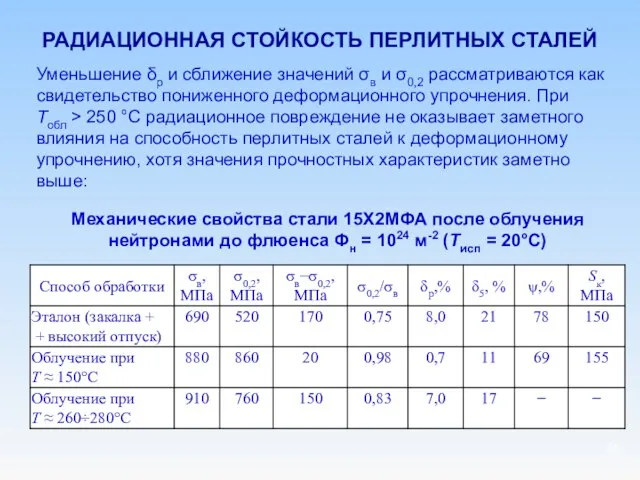
- 22. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Уменьшение δр и сближение значений σв и σ0,2 рассматриваются как свидетельство пониженного
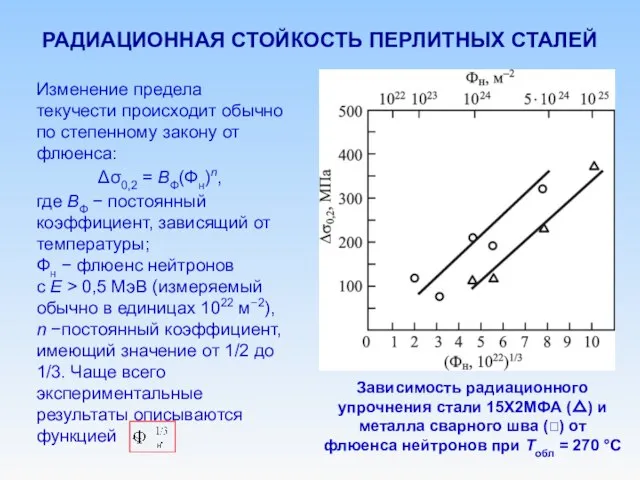
- 23. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Изменение предела текучести происходит обычно по степенному закону от флюенса: Δσ0,2 =
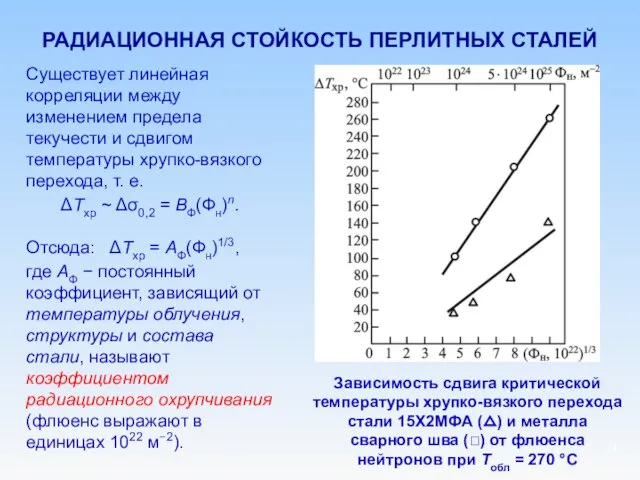
- 24. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Существует линейная корреляции между изменением предела текучести и сдвигом температуры хрупко-вязкого перехода,
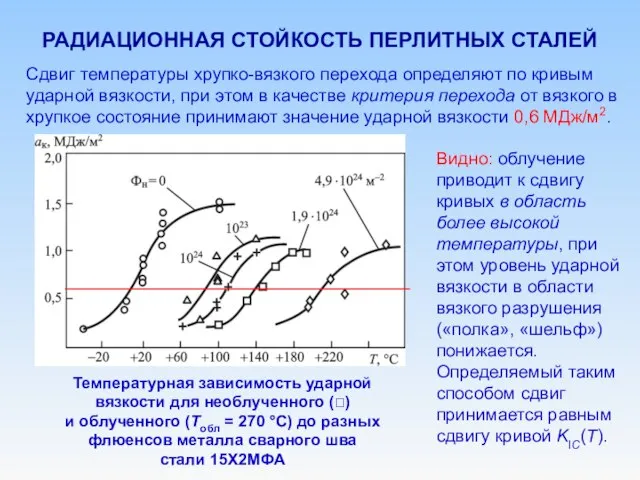
- 25. РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ Сдвиг температуры хрупко-вязкого перехода определяют по кривым ударной вязкости, при этом в
- 26. ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Упрочнение сталей ферритно-перлитного класса под облучением, а
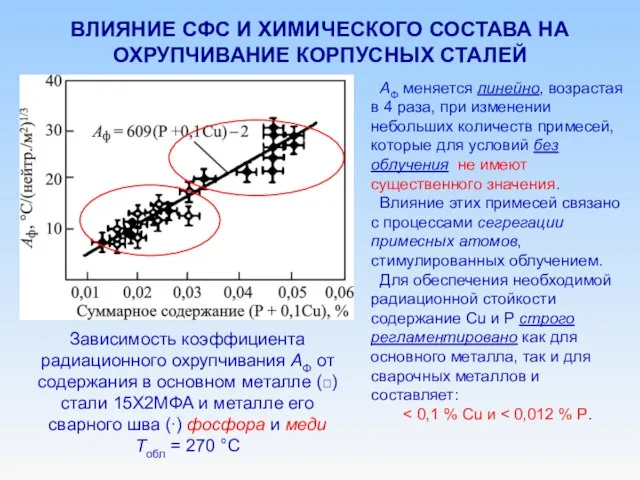
- 27. ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Зависимость коэффициента радиационного охрупчивания АФ от содержания
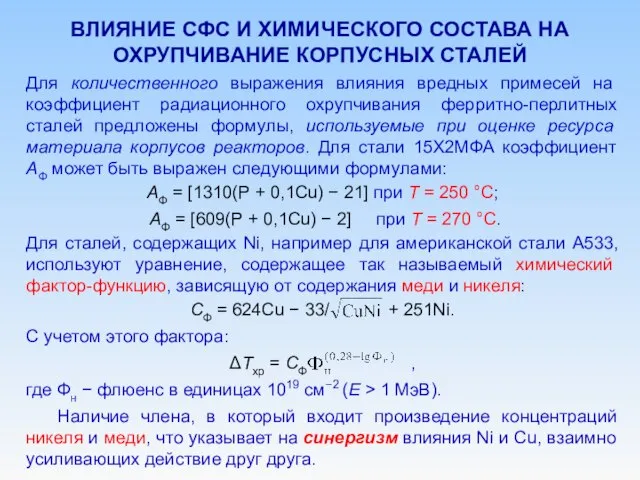
- 28. ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Для количественного выражения влияния вредных примесей на
- 29. ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Влияние флюенса на сдвиг Тхр американской стали
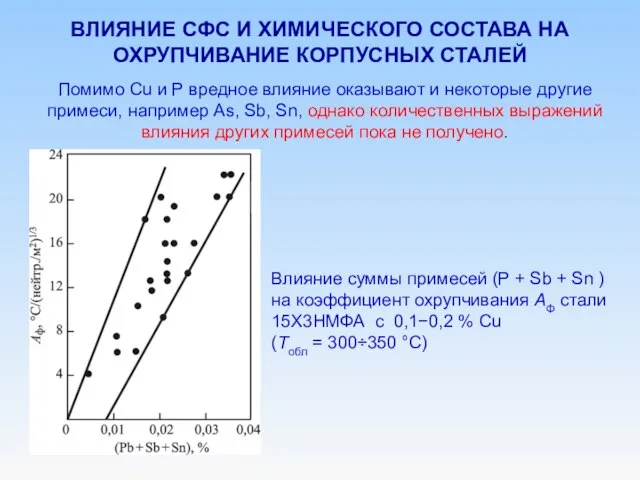
- 30. ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Влияние суммы примесей (Р + Sb +
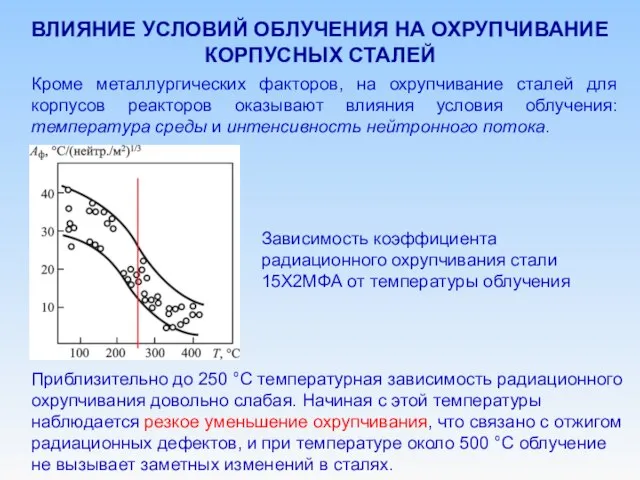
- 31. ВЛИЯНИЕ УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Зависимость коэффициента радиационного охрупчивания стали 15Х2МФА от температуры облучения
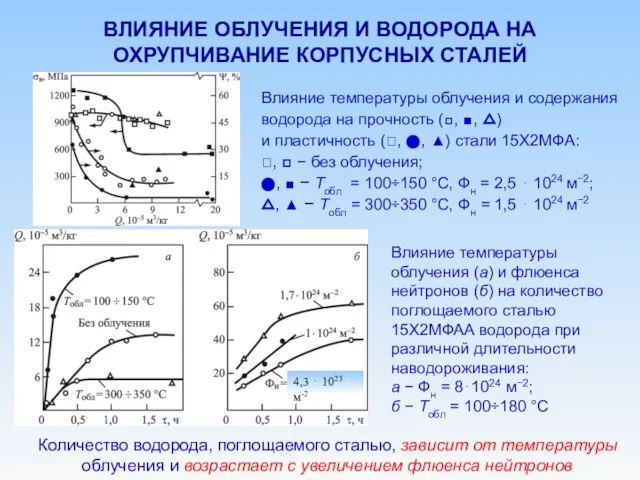
- 32. ВЛИЯНИЕ ОБЛУЧЕНИЯ И ВОДОРОДА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Влияние температуры облучения и содержания водорода на прочность
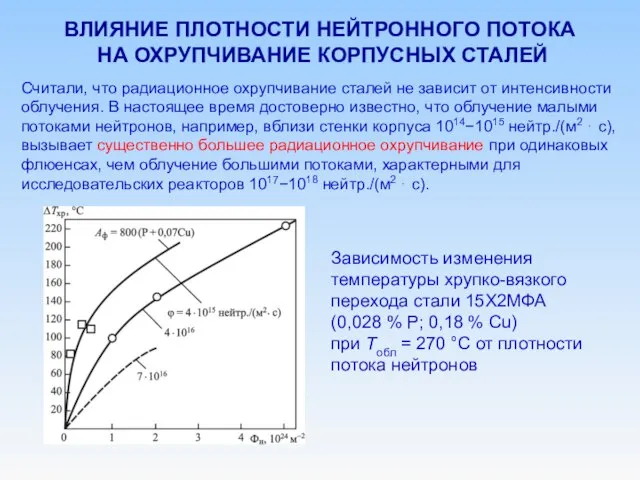
- 33. ВЛИЯНИЕ ПЛОТНОСТИ НЕЙТРОННОГО ПОТОКА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Считали, что радиационное охрупчивание сталей не зависит от
- 34. ВЛИЯНИЕ СФС, ХИМИЧЕСКОГО СОСТАВА, ВОДРОДА И УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ Рассмотренные выше результаты действия
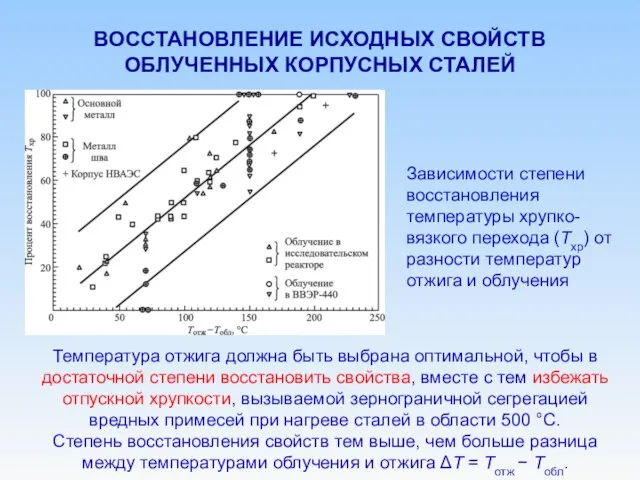
- 35. ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ Зависимости степени восстановления температуры хрупко-вязкого перехода (Тхр) от разности температур
- 36. ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ Зависимость остаточного охрупчивания корпусной стали от содержания фосфора в металле
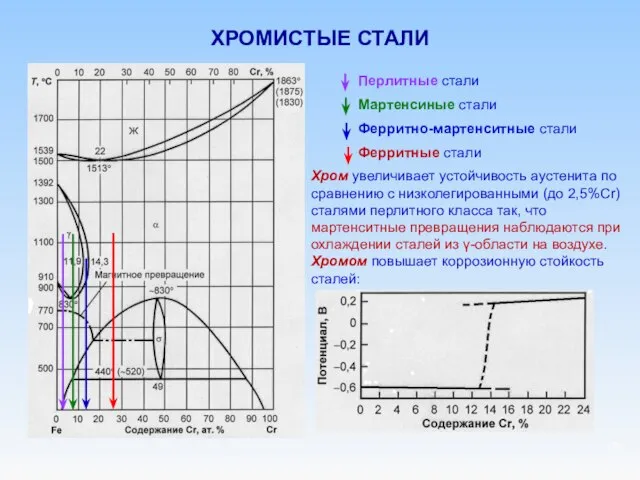
- 37. ХРОМИСТЫЕ СТАЛИ Перлитные стали Мартенсиные стали Ферритно-мартенситные стали Ферритные стали Хром увеличивает устойчивость аустенита по сравнению
- 38. ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В ХРОМИСТОЙ СТАЛИ Система Fe−С−Сr и положение в ней промышленных хромистых коррозионно-стойких сталей Углерод
- 39. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ТВЕРДОСТЬ, УДАРНУЮ ВЯЗКОСТЬ И ТЕМПЕРАТУРУ ХРУПКО-ВЯЗКОГО ПЕРЕХОДА ФЕРРИТА Тугоплавкие карбидообразующие элементы (V,
- 40. ХРОМИСТЫЕ СТАЛИ МАРТЕНСИТНОГО КЛАССА Группы хромистых сталей мартенситного класса Хромистые мартенситные стали склонны к хрупкому разрушению:
- 41. Химический состав некоторых отечественных коррозионно-стойких хромистых сталей мартенситного и ферритно-мартенситно класса, применяемых и предполагаемых для использования
- 42. ХИМИЧЕСКИЙ СОСТАВ И МИКРОСТРУКТУРА НЕКОТОРЫХ ХРОМИСТЫХ ЗАРУБЕЖНЫХ СТАЛЕЙ Отечественные стали содержат в основном 12−13% Cr, а
- 43. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СОПРОТИВЛЕНИЕ ПОЛЗУЧЕСТИ 12 %-НОЙ ХРОМИСТОЙ СТАЛИ ТО: аустенизация 1250 °С + отпуск
- 44. ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ ХРОМИСТЫХ СТАЛЕЙ Длительная прочность 12 %-ных хромистых сталей при 600 °С Предел длительной прочности
- 45. УПРОЧНЕНИЕ ХРОМИСТЫХ СТАЛЕЙ ТИПА Х13 Основное упрочнение сложнолегированных сталей типа X13 создается за счет твердого раствора,
- 46. ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА МЕХАНИЧЕСКИЕ СВОЙСТВА Влияние температуры отпуска на механические свойства стали 12Х13МФ (исходное состояние
- 47. ОСОБЕННОСТЬ СТАРЕНИЯ ХРОМИСТЫХ СТАЛЕЙ При отпуске закаленный мартенсит (М) распадается с выделением различных карбидов в зависимости
- 48. МИКРОСТРУКТУРА РЕАКТОРНОЙ СТАЛИ 1Х13М2БФР а) после штатной обработки (закалка от 1050 °С + отпуск 720 °С,
- 49. ХИМИЧЕСКИЙ СОСТАВ ДИСПЕРСНО-УПРОЧНЯЕМЫХ ЖАРОПРОЧНЫХ ХРОМИСТЫХ СТАЛЕЙ * Евросоюз.
- 50. МЕХАНИЧЕСКИЕ СВОЙСТВА ХРОМИСТОЙ СТАЛЕЙ EUROFER-97 И EUROFER-97-ODS
- 51. ПОЛЗУЧЕСТЬ ДУО ХРОМИСТЫХ СТАЛЕЙ Эффект вольфрама в деформации ползучести стали RAFM (9Cr–0,08C–1W(2W)–0,22V–0,06Ta) Зависимость напряжения от параметра
- 52. ФЕРРИТНО-МАРТЕНСИТНЫЕ ДУО СТАЛИ, ПОЛУЧЕННЫЕ ВО ВНИИНМ ИМ. А.А. БОЧВАРА Нанооксиды в ДУО стали ЭП450 Термическая ползучесть
- 53. КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМИСТЫХ СТАЛЕЙ С увеличением содержания Cr характер коррозионного поведения хромистых сталей изменяется в последовательности:
- 54. КОРРОЗИЯ ХРОМИСТЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ Натрий. Стали с 12−13 % Cr при 600 °С обладают
- 55. СОВМЕСТИМОСТЬ ХРОМИСТЫХ СТАЛЕЙ С ЯДЕРНЫМ ТОПЛИВОМ Изучение совместимости топлива и сталей проводили в заполненных свинцом сборках
- 56. ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРИТНО-МАРТЕНСИТНЫХ СТАЛЕЙ ПОД ОБЛУЧЕНИЕМ Хромистые ферритно-мартенситные стали хорошо зарекомендовали себя при рабочих температурах
- 57. РАДИАЦИОННАЯ СТОЙКОСТЬЕ ХРОМИСТЫХ СТАЛЕЙ Весьма высокая стойкость хромистых сталей против распухания: распухание сталей Х9, Х12, Х15,
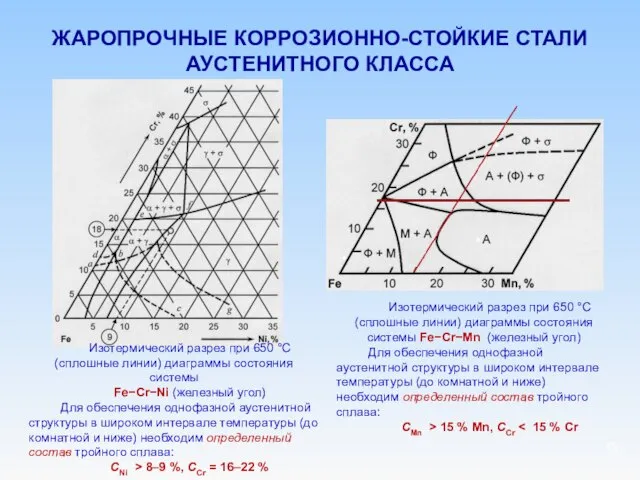
- 58. ЖАРОПРОЧНЫЕ КОРРОЗИОННО-СТОЙКИЕ СТАЛИ АУСТЕНИТНОГО КЛАССА Изотермический разрез при 650 °С (сплошные линии) диаграммы состояния системы Fe−Сr−Ni
- 59. АУСТЕНИТНЫЕ СТАЛИ Гомогенные (γ + первичные МС) Гетерогенные С крарбидным упрочнением (γ + первичные МС +
- 60. РАЗВИТИЕ РЕАКТОРНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА В активной зоне рекаторов на быстрых нейтронах испытано несколько поколений
- 61. ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА, %
- 62. ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА, %
- 63. ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА, %
- 64. ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ Молибден и вольфрам − основные легирующие элементы, повышают
- 65. ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ Влияние содержания легирующих элементов на упрочнение аустенита: 1
- 66. ТВЕРДОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ С КАРБИДНЫМ УПРОЧНЕНИЕМ Зависимость твердости аустенитных сталей с карбидным упрочнением от температуры старения
- 67. ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ С КАРБИДНЫМ УПРОЧНЕНИИ Время до разрушения τ хромоникелевой стали (16 % Сr +
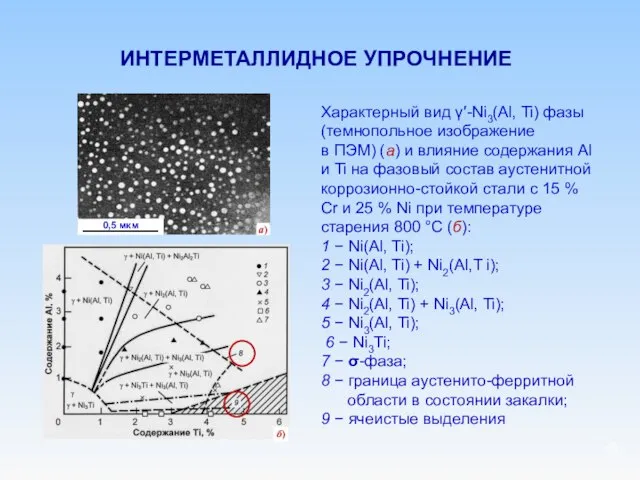
- 68. ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ Характерный вид γ′-Ni3(Al, Ti) фазы (темнопольное изображение в ПЭМ) (а) и влияние содержания Аl
- 69. ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ В жаропрочных сталях аустенитного класса, легированных Mo, W, Nb (стали 0Х16Н15МЗБ, 1Х14Н20В2БР и др.),
- 70. ДИАГРАММА СТРУКТУРНЫХ ПРЕВРАЩЕНИЙ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР АБ − начало появления сегрегатов; ВГ − начало обособления γ′-фазы
- 71. МИКРОСТРУКТУРА ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР Старение при 750 °С, 5000 ч: сферические выделения γ′-фазы в зерне и
- 72. ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ Количество интерметаллидных фаз (a) и изменение твердости (б) в стали X12Н20Т3ЮР в зависимости от
- 73. ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИИ Длительная прочность при 750 °С стали типа 08X15Н25В5, дополнительно легированной
- 74. СТРУКТУРА И ФАЗЫ В РЕАКТОРНОЙ СТАЛИ 09Х16Н15МЗБ Структура стали 09Х16Н15МЗБ после старения при 700 °С, 2000
- 75. ХАРАКТЕРИСТИКА ФАЗ В СТАЛИ 09Х16Н15М3Б
- 76. ВЫСОКОТЕМПЕРАТУРНЫЕ СВОЙСТВА РЕАКТОРНЫХ АУСТЕНИТНЫХ СТАЛЕЙСТАЛЕЙ Тр = 600 °С. Среди отечественных аустенитных сталей наивысшие прочностные свойства
- 77. КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ВОДЕ И ПАРЕ Виды коррозионного повреждения: Общая коррозия аустенитных сталей в
- 78. МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (МКК) Сущность МКК: выдержка сталей при Т = 450÷850 °С приводит к выпадению по
- 79. МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (СХЕМА)
- 80. СПОСОБЫ БОРЬБЫ С МКК Схема межкристаллитного расположения карбидов в стали, склонной (450−650 °С) (а) и не
- 81. СПОСОБЫ БОРЬБЫ С МКК: СТАБИЛИЗИРУЮЩИЙ ОТЖИГ Температурно-кинетические кривые, характеризующие склонность коррозионно-стойких сталей 0Х23Н28М3ДЗТ (а) и Х18Н10Т
- 82. ФАКТОРЫ, ВЛИЯЮЩИЕ НА МКК Состав среды. Растягивающие напряжения, по значению близкие к пределу текучести стали или
- 83. КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ (КРН) КРН возникает при одновременном действии растягивающих напряжений и корродирующей среды. Аустенитные
- 84. СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ ТРЕЩИНЫ ПРИ КРН АУСТЕНИТНОЙ СТАЛИ К − катод; А − анод (стенки недеформируемого металла);
- 85. КРН: РОЛЬ СТРУКТУРНЫХ ФАКТОРОВ Компланарное расположение дислокаций в аустенитной стали (а) и ячеистое расположение в никелевом
- 86. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА СТАЛИ НА КРН Влияние содержания Ni в стали с 17−18% Сr на склонность
- 87. ДРУГИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КРН КРН начинается лишь при наличии растягивающих внешних или внутренних напряжений. По
- 88. КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ Натрий и эвтектика натрий-калий. Коррозия аустенитной стали в натриевом
- 89. РАСТВОРИМОСТЬ МЕТАЛЛОВ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ Установлено, что коррозионная стойкость аустенитных сталей в Na зависит главным образом
- 90. КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ Литий. В Li скорость коррозии значительна, не рекомендуется сочетать
- 91. КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙЦ ПРИ ВЗАИМОДЕЙСТВИИ С ПРОДУКТАМИ ДЕЛЕНИЯ (ПД) ЯДЕРНОГО ТОПЛИВА Наибольшие повреждения оболочке наносят
- 92. РАДИАЦИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ Аустенитные коррозионно-стойкие стали, применяемые в активной тоне ЯЭУ, а также предполагаемые в
- 93. ПОСЛЕРАДИАЦИОННАЯ ВЫСОКОТЕМПЕРАТУРНАЯ ОХРУПЧИВАЕМОСТЬ СПЛАВОВ СИСТЕМЫ Fe−Cr−Ni
- 94. РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ При больших флюенсах быстрых нейтронов наблюдается радиационное распухание хромоникелевых сталей. Распухание существенно
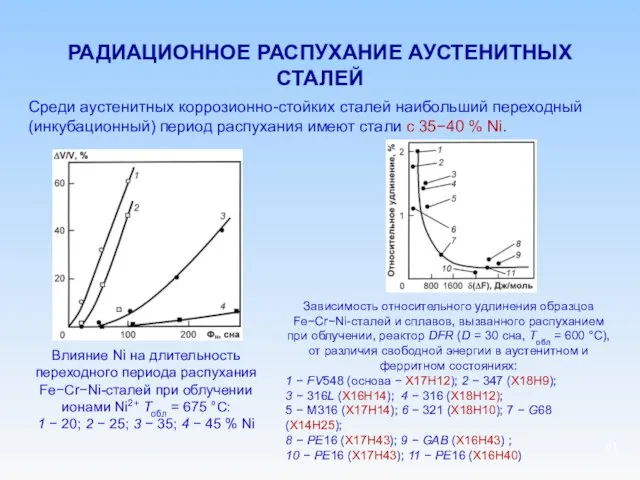
- 95. РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ Среди аустенитных коррозионно-стойких сталей наибольший переходный (инкубационный) период распухания имеют стали с
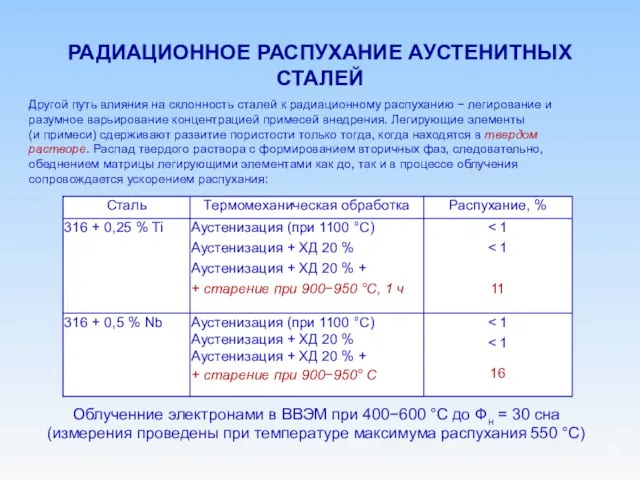
- 96. РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ Другой путь влияния на склонность сталей к радиационному распуханию − легирование и
- 97. РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ Сопротивляемость радиационному распуханию отечественных (△) и зарубежных (⬤) аустенитных хромоникелевых сталей и
- 99. Скачать презентацию
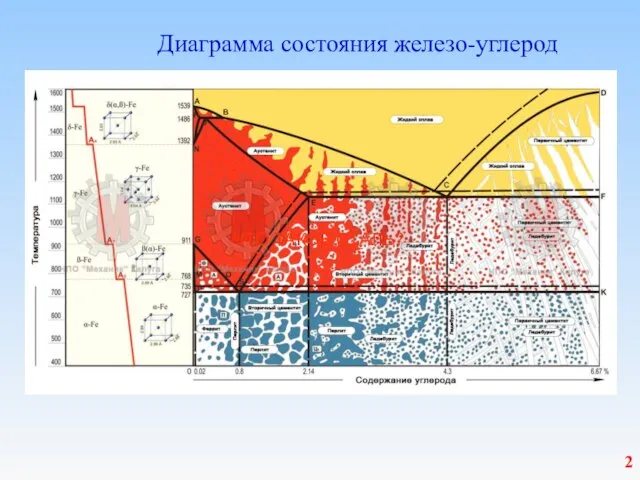
Диаграмма состояния железо-углерод
ЧТО ТАКОЕ СТАЛЬ?
Диаграмма состояния железо-углерод
ЧТО ТАКОЕ СТАЛЬ?
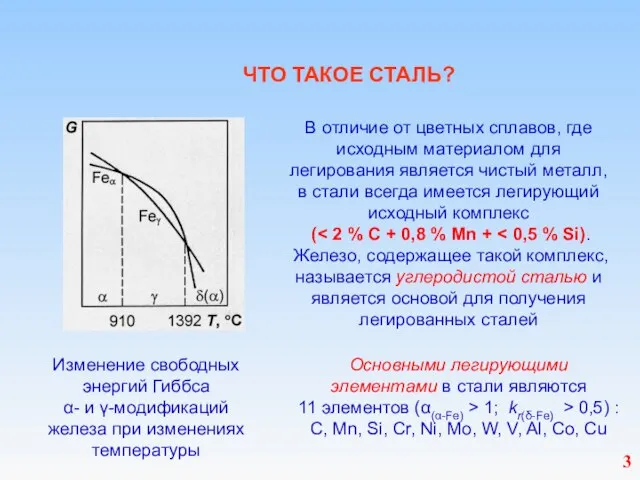
ЧТО ТАКОЕ СТАЛЬ?
Изменение свободных энергий Гиббса
α- и γ-модификаций железа при
ЧТО ТАКОЕ СТАЛЬ?
Изменение свободных энергий Гиббса
α- и γ-модификаций железа при
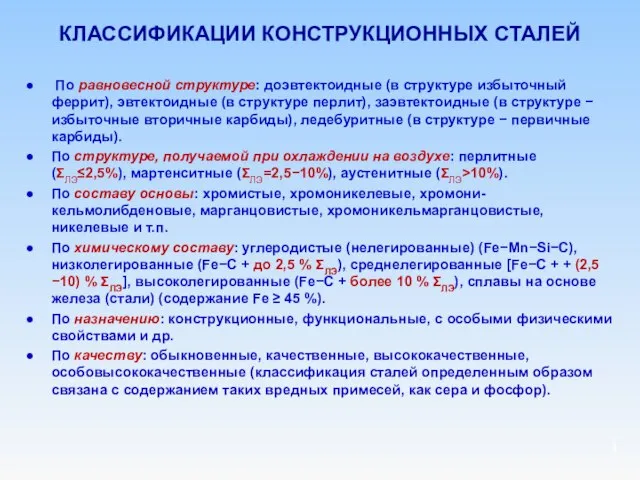
КЛАССИФИКАЦИИ КОНСТРУКЦИОННЫХ СТАЛЕЙ
По равновесной структуре: доэвтектоидные (в структуре избыточный феррит),
КЛАССИФИКАЦИИ КОНСТРУКЦИОННЫХ СТАЛЕЙ
По равновесной структуре: доэвтектоидные (в структуре избыточный феррит),
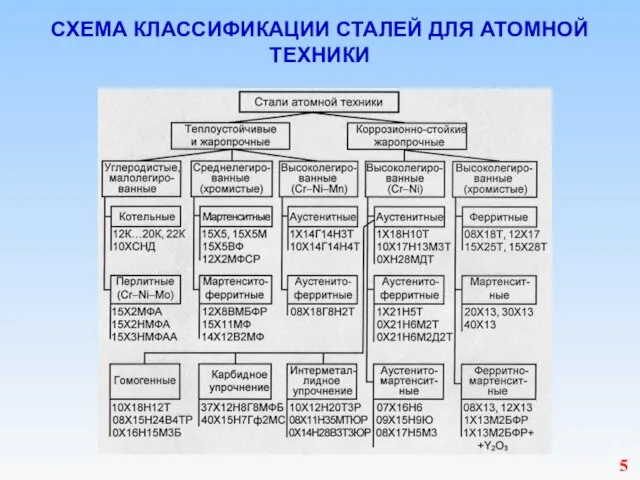
СХЕМА КЛАССИФИКАЦИИ СТАЛЕЙ ДЛЯ АТОМНОЙ ТЕХНИКИ
СХЕМА КЛАССИФИКАЦИИ СТАЛЕЙ ДЛЯ АТОМНОЙ ТЕХНИКИ

ЛЕГИРОВАННЫЕ КОНСТРУКЦИОННЫЕ СТАЛИ
Какого класса и химического состава зарубежные стали
ss316,
ЛЕГИРОВАННЫЕ КОНСТРУКЦИОННЫЕ СТАЛИ
Какого класса и химического состава зарубежные стали
ss316,
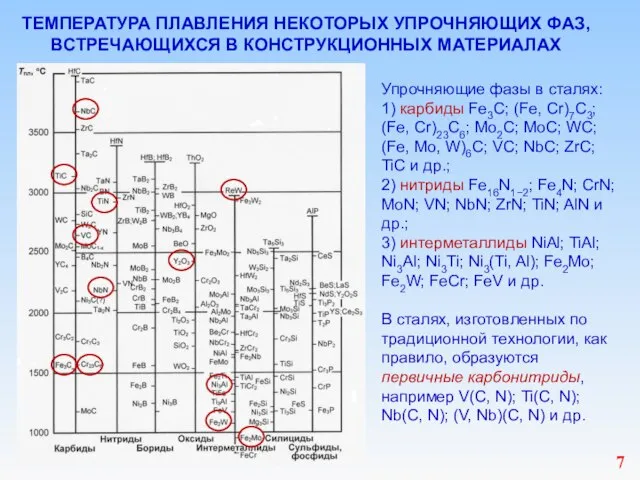
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ НЕКОТОРЫХ УПРОЧНЯЮЩИХ ФАЗ, ВСТРЕЧАЮЩИХСЯ В КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ
Упрочняющие фазы в
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ НЕКОТОРЫХ УПРОЧНЯЮЩИХ ФАЗ, ВСТРЕЧАЮЩИХСЯ В КОНСТРУКЦИОННЫХ МАТЕРИАЛАХ
Упрочняющие фазы в

ПРЕДЕЛ ПРОЧНОСТИ РАЗЛИЧНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
1 − простые конструкционные
ПРЕДЕЛ ПРОЧНОСТИ РАЗЛИЧНЫХ МАТЕРИАЛОВ В ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ
1 − простые конструкционные
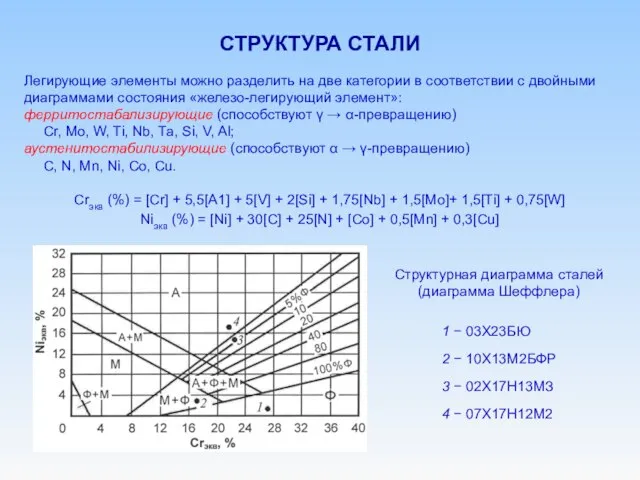
СТРУКТУРА СТАЛИ
Легирующие элементы можно разделить на две категории в соответствии с
СТРУКТУРА СТАЛИ
Легирующие элементы можно разделить на две категории в соответствии с

СТРУКТУРА СТАЛИ
Влияние легирующих элементов на размеры γ- и α-областей в сплавах
СТРУКТУРА СТАЛИ
Влияние легирующих элементов на размеры γ- и α-областей в сплавах

ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ К СТАЛЯМ И СПЛАВАМ
Отжиг I рода: а)
ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ К СТАЛЯМ И СПЛАВАМ
Отжиг I рода: а)
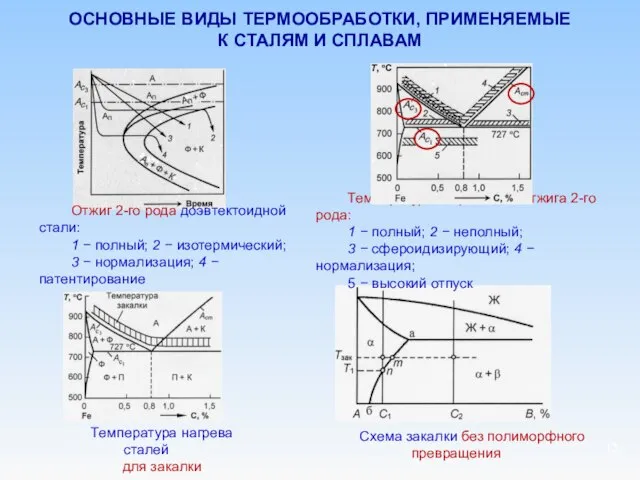
ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ
К СТАЛЯМ И СПЛАВАМ
Отжиг 2-го рода доэвтектоидной
ОСНОВНЫЕ ВИДЫ ТЕРМООБРАБОТКИ, ПРИМЕНЯЕМЫЕ
К СТАЛЯМ И СПЛАВАМ
Отжиг 2-го рода доэвтектоидной
СТАРЕНИЕ
Старение − один из основных способов повышения прочности и жаропрочности дисперсионно-упрочняемых
СТАРЕНИЕ
Старение − один из основных способов повышения прочности и жаропрочности дисперсионно-упрочняемых
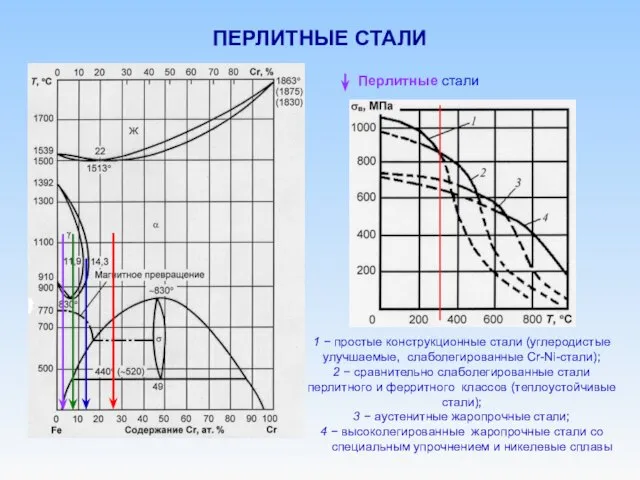
ПЕРЛИТНЫЕ СТАЛИ
Перлитные стали
1 − простые конструкционные стали (углеродистые улучшаемые, слаболегированные Cr-Ni-стали);
ПЕРЛИТНЫЕ СТАЛИ
Перлитные стали
1 − простые конструкционные стали (углеродистые улучшаемые, слаболегированные Cr-Ni-стали);
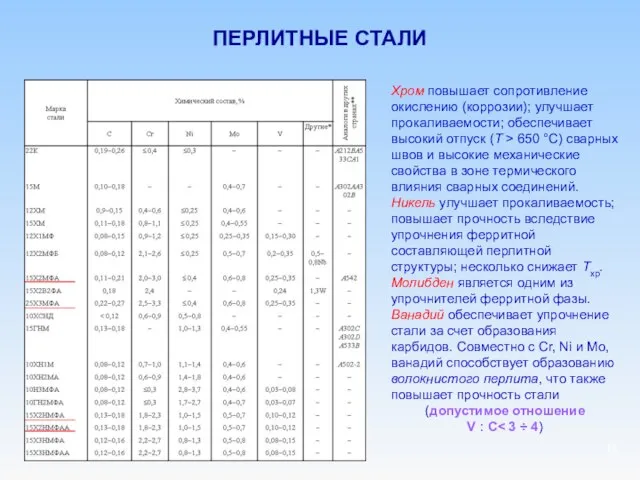
ПЕРЛИТНЫЕ СТАЛИ
Хром повышает сопротивление окислению (коррозии); улучшает прокаливаемости; обеспечивает высокий отпуск
ПЕРЛИТНЫЕ СТАЛИ
Хром повышает сопротивление окислению (коррозии); улучшает прокаливаемости; обеспечивает высокий отпуск

ЭВОЛЮЦИЯ ХИМИЧЕСКОГО СОСТАВА
КОРПУСНЫХ СТАЛЕЙ
ЭВОЛЮЦИЯ ХИМИЧЕСКОГО СОСТАВА
КОРПУСНЫХ СТАЛЕЙ
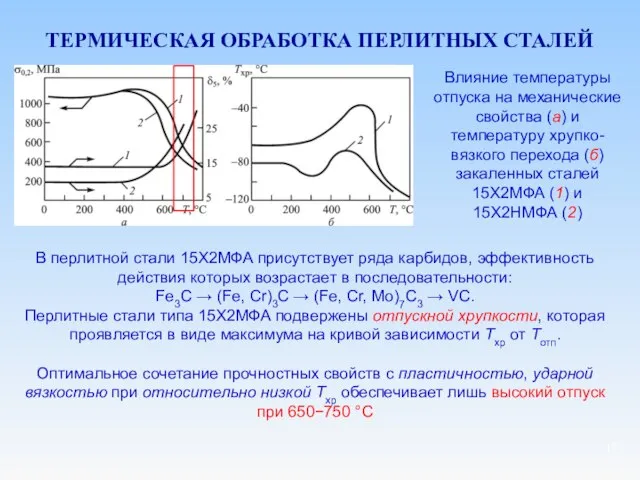
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПЕРЛИТНЫХ СТАЛЕЙ
Влияние температуры отпуска на механические свойства (а) и
ТЕРМИЧЕСКАЯ ОБРАБОТКА ПЕРЛИТНЫХ СТАЛЕЙ
Влияние температуры отпуска на механические свойства (а) и

ПРИМЕНЕНИЕ ПЕРЛИТНЫХ СТАЛЕЙ
В АТОМНОЙ ТЕХНИКЕ
ПРИМЕНЕНИЕ ПЕРЛИТНЫХ СТАЛЕЙ
В АТОМНОЙ ТЕХНИКЕ
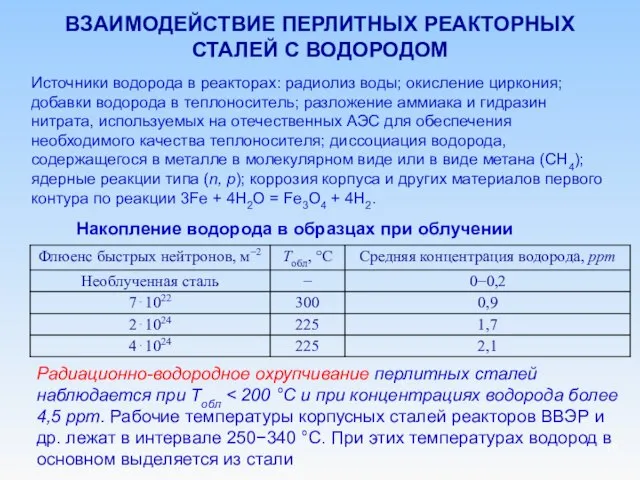
ВЗАИМОДЕЙСТВИЕ ПЕРЛИТНЫХ РЕАКТОРНЫХ СТАЛЕЙ С ВОДОРОДОМ
Источники водорода в реакторах: радиолиз воды;
ВЗАИМОДЕЙСТВИЕ ПЕРЛИТНЫХ РЕАКТОРНЫХ СТАЛЕЙ С ВОДОРОДОМ
Источники водорода в реакторах: радиолиз воды;
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Температуру хрупко-вязкого перехода принято определять по соотношению ,
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Температуру хрупко-вязкого перехода принято определять по соотношению ,
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Применительно к корпусам ВВЭР, выполненных из перлитной стали,
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Применительно к корпусам ВВЭР, выполненных из перлитной стали,
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Уменьшение δр и сближение значений σв и σ0,2
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Уменьшение δр и сближение значений σв и σ0,2
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Изменение предела текучести происходит обычно по степенному закону
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Изменение предела текучести происходит обычно по степенному закону
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Существует линейная корреляции между изменением предела текучести и
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Существует линейная корреляции между изменением предела текучести и
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Сдвиг температуры хрупко-вязкого перехода определяют по кривым ударной
РАДИАЦИОННАЯ СТОЙКОСТЬ ПЕРЛИТНЫХ СТАЛЕЙ
Сдвиг температуры хрупко-вязкого перехода определяют по кривым ударной
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Упрочнение сталей ферритно-перлитного
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Упрочнение сталей ферритно-перлитного
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Зависимость коэффициента радиационного
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Зависимость коэффициента радиационного
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Для количественного выражения
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Для количественного выражения

ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние флюенса на
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние флюенса на
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние суммы примесей
ВЛИЯНИЕ СФС И ХИМИЧЕСКОГО СОСТАВА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние суммы примесей
ВЛИЯНИЕ УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Зависимость коэффициента радиационного охрупчивания стали
ВЛИЯНИЕ УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Зависимость коэффициента радиационного охрупчивания стали
ВЛИЯНИЕ ОБЛУЧЕНИЯ И ВОДОРОДА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние температуры облучения и
ВЛИЯНИЕ ОБЛУЧЕНИЯ И ВОДОРОДА НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Влияние температуры облучения и
ВЛИЯНИЕ ПЛОТНОСТИ НЕЙТРОННОГО ПОТОКА
НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Считали, что радиационное охрупчивание
ВЛИЯНИЕ ПЛОТНОСТИ НЕЙТРОННОГО ПОТОКА
НА ОХРУПЧИВАНИЕ КОРПУСНЫХ СТАЛЕЙ
Считали, что радиационное охрупчивание
ВЛИЯНИЕ СФС, ХИМИЧЕСКОГО СОСТАВА, ВОДРОДА И УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ
ВЛИЯНИЕ СФС, ХИМИЧЕСКОГО СОСТАВА, ВОДРОДА И УСЛОВИЙ ОБЛУЧЕНИЯ НА ОХРУПЧИВАНИЕ КОРПУСНЫХ
ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ
Зависимости степени восстановления температуры хрупко-вязкого перехода
ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ
Зависимости степени восстановления температуры хрупко-вязкого перехода

ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ
Зависимость остаточного охрупчивания корпусной стали
от
ВОССТАНОВЛЕНИЕ ИСХОДНЫХ СВОЙСТВ ОБЛУЧЕННЫХ КОРПУСНЫХ СТАЛЕЙ
Зависимость остаточного охрупчивания корпусной стали
от
ХРОМИСТЫЕ СТАЛИ
Перлитные стали
Мартенсиные стали
Ферритно-мартенситные стали
Ферритные стали
Хром увеличивает устойчивость аустенита по сравнению
ХРОМИСТЫЕ СТАЛИ
Перлитные стали
Мартенсиные стали
Ферритно-мартенситные стали
Ферритные стали
Хром увеличивает устойчивость аустенита по сравнению
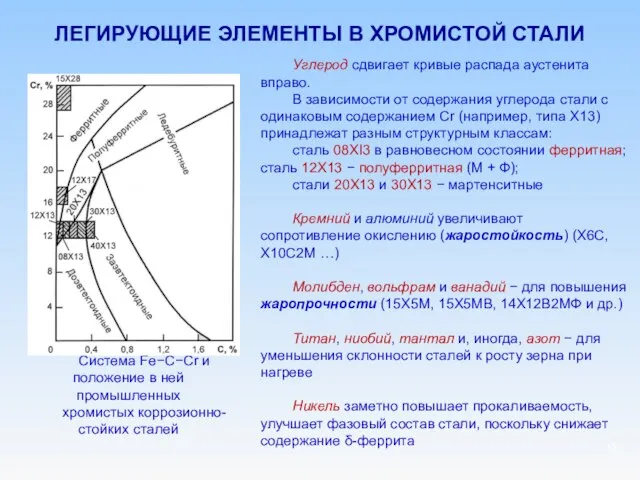
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В ХРОМИСТОЙ СТАЛИ
Система Fe−С−Сr и положение в ней промышленных
ЛЕГИРУЮЩИЕ ЭЛЕМЕНТЫ В ХРОМИСТОЙ СТАЛИ
Система Fe−С−Сr и положение в ней промышленных
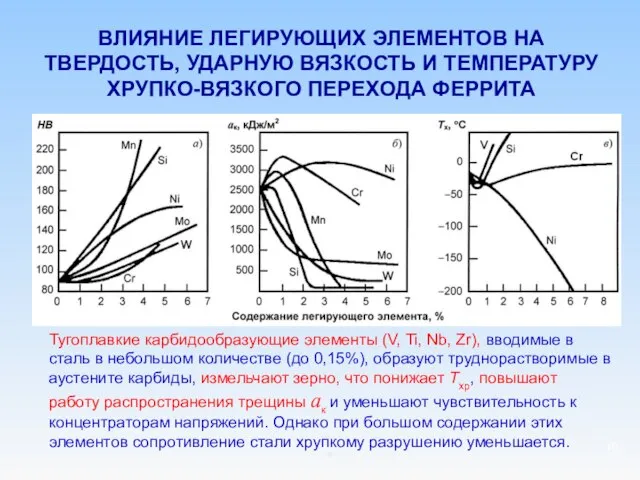
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ТВЕРДОСТЬ, УДАРНУЮ ВЯЗКОСТЬ И ТЕМПЕРАТУРУ ХРУПКО-ВЯЗКОГО ПЕРЕХОДА
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА ТВЕРДОСТЬ, УДАРНУЮ ВЯЗКОСТЬ И ТЕМПЕРАТУРУ ХРУПКО-ВЯЗКОГО ПЕРЕХОДА
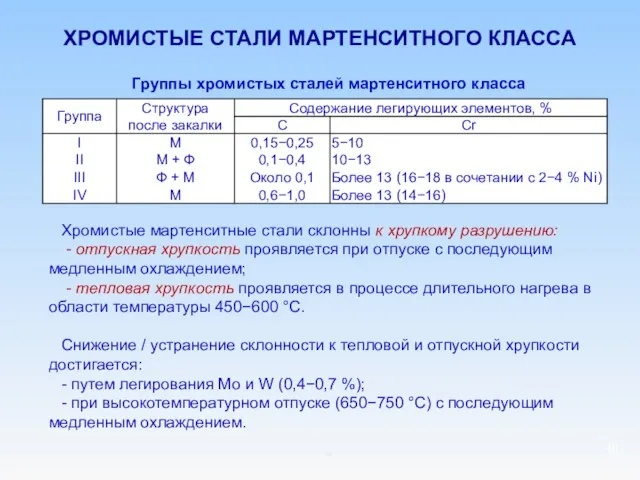
ХРОМИСТЫЕ СТАЛИ МАРТЕНСИТНОГО КЛАССА
Группы хромистых сталей мартенситного класса
Хромистые мартенситные стали склонны
ХРОМИСТЫЕ СТАЛИ МАРТЕНСИТНОГО КЛАССА
Группы хромистых сталей мартенситного класса
Хромистые мартенситные стали склонны
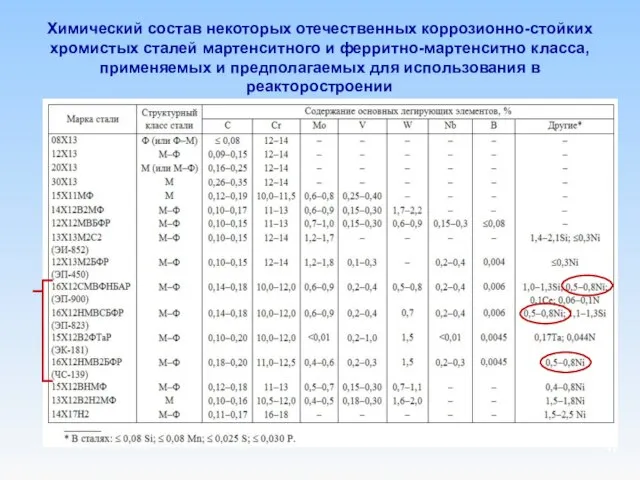
Химический состав некоторых отечественных коррозионно-стойких хромистых сталей мартенситного и ферритно-мартенситно класса,
Химический состав некоторых отечественных коррозионно-стойких хромистых сталей мартенситного и ферритно-мартенситно класса,
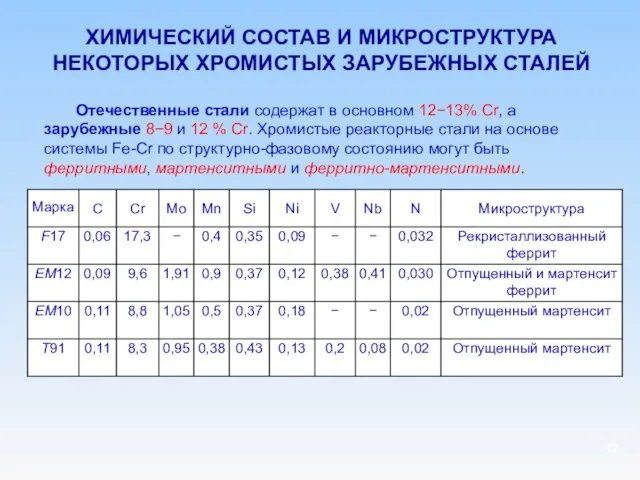
ХИМИЧЕСКИЙ СОСТАВ И МИКРОСТРУКТУРА НЕКОТОРЫХ ХРОМИСТЫХ ЗАРУБЕЖНЫХ СТАЛЕЙ
Отечественные стали содержат в
ХИМИЧЕСКИЙ СОСТАВ И МИКРОСТРУКТУРА НЕКОТОРЫХ ХРОМИСТЫХ ЗАРУБЕЖНЫХ СТАЛЕЙ
Отечественные стали содержат в
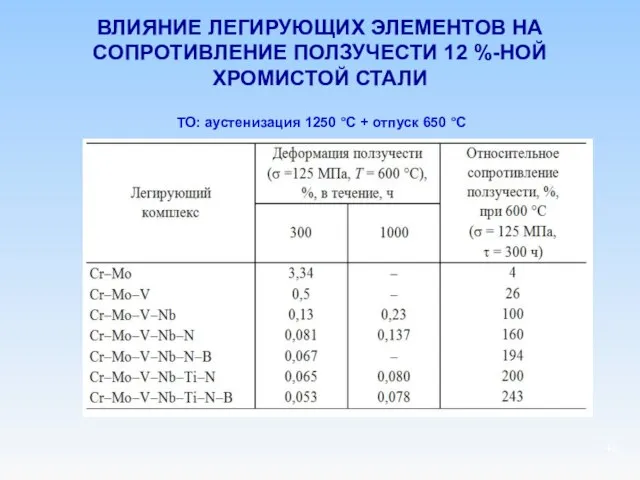
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СОПРОТИВЛЕНИЕ ПОЛЗУЧЕСТИ 12 %-НОЙ ХРОМИСТОЙ СТАЛИ
ТО:
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ НА СОПРОТИВЛЕНИЕ ПОЛЗУЧЕСТИ 12 %-НОЙ ХРОМИСТОЙ СТАЛИ
ТО:
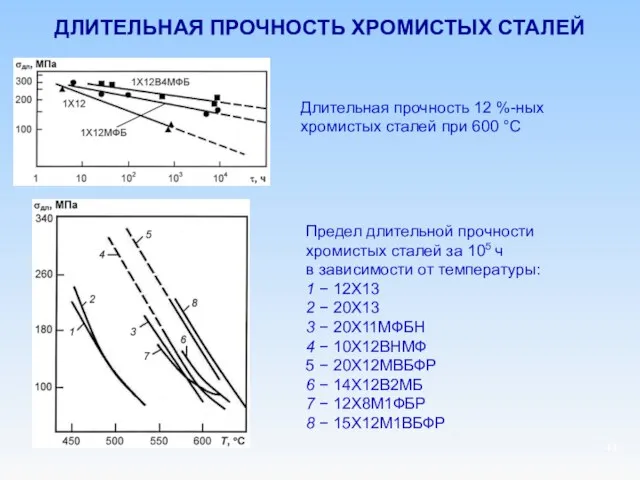
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ ХРОМИСТЫХ СТАЛЕЙ
Длительная прочность 12 %-ных хромистых сталей при 600
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ ХРОМИСТЫХ СТАЛЕЙ
Длительная прочность 12 %-ных хромистых сталей при 600
УПРОЧНЕНИЕ ХРОМИСТЫХ СТАЛЕЙ ТИПА Х13
Основное упрочнение сложнолегированных сталей типа X13 создается
УПРОЧНЕНИЕ ХРОМИСТЫХ СТАЛЕЙ ТИПА Х13
Основное упрочнение сложнолегированных сталей типа X13 создается
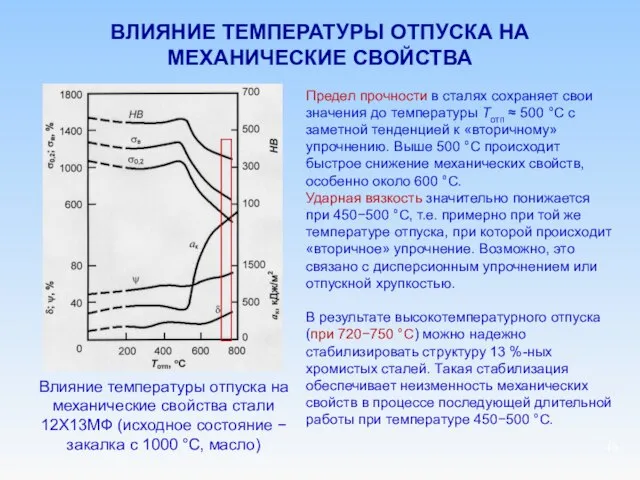
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА МЕХАНИЧЕСКИЕ СВОЙСТВА
Влияние температуры отпуска на механические
ВЛИЯНИЕ ТЕМПЕРАТУРЫ ОТПУСКА НА МЕХАНИЧЕСКИЕ СВОЙСТВА
Влияние температуры отпуска на механические
ОСОБЕННОСТЬ СТАРЕНИЯ ХРОМИСТЫХ СТАЛЕЙ
При отпуске закаленный мартенсит (М) распадается с выделением
ОСОБЕННОСТЬ СТАРЕНИЯ ХРОМИСТЫХ СТАЛЕЙ
При отпуске закаленный мартенсит (М) распадается с выделением

МИКРОСТРУКТУРА РЕАКТОРНОЙ СТАЛИ 1Х13М2БФР
а) после штатной обработки
(закалка от 1050 °С
МИКРОСТРУКТУРА РЕАКТОРНОЙ СТАЛИ 1Х13М2БФР
а) после штатной обработки
(закалка от 1050 °С
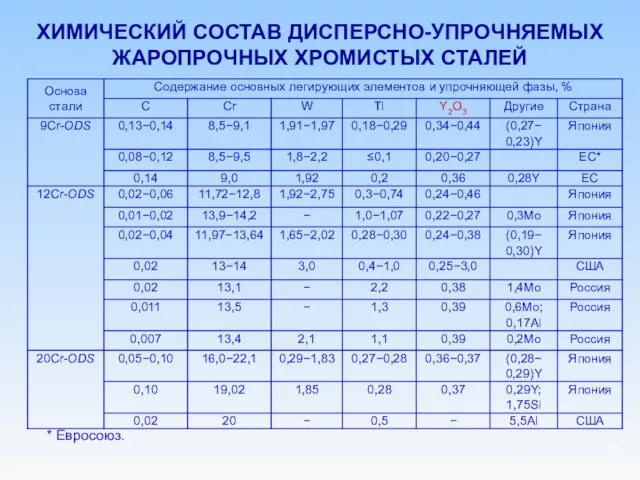
ХИМИЧЕСКИЙ СОСТАВ ДИСПЕРСНО-УПРОЧНЯЕМЫХ ЖАРОПРОЧНЫХ ХРОМИСТЫХ СТАЛЕЙ
* Евросоюз.
ХИМИЧЕСКИЙ СОСТАВ ДИСПЕРСНО-УПРОЧНЯЕМЫХ ЖАРОПРОЧНЫХ ХРОМИСТЫХ СТАЛЕЙ
* Евросоюз.

МЕХАНИЧЕСКИЕ СВОЙСТВА ХРОМИСТОЙ СТАЛЕЙ EUROFER-97 И EUROFER-97-ODS
МЕХАНИЧЕСКИЕ СВОЙСТВА ХРОМИСТОЙ СТАЛЕЙ EUROFER-97 И EUROFER-97-ODS
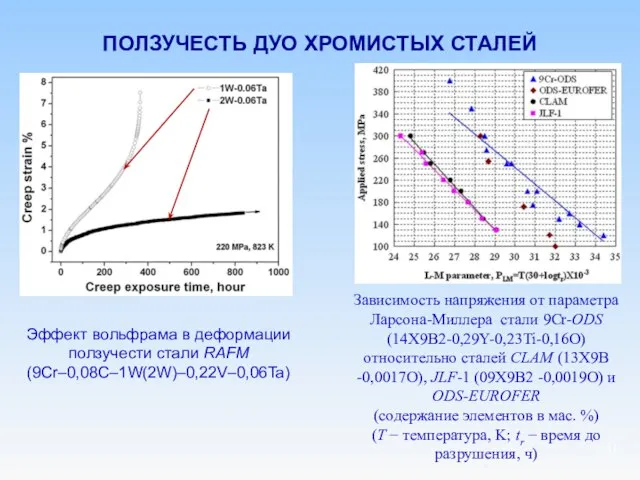
ПОЛЗУЧЕСТЬ ДУО ХРОМИСТЫХ СТАЛЕЙ
Эффект вольфрама в деформации ползучести стали RAFM
(9Cr–0,08C–1W(2W)–0,22V–0,06Ta)
Зависимость
ПОЛЗУЧЕСТЬ ДУО ХРОМИСТЫХ СТАЛЕЙ
Эффект вольфрама в деформации ползучести стали RAFM
(9Cr–0,08C–1W(2W)–0,22V–0,06Ta)
Зависимость
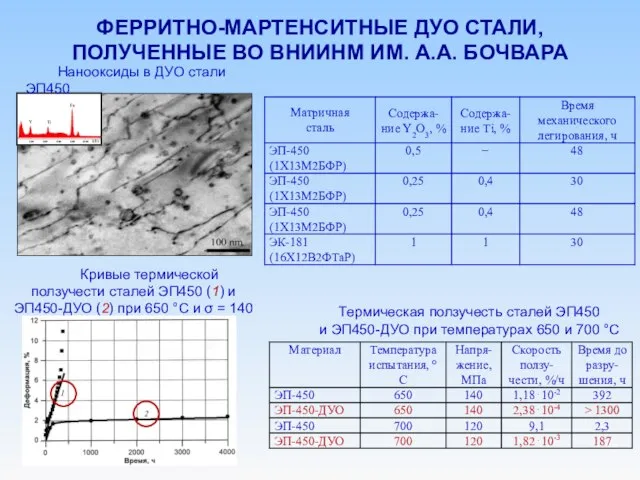
ФЕРРИТНО-МАРТЕНСИТНЫЕ ДУО СТАЛИ, ПОЛУЧЕННЫЕ ВО ВНИИНМ ИМ. А.А. БОЧВАРА
Нанооксиды в ДУО
ФЕРРИТНО-МАРТЕНСИТНЫЕ ДУО СТАЛИ, ПОЛУЧЕННЫЕ ВО ВНИИНМ ИМ. А.А. БОЧВАРА
Нанооксиды в ДУО
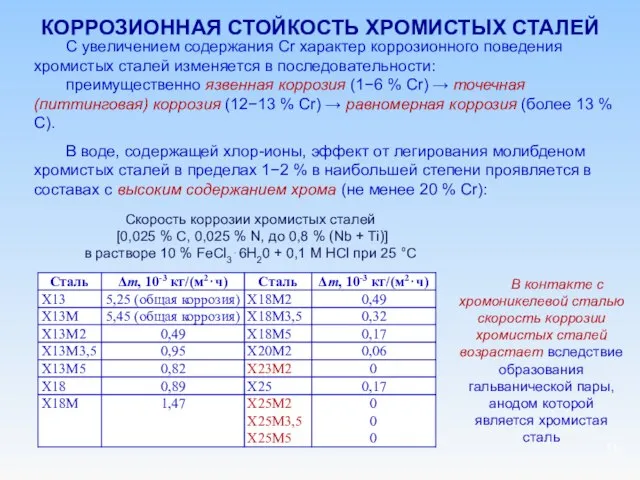
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМИСТЫХ СТАЛЕЙ
С увеличением содержания Cr характер коррозионного поведения хромистых
КОРРОЗИОННАЯ СТОЙКОСТЬ ХРОМИСТЫХ СТАЛЕЙ
С увеличением содержания Cr характер коррозионного поведения хромистых

КОРРОЗИЯ ХРОМИСТЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Натрий. Стали с 12−13 % Cr
КОРРОЗИЯ ХРОМИСТЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Натрий. Стали с 12−13 % Cr
СОВМЕСТИМОСТЬ ХРОМИСТЫХ СТАЛЕЙ
С ЯДЕРНЫМ ТОПЛИВОМ
Изучение совместимости топлива и сталей проводили
СОВМЕСТИМОСТЬ ХРОМИСТЫХ СТАЛЕЙ
С ЯДЕРНЫМ ТОПЛИВОМ
Изучение совместимости топлива и сталей проводили

ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРИТНО-МАРТЕНСИТНЫХ СТАЛЕЙ ПОД ОБЛУЧЕНИЕМ
Хромистые ферритно-мартенситные стали хорошо зарекомендовали
ИЗМЕНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРИТНО-МАРТЕНСИТНЫХ СТАЛЕЙ ПОД ОБЛУЧЕНИЕМ
Хромистые ферритно-мартенситные стали хорошо зарекомендовали
РАДИАЦИОННАЯ СТОЙКОСТЬЕ ХРОМИСТЫХ СТАЛЕЙ
Весьма высокая стойкость хромистых сталей против распухания:
РАДИАЦИОННАЯ СТОЙКОСТЬЕ ХРОМИСТЫХ СТАЛЕЙ
Весьма высокая стойкость хромистых сталей против распухания:
ЖАРОПРОЧНЫЕ КОРРОЗИОННО-СТОЙКИЕ СТАЛИ
АУСТЕНИТНОГО КЛАССА
Изотермический разрез при 650 °С (сплошные линии)
ЖАРОПРОЧНЫЕ КОРРОЗИОННО-СТОЙКИЕ СТАЛИ
АУСТЕНИТНОГО КЛАССА
Изотермический разрез при 650 °С (сплошные линии)

АУСТЕНИТНЫЕ СТАЛИ
Гомогенные
(γ + первичные МС)
Гетерогенные
С крарбидным упрочнением
(γ + первичные МС +
АУСТЕНИТНЫЕ СТАЛИ
Гомогенные
(γ + первичные МС)
Гетерогенные
С крарбидным упрочнением
(γ + первичные МС +
РАЗВИТИЕ РЕАКТОРНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА
В активной зоне рекаторов на быстрых
РАЗВИТИЕ РЕАКТОРНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА
В активной зоне рекаторов на быстрых

ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,
ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,

ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,
ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,

ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,
ХИМИЧЕСКИЙ СОСТАВ НЕКОТОРЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ КОРРОЗИОННО-СТОЙКИХ ЖАРОПРОЧНЫХ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА,
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Молибден и вольфрам −
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Молибден и вольфрам −
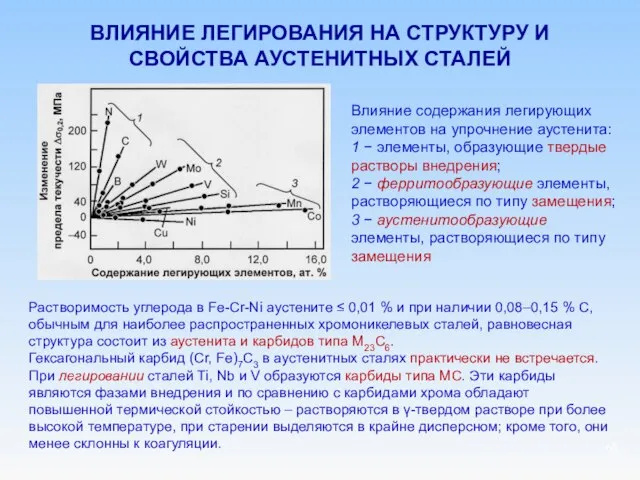
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Влияние содержания легирующих элементов
ВЛИЯНИЕ ЛЕГИРОВАНИЯ НА СТРУКТУРУ И СВОЙСТВА АУСТЕНИТНЫХ СТАЛЕЙ
Влияние содержания легирующих элементов
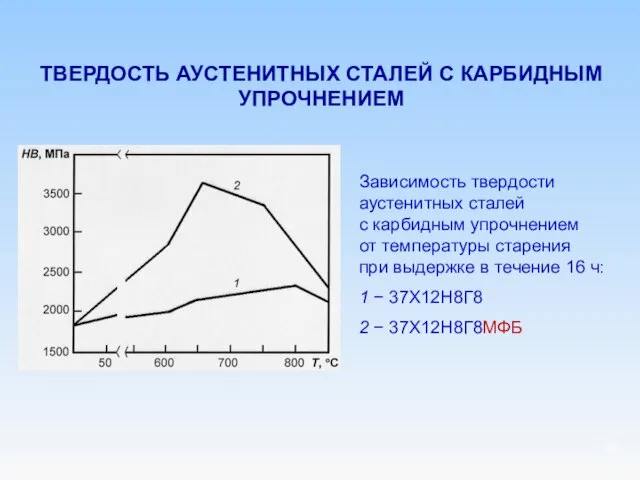
ТВЕРДОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ С КАРБИДНЫМ УПРОЧНЕНИЕМ
Зависимость твердости аустенитных сталей
с карбидным
ТВЕРДОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ С КАРБИДНЫМ УПРОЧНЕНИЕМ
Зависимость твердости аустенитных сталей
с карбидным
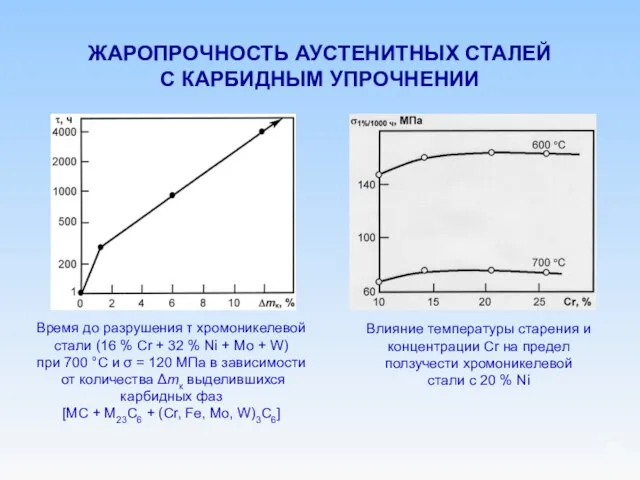
ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
С КАРБИДНЫМ УПРОЧНЕНИИ
Время до разрушения τ хромоникелевой стали (16
ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
С КАРБИДНЫМ УПРОЧНЕНИИ
Время до разрушения τ хромоникелевой стали (16
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
Характерный вид γ′-Ni3(Al, Ti) фазы (темнопольное изображение
в ПЭМ) (а)
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
Характерный вид γ′-Ni3(Al, Ti) фазы (темнопольное изображение
в ПЭМ) (а)
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
В жаропрочных сталях аустенитного класса, легированных Mo, W, Nb (стали
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
В жаропрочных сталях аустенитного класса, легированных Mo, W, Nb (стали
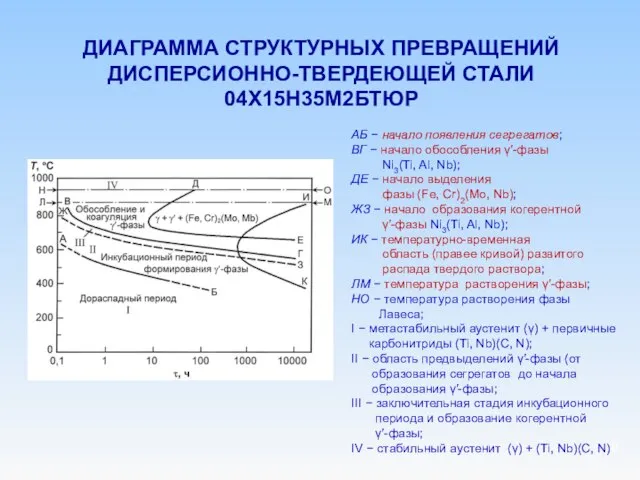
ДИАГРАММА СТРУКТУРНЫХ ПРЕВРАЩЕНИЙ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР
АБ − начало появления сегрегатов;
ВГ
ДИАГРАММА СТРУКТУРНЫХ ПРЕВРАЩЕНИЙ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР
АБ − начало появления сегрегатов;
ВГ
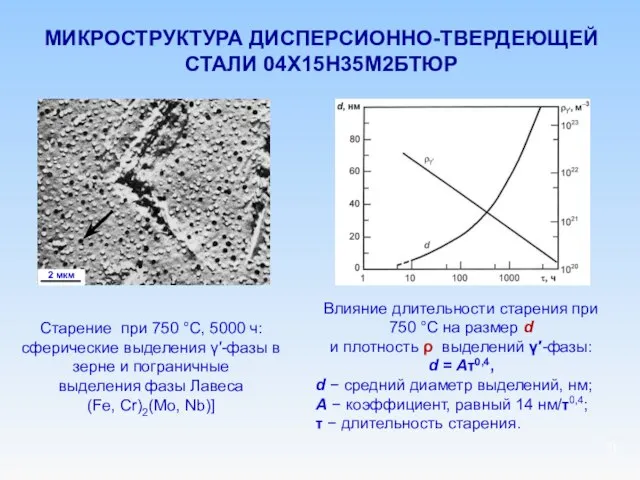
МИКРОСТРУКТУРА ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР
Старение при 750 °С, 5000 ч: сферические выделения
МИКРОСТРУКТУРА ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ 04Х15Н35М2БТЮР
Старение при 750 °С, 5000 ч: сферические выделения
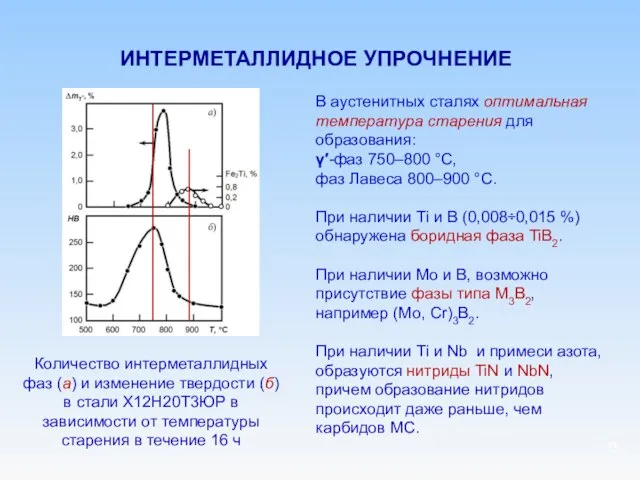
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
Количество интерметаллидных фаз (a) и изменение твердости (б)
в стали
ИНТЕРМЕТАЛЛИДНОЕ УПРОЧНЕНИЕ
Количество интерметаллидных фаз (a) и изменение твердости (б)
в стали

ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИИ
Длительная прочность при 750 °С
стали типа
ЖАРОПРОЧНОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИИ
Длительная прочность при 750 °С
стали типа
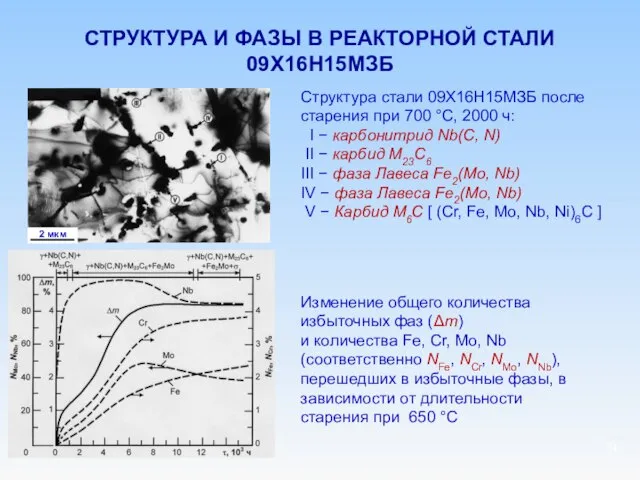
СТРУКТУРА И ФАЗЫ В РЕАКТОРНОЙ СТАЛИ 09Х16Н15МЗБ
Структура стали 09Х16Н15МЗБ после старения
СТРУКТУРА И ФАЗЫ В РЕАКТОРНОЙ СТАЛИ 09Х16Н15МЗБ
Структура стали 09Х16Н15МЗБ после старения
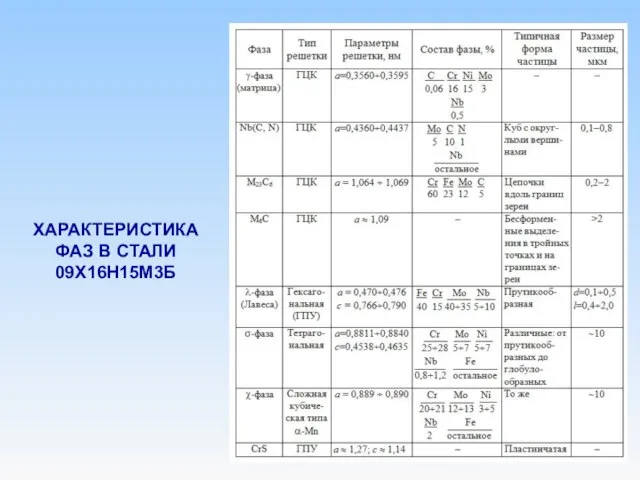
ХАРАКТЕРИСТИКА ФАЗ В СТАЛИ 09Х16Н15М3Б
ХАРАКТЕРИСТИКА ФАЗ В СТАЛИ 09Х16Н15М3Б
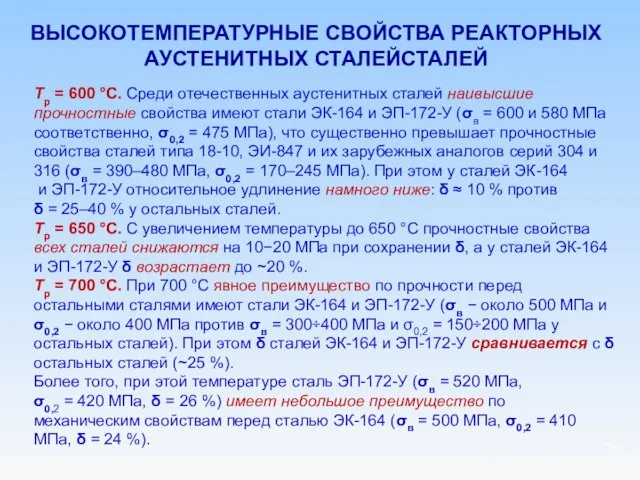
ВЫСОКОТЕМПЕРАТУРНЫЕ СВОЙСТВА РЕАКТОРНЫХ АУСТЕНИТНЫХ СТАЛЕЙСТАЛЕЙ
Тр = 600 °С. Среди отечественных аустенитных
ВЫСОКОТЕМПЕРАТУРНЫЕ СВОЙСТВА РЕАКТОРНЫХ АУСТЕНИТНЫХ СТАЛЕЙСТАЛЕЙ
Тр = 600 °С. Среди отечественных аустенитных
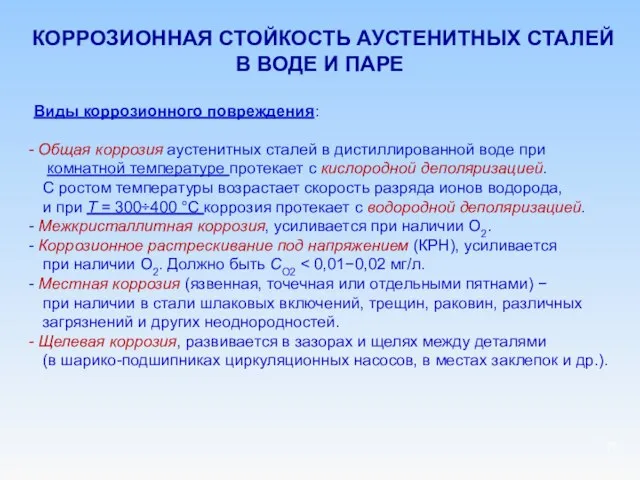
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ВОДЕ И ПАРЕ
Виды коррозионного повреждения:
Общая
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ВОДЕ И ПАРЕ
Виды коррозионного повреждения:
Общая

МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (МКК)
Сущность МКК: выдержка сталей при Т = 450÷850 °С
МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (МКК)
Сущность МКК: выдержка сталей при Т = 450÷850 °С

МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (СХЕМА)
МЕЖКРИСТАЛЛИТНАЯ КОРРОЗИЯ (СХЕМА)

СПОСОБЫ БОРЬБЫ С МКК
Схема межкристаллитного расположения карбидов в стали,
склонной (450−650
СПОСОБЫ БОРЬБЫ С МКК
Схема межкристаллитного расположения карбидов в стали,
склонной (450−650
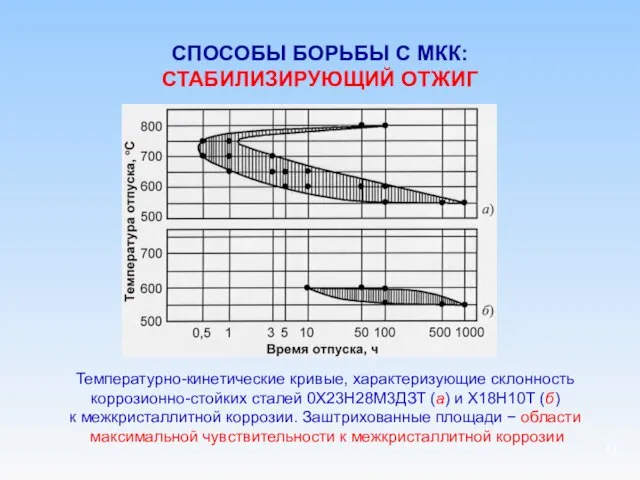
СПОСОБЫ БОРЬБЫ С МКК:
СТАБИЛИЗИРУЮЩИЙ ОТЖИГ
Температурно-кинетические кривые, характеризующие склонность коррозионно-стойких сталей
СПОСОБЫ БОРЬБЫ С МКК:
СТАБИЛИЗИРУЮЩИЙ ОТЖИГ
Температурно-кинетические кривые, характеризующие склонность коррозионно-стойких сталей
ФАКТОРЫ, ВЛИЯЮЩИЕ НА МКК
Состав среды.
Растягивающие напряжения, по значению близкие
ФАКТОРЫ, ВЛИЯЮЩИЕ НА МКК
Состав среды.
Растягивающие напряжения, по значению близкие
КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ (КРН)
КРН возникает при одновременном действии растягивающих напряжений
КОРРОЗИОННОЕ РАСТРЕСКИВАНИЕ ПОД НАПРЯЖЕНИЕМ (КРН)
КРН возникает при одновременном действии растягивающих напряжений
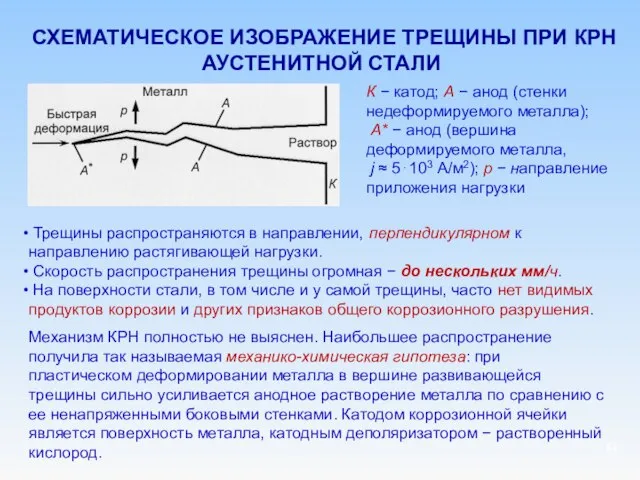
СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ ТРЕЩИНЫ ПРИ КРН АУСТЕНИТНОЙ СТАЛИ
К − катод; А −
СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ ТРЕЩИНЫ ПРИ КРН АУСТЕНИТНОЙ СТАЛИ
К − катод; А −

КРН: РОЛЬ СТРУКТУРНЫХ ФАКТОРОВ
Компланарное расположение дислокаций в аустенитной стали (а)
и
КРН: РОЛЬ СТРУКТУРНЫХ ФАКТОРОВ
Компланарное расположение дислокаций в аустенитной стали (а)
и
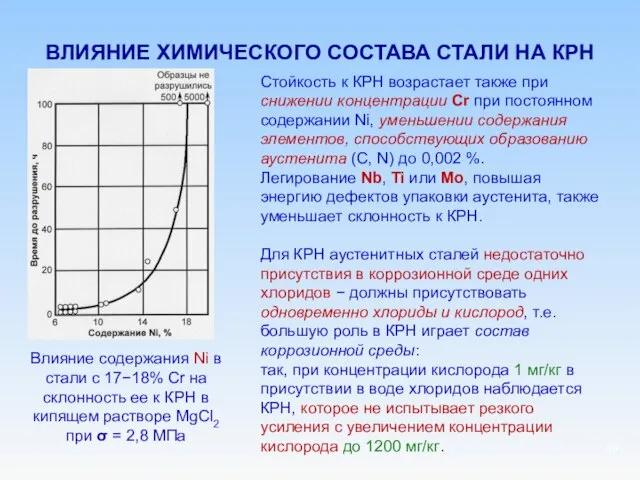
ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА СТАЛИ НА КРН
Влияние содержания Ni в
стали с 17−18%
ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА СТАЛИ НА КРН
Влияние содержания Ni в
стали с 17−18%
ДРУГИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КРН
КРН начинается лишь при наличии растягивающих внешних
ДРУГИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ НА КРН
КРН начинается лишь при наличии растягивающих внешних
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Натрий и эвтектика натрий-калий.
Коррозия аустенитной
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Натрий и эвтектика натрий-калий.
Коррозия аустенитной
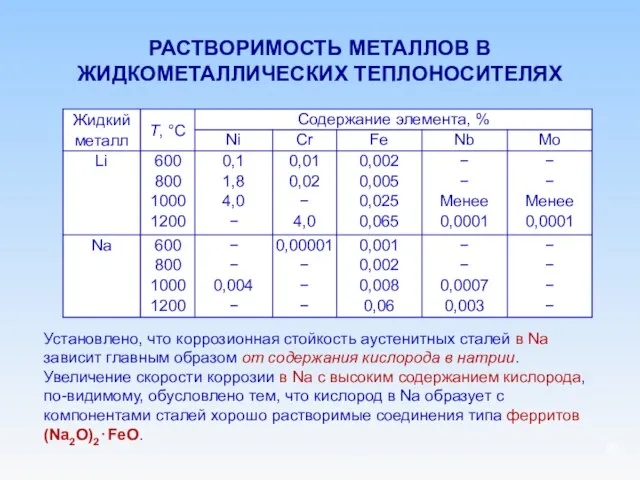
РАСТВОРИМОСТЬ МЕТАЛЛОВ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Установлено, что коррозионная стойкость аустенитных сталей в
РАСТВОРИМОСТЬ МЕТАЛЛОВ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Установлено, что коррозионная стойкость аустенитных сталей в
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Литий.
В Li скорость коррозии значительна,
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ В ЖИДКОМЕТАЛЛИЧЕСКИХ ТЕПЛОНОСИТЕЛЯХ
Литий.
В Li скорость коррозии значительна,
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙЦ ПРИ ВЗАИМОДЕЙСТВИИ С ПРОДУКТАМИ ДЕЛЕНИЯ (ПД) ЯДЕРНОГО
КОРРОЗИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙЦ ПРИ ВЗАИМОДЕЙСТВИИ С ПРОДУКТАМИ ДЕЛЕНИЯ (ПД) ЯДЕРНОГО
РАДИАЦИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
Аустенитные коррозионно-стойкие стали, применяемые в активной тоне ЯЭУ,
РАДИАЦИОННАЯ СТОЙКОСТЬ АУСТЕНИТНЫХ СТАЛЕЙ
Аустенитные коррозионно-стойкие стали, применяемые в активной тоне ЯЭУ,

ПОСЛЕРАДИАЦИОННАЯ ВЫСОКОТЕМПЕРАТУРНАЯ ОХРУПЧИВАЕМОСТЬ СПЛАВОВ СИСТЕМЫ Fe−Cr−Ni
ПОСЛЕРАДИАЦИОННАЯ ВЫСОКОТЕМПЕРАТУРНАЯ ОХРУПЧИВАЕМОСТЬ СПЛАВОВ СИСТЕМЫ Fe−Cr−Ni
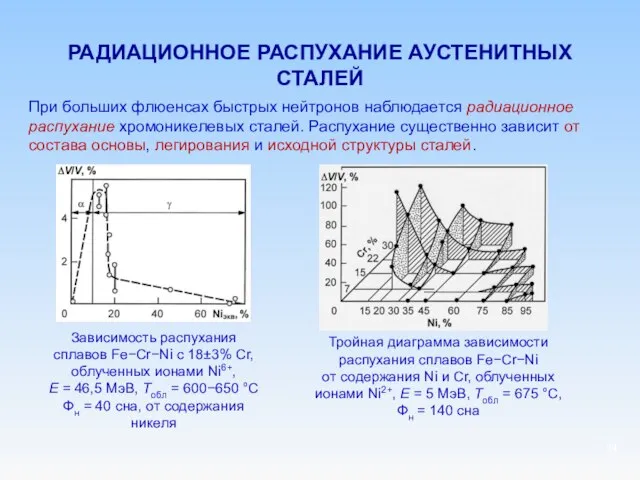
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
При больших флюенсах быстрых нейтронов наблюдается радиационное распухание
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
При больших флюенсах быстрых нейтронов наблюдается радиационное распухание
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Среди аустенитных коррозионно-стойких сталей наибольший переходный (инкубационный) период
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Среди аустенитных коррозионно-стойких сталей наибольший переходный (инкубационный) период
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Другой путь влияния на склонность сталей к радиационному
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Другой путь влияния на склонность сталей к радиационному

РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Сопротивляемость радиационному распуханию отечественных (△)
и зарубежных (⬤)
РАДИАЦИОННОЕ РАСПУХАНИЕ АУСТЕНИТНЫХ СТАЛЕЙ
Сопротивляемость радиационному распуханию отечественных (△)
и зарубежных (⬤)
 Гигиеническое проектирование территорий завода
Гигиеническое проектирование территорий завода Предлагаем выполнение CAD/CAM /CAE работ в системе CATIA v5
Предлагаем выполнение CAD/CAM /CAE работ в системе CATIA v5 Аттестационная работа. Методическая разработка по проектной и исследовательской деятельности колледже легкой промышленности
Аттестационная работа. Методическая разработка по проектной и исследовательской деятельности колледже легкой промышленности Благоверный князь Глеб Белозерский
Благоверный князь Глеб Белозерский Рождественские хроники
Рождественские хроники Шаршаудың биологиялық маңызы
Шаршаудың биологиялық маңызы Отчет по производственной преддипломной практики По специальности 21.05.01 Земельно-имущественные отношения
Отчет по производственной преддипломной практики По специальности 21.05.01 Земельно-имущественные отношения Технологии скрепления книжных блоков
Технологии скрепления книжных блоков Использование художественного образа в проектировании арт-объекта
Использование художественного образа в проектировании арт-объекта Практические работы по художественному оформлению сцены
Практические работы по художественному оформлению сцены Собрание с родителями будущих первоклассников
Собрание с родителями будущих первоклассников Игра – тренажер Части суток
Игра – тренажер Части суток Система обработки почвы под овощные культуры
Система обработки почвы под овощные культуры Электромагнитные реле автомобилей
Электромагнитные реле автомобилей Понятие об информационных системах и АИС
Понятие об информационных системах и АИС Книга памяти. Шаблон проекта
Книга памяти. Шаблон проекта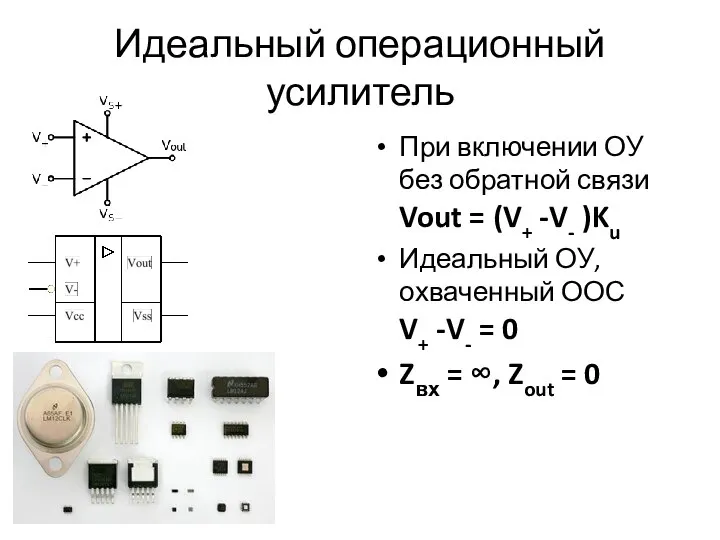 Идеальный операционный усилитель
Идеальный операционный усилитель 20130324_moya_sportivnaya_semya
20130324_moya_sportivnaya_semya Портфолио педагога - Цуров Сергей Андреевич
Портфолио педагога - Цуров Сергей Андреевич Пр. р. 4_Инструментальные средства_Афанасьев Андрей
Пр. р. 4_Инструментальные средства_Афанасьев Андрей information about railway transport
information about railway transport Теоретический чертёж корпуса судна
Теоретический чертёж корпуса судна Единственная в России фабрика кухня Halal
Единственная в России фабрика кухня Halal Linking Words Rule
Linking Words Rule Information and communication technologies
Information and communication technologies Презентация. Как развивалась жизнь на Земле
Презентация. Как развивалась жизнь на Земле Природа и архитектура. Организация архитектурно-ландшафтного пространства
Природа и архитектура. Организация архитектурно-ландшафтного пространства Технологический процесс изготовления кровати на примере ООО Первая мебельная фабрика
Технологический процесс изготовления кровати на примере ООО Первая мебельная фабрика