- Современные проблемы инструментального обеспечения машиностроительного производства

Содержание
- 2. . Вопросы к зачету 1. Чем определяется актуальность инструментального обеспечения? 2. Как соотносятся между собой понятия
- 3. Темы рефератов : Структура и функциональное назначение инструментальных систем при производстве деталей машин. Современные проблемы инструментального
- 5. Индивидуальное задание Индивидуальные задания выполняются в соответствии с темой будущей магистерской диссертации, предложенной руководителем ВКР кафедры
- 7. Лекция1. Функции и структура системы инструментального обеспечения. Актуальность проблемы инструментального обеспечения. Техническое обслуживание производства. Современные проблемы
- 8. Для высокопроизводительного снятия припуска при изготовлении деталей машин необходимо обеспечить производство лучшим режущим инструментом точение сверление
- 9. Затраты на обработку резанием При отсутствии инструмента все остальные затраты не нужны
- 10. Затраты на инструмент УМПО
- 11. 1. Функции и структура системы инструментообеспечения Эффективное использование технологических возможностей основного оборудования во многом зависит от
- 12. Полученные режущие инструменты должны обеспечить быструю наладку и под наладку станков, должны быть взаимозаменяемыми, обладать высокой
- 13. Система инструментообеспечения цеха является составным элементом в инструментальном хозяйстве завода. В инструментальное хозяйство завода помимо нее
- 14. Часто приводится известное высказывание американского инженера-исследователя Ф.У. Тейлора. В 1906 году вышла его книга «Искусство обработки
- 15. Если исходить из того, что цель любого предприятия – получение прибыли, а прибыль это разница между
- 16. . Проблемы обусловлены сложившимся технологическим укладом, иногда наследием традиционного промышленного подхода, иногда квалификацией персонала. В общем
- 17. • Производство прим. 15 % заказов останавливается или прерывается из-за отсутствия инструмента. • Более 40 %
- 18. Вверяя свое инструментальное хозяйство одному производителю мы одновременно получаем целый набор рисков. Вот некоторые из них:
- 20. Сегодня на большинстве предприятий функции инструментообеспечения возложены на собственные инструментальные службы. Размеры их различны – от
- 21. Проблемы обеспечения качества инструмента, изготавливаемого на своих инструментальных производствах Конструкция, материал и система обеспечения качества –
- 23. Если же говорить о покрытиях, как о составной части инструментального материала, то здесь ситуация вообще аховая.
- 24. Безусловно, все эти подходы уже давно устарели, и сегодня необходимо применять совершенно иные методы и концепции.
- 25. Если говорить о механической обработке в целом, то необходимо отметить, что сегодня ее технология во многом
- 26. Современные проблемы инструментального обеспечения (научные исследования): Велики затраты предприятий на режущий инструмент импортного производства. Отсутствуют научно
- 27. Если не брать несколько исключений , то у каждого предприятия существует множество поставщиков инструмента. Причина -
- 28. Множество поставщиков инструмента . Свои каталоги инструментов (120 заводов, 2500 сортов твердого сплава)
- 29. Группы резания и подгруппы применения
- 31. Искар СNMG – PF TF NR PRAMET СNMG – E-F E-M E-R Sandvic-Cor.PM PMM PF SECO
- 32. Результаты сравнительных испытаний инструментов различных фирм
- 33. Предприятия инструментального комплекса России. Режущий инструмент Кировградский завод твердых сплавов –ОАО КЗТС “Белгородский завод фрез”, OOО
- 34. Виды инструментов производителей режущего инструмента в РФ
- 35. ≪выбор необходимого инструмента≫. Очевидно, все сталкивались с ситуацией, когда на вопрос: ≪Кто выбирает инструмент?≫, следует ответ
- 36. При изготовлении деталей большой номенклатуры и частой смене их партий требуется значительное количество режущего и вспомогательного
- 37. Минимальную величину оборотного фонда режущего инструмента Нф каждого типоразмера определяют по формуле Ммин = И +
- 38. В поточном производстве принимают декадную норму расхода инструмента, которую определяют по «точной» программе выпуска на основании
- 39. Ресурс (ч) работы повторно затачиваемого инструмента определяют в следующем порядке: длина рабочей части инструмента L (мм)
- 40. Минимальный оборотный фонд инструмента, шт
- 41. При построении системы инструментообеспечения производственных участков за основу принята система централизованного обеспечения технологического оборудования комплектами заранее
- 42. Функционирование централизованной системы обслуживания инструментом обеспечивается технологической службой производственного участка, пла ново-производственным бюро цеха, участком инструментальной
- 43. Отделение восстановления инструмента Отделение ремонта оснастки Отделение обслуживания инструментом рабочих мест Отделение сборки и настройки инструментов
- 44. Для эффективной работы СИО создают библиотеку инструментальных данных и используют кодированный инструмент. Применяют различные системы кодирования.
- 45. В кодоноситель, помимо геометрических данных, можно фиксировать различную статистическую информацию (общее время работы, уровень сил резания,
- 46. При размерной настройке инструмента вне станка режущую кромку устанавливают на требуемом расстоянии в радиальном и осевом
- 48. Скачать презентацию

. Вопросы к зачету
1. Чем определяется актуальность инструментального обеспечения?
2. Как соотносятся
. Вопросы к зачету
1. Чем определяется актуальность инструментального обеспечения?
2. Как соотносятся

Темы рефератов :
Структура и функциональное назначение инструментальных систем при производстве деталей
Темы рефератов :
Структура и функциональное назначение инструментальных систем при производстве деталей

Индивидуальное задание
Индивидуальные задания выполняются в соответствии с темой будущей магистерской диссертации,
Индивидуальное задание
Индивидуальные задания выполняются в соответствии с темой будущей магистерской диссертации,

Лекция1.
Функции и структура системы инструментального обеспечения.
Актуальность проблемы инструментального обеспечения.
Лекция1.
Функции и структура системы инструментального обеспечения.
Актуальность проблемы инструментального обеспечения.
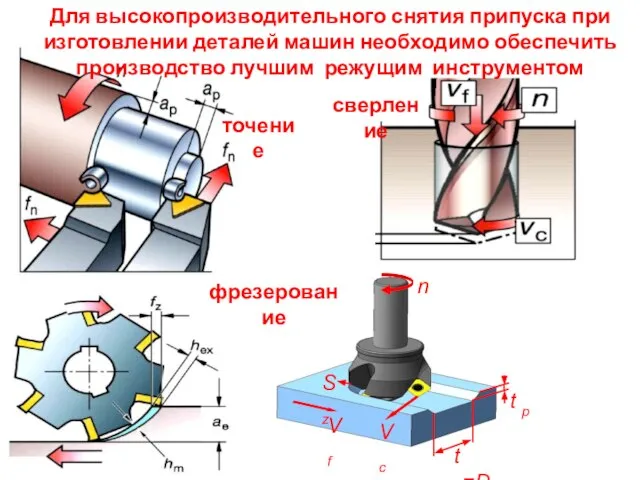
Для высокопроизводительного снятия припуска при изготовлении деталей машин необходимо обеспечить производство
Для высокопроизводительного снятия припуска при изготовлении деталей машин необходимо обеспечить производство

Затраты на обработку резанием
При отсутствии инструмента все остальные затраты не нужны
Затраты на обработку резанием
При отсутствии инструмента все остальные затраты не нужны
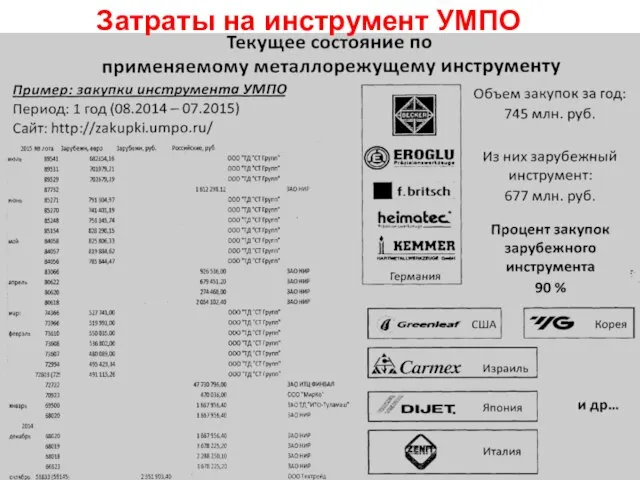
Затраты на инструмент УМПО
Затраты на инструмент УМПО
1. Функции и структура системы инструментообеспечения
Эффективное использование технологических возможностей основного оборудования
1. Функции и структура системы инструментообеспечения
Эффективное использование технологических возможностей основного оборудования
Полученные режущие инструменты должны обеспечить быструю наладку и под наладку станков,
Система инструментообеспечения цеха является составным элементом в инструментальном хозяйстве завода. В
Система инструментообеспечения цеха является составным элементом в инструментальном хозяйстве завода. В

Часто приводится известное высказывание американского инженера-исследователя Ф.У. Тейлора. В 1906 году вышла
Часто приводится известное высказывание американского инженера-исследователя Ф.У. Тейлора. В 1906 году вышла
Если исходить из того, что цель любого предприятия – получение прибыли,
Если исходить из того, что цель любого предприятия – получение прибыли,

. Проблемы обусловлены сложившимся технологическим укладом, иногда наследием традиционного промышленного подхода,
. Проблемы обусловлены сложившимся технологическим укладом, иногда наследием традиционного промышленного подхода,
• Производство прим. 15 % заказов останавливается или прерывается из-за отсутствия
• Производство прим. 15 % заказов останавливается или прерывается из-за отсутствия

Вверяя свое инструментальное хозяйство одному производителю мы одновременно получаем целый набор
Вверяя свое инструментальное хозяйство одному производителю мы одновременно получаем целый набор

Сегодня на большинстве предприятий функции инструментообеспечения возложены на собственные инструментальные службы.
Сегодня на большинстве предприятий функции инструментообеспечения возложены на собственные инструментальные службы.

Проблемы обеспечения качества инструмента, изготавливаемого на своих инструментальных производствах
Конструкция, материал и
Проблемы обеспечения качества инструмента, изготавливаемого на своих инструментальных производствах
Конструкция, материал и

Если же говорить о покрытиях, как о составной части инструментального материала,
Если же говорить о покрытиях, как о составной части инструментального материала,

Безусловно, все эти подходы уже давно устарели, и сегодня необходимо применять
Безусловно, все эти подходы уже давно устарели, и сегодня необходимо применять

Если говорить о механической обработке в целом, то необходимо отметить, что
Если говорить о механической обработке в целом, то необходимо отметить, что

Современные проблемы инструментального обеспечения (научные исследования):
Велики затраты предприятий на режущий инструмент
Современные проблемы инструментального обеспечения (научные исследования):
Велики затраты предприятий на режущий инструмент
Если не брать несколько исключений , то у каждого предприятия существует
Если не брать несколько исключений , то у каждого предприятия существует

Множество поставщиков инструмента . Свои каталоги инструментов (120 заводов, 2500
Множество поставщиков инструмента . Свои каталоги инструментов (120 заводов, 2500

Группы резания и подгруппы применения
Группы резания и подгруппы применения


Искар
СNMG – PF TF NR
PRAMET
СNMG – E-F E-M E-R
Искар
СNMG – PF TF NR
PRAMET
СNMG – E-F E-M E-R

Результаты сравнительных испытаний инструментов различных фирм
Результаты сравнительных испытаний инструментов различных фирм
Предприятия инструментального комплекса России.
Режущий инструмент
Кировградский завод твердых сплавов –ОАО КЗТС
“Белгородский завод
Предприятия инструментального комплекса России.
Режущий инструмент
Кировградский завод твердых сплавов –ОАО КЗТС
“Белгородский завод
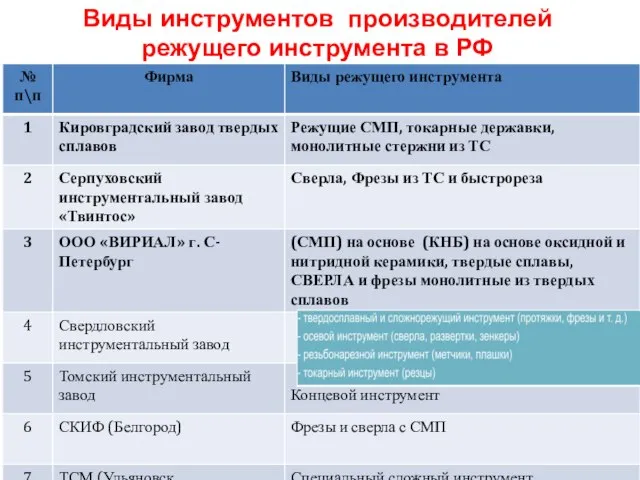
Виды инструментов производителей режущего инструмента в РФ
Виды инструментов производителей режущего инструмента в РФ
≪выбор необходимого инструмента≫.
Очевидно, все сталкивались с ситуацией, когда на вопрос:
≪выбор необходимого инструмента≫.
Очевидно, все сталкивались с ситуацией, когда на вопрос:

При изготовлении деталей большой номенклатуры и частой смене их партий требуется
При изготовлении деталей большой номенклатуры и частой смене их партий требуется

Минимальную величину оборотного фонда режущего инструмента Нф каждого типоразмера определяют по
Минимальную величину оборотного фонда режущего инструмента Нф каждого типоразмера определяют по
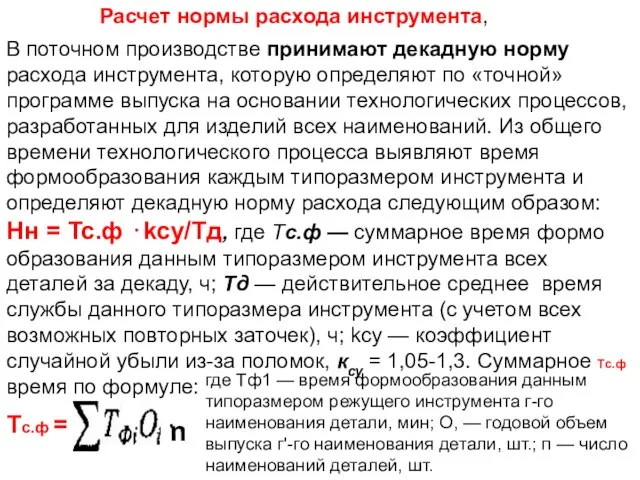
В поточном производстве принимают декадную норму расхода инструмента, которую определяют по
В поточном производстве принимают декадную норму расхода инструмента, которую определяют по
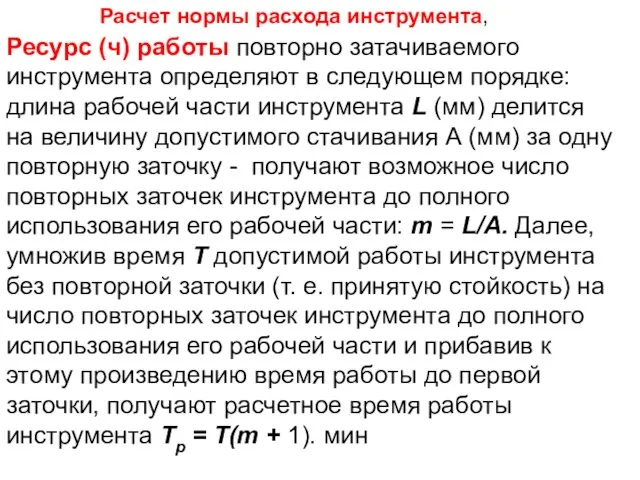
Ресурс (ч) работы повторно затачиваемого инструмента определяют в следующем порядке: длина
Ресурс (ч) работы повторно затачиваемого инструмента определяют в следующем порядке: длина
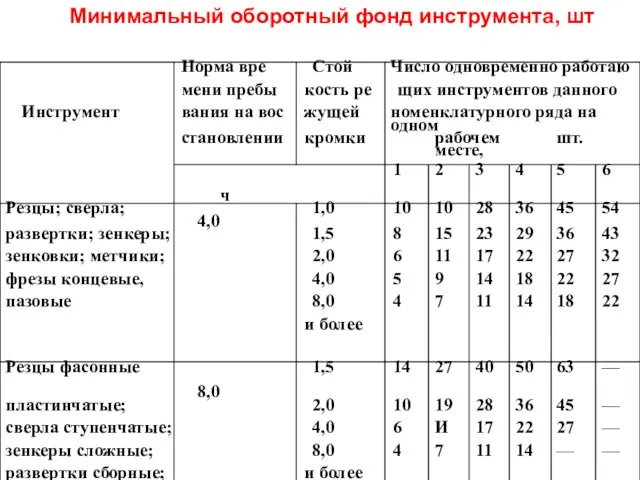
Минимальный оборотный фонд инструмента, шт
Минимальный оборотный фонд инструмента, шт
При построении системы инструментообеспечения производственных участков за основу принята система централизованного
При построении системы инструментообеспечения производственных участков за основу принята система централизованного
Функционирование централизованной системы обслуживания инструментом обеспечивается технологической службой производственного участка, пла
Функционирование централизованной системы обслуживания инструментом обеспечивается технологической службой производственного участка, пла

Отделение восстановления инструмента
Отделение ремонта оснастки
Отделение обслуживания инструментом рабочих мест
Отделение восстановления инструмента
Отделение ремонта оснастки
Отделение обслуживания инструментом рабочих мест
Для эффективной работы СИО создают библиотеку инструментальных данных и используют кодированный
Для эффективной работы СИО создают библиотеку инструментальных данных и используют кодированный

В кодоноситель, помимо геометрических данных, можно фиксировать различную статистическую информацию (общее
В кодоноситель, помимо геометрических данных, можно фиксировать различную статистическую информацию (общее
При размерной настройке инструмента вне станка режущую кромку устанавливают на требуемом
При размерной настройке инструмента вне станка режущую кромку устанавливают на требуемом
 20140603_zolotoy_vek_prezentatsiya
20140603_zolotoy_vek_prezentatsiya Путешествие в Простоквашино. Поиск клада
Путешествие в Простоквашино. Поиск клада Переработка текстильных отходов
Переработка текстильных отходов Буктрейлер по книге Атлант расправил плечи
Буктрейлер по книге Атлант расправил плечи Выявление антропогенных изменений в экосистемах своей местности
Выявление антропогенных изменений в экосистемах своей местности Туган ягым
Туган ягым Портрет в искусстве
Портрет в искусстве Влияние дефектов на работоспособность сварных соединений
Влияние дефектов на работоспособность сварных соединений Авиакомпания Аэрофлот
Авиакомпания Аэрофлот Программы, используемые при автоматизации работы парикмахерских и салонов красоты
Программы, используемые при автоматизации работы парикмахерских и салонов красоты Bruxelles brussel
Bruxelles brussel Праздник весны и труда. Игра
Праздник весны и труда. Игра igrushki
igrushki Асинхронные электродвигатели с фазным ротором, их достоинства и недостатки, область применения
Асинхронные электродвигатели с фазным ротором, их достоинства и недостатки, область применения Компьютерные системы
Компьютерные системы Презентация
Презентация Правка тонколистового металла и проволоки
Правка тонколистового металла и проволоки Урок рисования в 1 классе. Кляксы
Урок рисования в 1 классе. Кляксы Топливно-энергетический комплекс. Нефтяная и газовая промышленность
Топливно-энергетический комплекс. Нефтяная и газовая промышленность Сверление древесины
Сверление древесины Введение
Введение Устройство и принцип действия полупроводниковых диодов
Устройство и принцип действия полупроводниковых диодов Несанкционированные свалки
Несанкционированные свалки Материал
Материал На рыбалке
На рыбалке комментарии в дереву при _______ 2508
комментарии в дереву при _______ 2508 Десять заповедей божьих
Десять заповедей божьих 22546c511b962919
22546c511b962919