- Технология сборки и сварки труб и секций трубопроводов

Содержание
- 2. ПОДГОТОВКА ТРУБ ПОД СВАРКУ Резка труб и обработка кромок Газопламенный резак Воздушно-плазменная резка
- 3. ПОДГОТОВКА ТРУБ ПОД СВАРКУ Резка труб и обработка кромок Фрезерный станок
- 4. ПОДГОТОВКА ТРУБ ПОД СВАРКУ Очистка поверхности свариваемых кромок
- 5. ПОДГОТОВКА ТРУБ ПОД СВАРКУ Сборка стыков под сварку Наружный центратор
- 6. ПОДГОТОВКА ТРУБ ПОД СВАРКУ Сборка стыков под сварку Внутренний центратор
- 7. Газовая сварка трубопроводов 1. Сварка труб диаметром до 159 мм Трубы диаметром 14-48 мм с толщиной
- 8. Газовая сварка трубопроводов 2. Сварка труб диаметром до 300 мм При сварке поворотного стыка труб диаметром
- 9. Газовая сварка трубопроводов 3. Сварка труб двумя сварщиками Сварку труб диаметром 500-600 мм могут вести одновременно
- 10. Газовая сварка 4. Сварка без поворота трубы Неповоротные стыки труб диаметром до 100 мм заваривают в
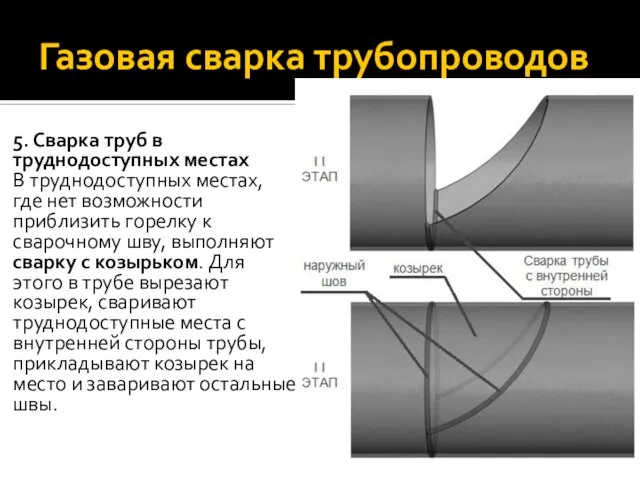
- 11. Газовая сварка трубопроводов 5. Сварка труб в труднодоступных местах В труднодоступных местах, где нет возможности приблизить
- 12. Ручная электродуговая сварка 1. Сварка поворотных стыков Первый слой высотой 3 – 4 мм сваривают электродами
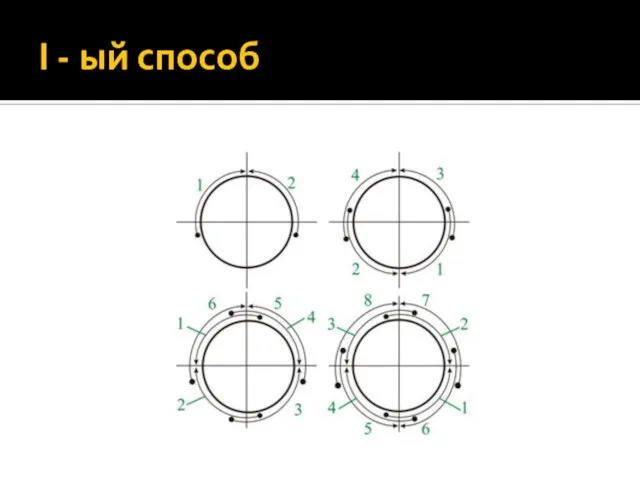
- 13. Ручная электродуговая сварка I - ый способ Стык делят на четыре участка. Вначале сваривают участки 1
- 14. I - ый способ
- 15. Ручная электродуговая сварка II - ой способ Стык делят на четыре участка. Вначале сваривают участки 1
- 16. II - ой способ
- 17. Ручная электродуговая сварка III - ий способ Стык делят на несколько участков (при сварке труб диаметром
- 18. III - ий способ
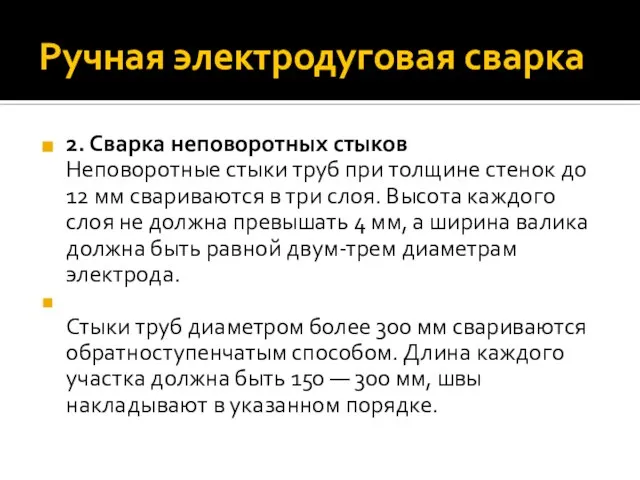
- 19. Ручная электродуговая сварка 2. Сварка неповоротных стыков Неповоротные стыки труб при толщине стенок до 12 мм
- 20. Сварка неповоротных стыков
- 21. 3. Сварка горизонтальных стыков
- 22. Зависимость числа слоев шва от толщины стенки трубы
- 24. Скачать презентацию

ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромок
Газопламенный резак
Воздушно-плазменная резка
ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромок
Газопламенный резак
Воздушно-плазменная резка

ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромок
Фрезерный станок
ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромок
Фрезерный станок

ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Очистка поверхности свариваемых кромок
ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Очистка поверхности свариваемых кромок

ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сварку
Наружный центратор
ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сварку
Наружный центратор

ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сварку
Внутренний центратор
ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сварку
Внутренний центратор
Газовая сварка трубопроводов
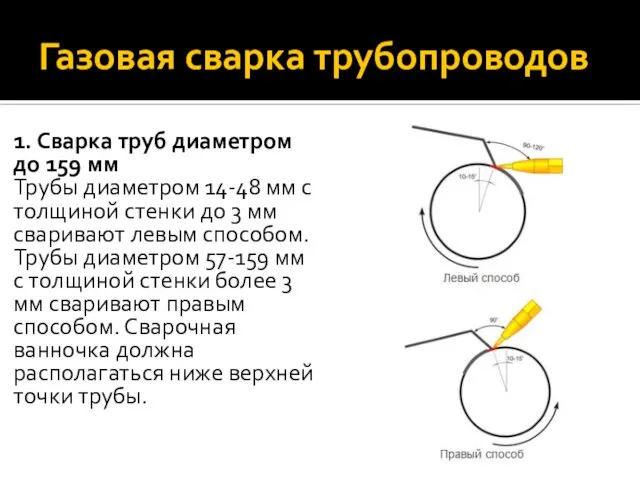
1. Сварка труб диаметром до 159 мм
Трубы диаметром 14-48
Газовая сварка трубопроводов
1. Сварка труб диаметром до 159 мм Трубы диаметром 14-48
Газовая сварка трубопроводов
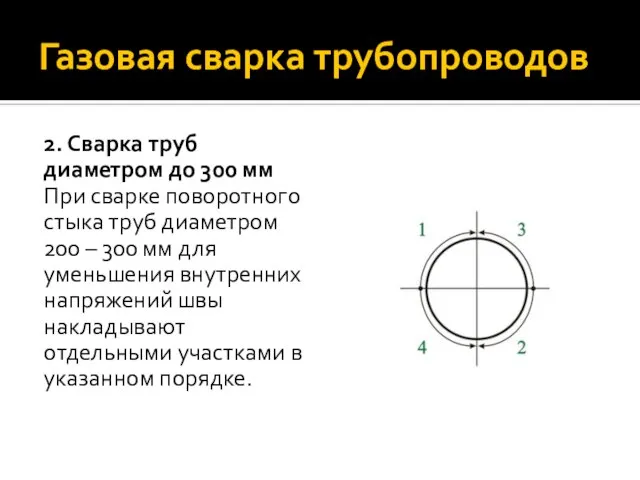
2. Сварка труб диаметром до 300 мм
При сварке поворотного
Газовая сварка трубопроводов
2. Сварка труб диаметром до 300 мм При сварке поворотного
Газовая сварка трубопроводов
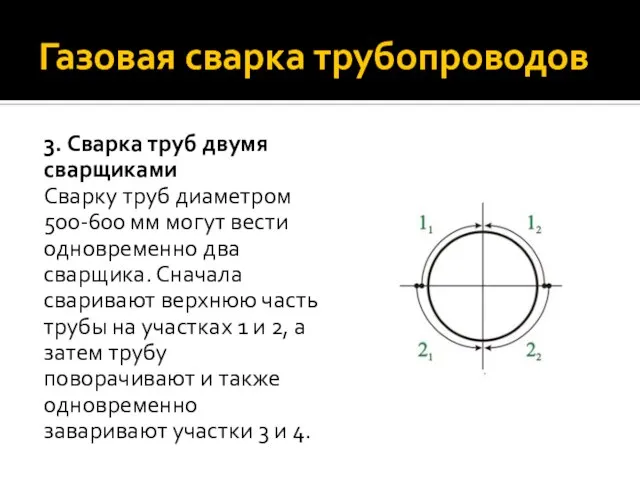
3. Сварка труб двумя сварщиками
Сварку труб диаметром 500-600 мм
Газовая сварка трубопроводов
3. Сварка труб двумя сварщиками Сварку труб диаметром 500-600 мм
Газовая сварка
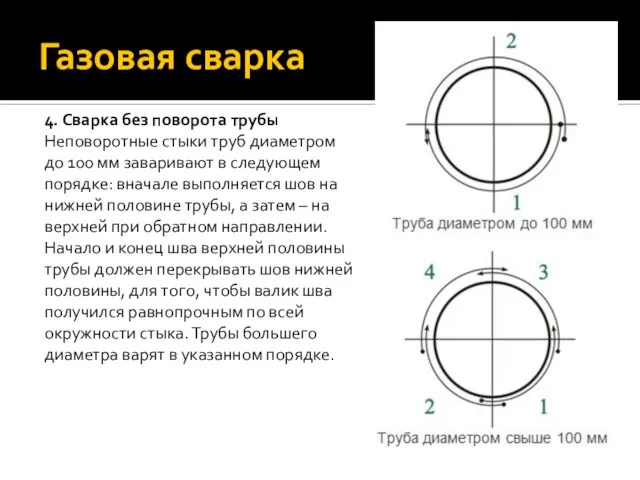
4. Сварка без поворота трубы
Неповоротные стыки труб диаметром до
Газовая сварка
4. Сварка без поворота трубы Неповоротные стыки труб диаметром до
Газовая сварка трубопроводов
5. Сварка труб в труднодоступных местах
В труднодоступных местах, где
Газовая сварка трубопроводов
5. Сварка труб в труднодоступных местах В труднодоступных местах, где
Ручная электродуговая сварка
1. Сварка поворотных стыков
Первый слой высотой 3 – 4
Ручная электродуговая сварка
1. Сварка поворотных стыков Первый слой высотой 3 – 4

Ручная электродуговая сварка
I - ый способ
Стык делят на четыре участка. Вначале
Ручная электродуговая сварка
I - ый способ Стык делят на четыре участка. Вначале
I - ый способ
I - ый способ
Ручная электродуговая сварка
II - ой способ
Стык делят на четыре участка. Вначале
Ручная электродуговая сварка
II - ой способ Стык делят на четыре участка. Вначале

II - ой способ
II - ой способ

Ручная электродуговая сварка
III - ий способ
Стык делят на несколько участков (при
Ручная электродуговая сварка
III - ий способ Стык делят на несколько участков (при

III - ий способ
III - ий способ
Ручная электродуговая сварка
2. Сварка неповоротных стыков
Неповоротные стыки труб при толщине стенок
Ручная электродуговая сварка
2. Сварка неповоротных стыков Неповоротные стыки труб при толщине стенок

Сварка неповоротных стыков
Сварка неповоротных стыков

3. Сварка горизонтальных стыков
3. Сварка горизонтальных стыков
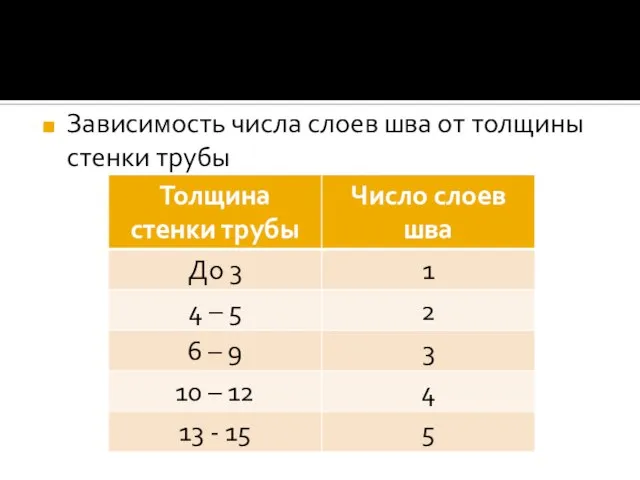
Зависимость числа слоев шва от толщины стенки трубы
Зависимость числа слоев шва от толщины стенки трубы
 Trailer Assist
Trailer Assist Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint О чем говорят девушки?!
О чем говорят девушки?! Православие. Православная Церковь
Православие. Православная Церковь 20180425_psiholog
20180425_psiholog Металлургический комплекс. Чёрная металлургия
Металлургический комплекс. Чёрная металлургия Графический диктант
Графический диктант Учет и анализ имущества в условиях ООО ТМС-Буровой Сервис
Учет и анализ имущества в условиях ООО ТМС-Буровой Сервис 20121217_deti_i_roditeli
20121217_deti_i_roditeli УралВагонЗавод
УралВагонЗавод F-F4
F-F4 Презентация Microsoft PowerPoint (2) (1)
Презентация Microsoft PowerPoint (2) (1) Ход реализации плана организационных мероприятий по созданию области Ұлытау
Ход реализации плана организационных мероприятий по созданию области Ұлытау Фотоальбом. Осень
Фотоальбом. Осень прихожая ,обе детские, спальня
прихожая ,обе детские, спальня Научно-исследовательская и проектная деятельность. Энергетика
Научно-исследовательская и проектная деятельность. Энергетика LSP: Liskov Substitution Principle
LSP: Liskov Substitution Principle Организация стока поверхностных вод (Тема 3)
Организация стока поверхностных вод (Тема 3) Марк Твен (Сэмюел Ленгхорн Клеменс) 1835 - 1910
Марк Твен (Сэмюел Ленгхорн Клеменс) 1835 - 1910 Фотомарафон В объективе!
Фотомарафон В объективе! Тепловые насосы
Тепловые насосы Команда Яблочко в карамели
Команда Яблочко в карамели proekt_po_tekhnologii Cамочкова
proekt_po_tekhnologii Cамочкова Школьный робот уборщик
Школьный робот уборщик Теплые и холодные цвета
Теплые и холодные цвета Умники и умницы 2 класс
Умники и умницы 2 класс Стратегия развития линии выходной – лавна
Стратегия развития линии выходной – лавна Группа Светотехника. Отдел категорийного менеджмента
Группа Светотехника. Отдел категорийного менеджмента