- Теоретические основы сушки

Содержание
- 2. Сушильные устройства и режимы сушки Сушку проходят все керамические изделия. В процессе сушки полуфабрикат отдает часть
- 3. Теоретические основы сушки.
- 6. Режим сушки — это комплекс мероприятий, предусматривающий минимальное время, необходимое для сушки изделий с учетом их
- 7. Первый период сушки характеризуется ускоренным прогревом массы полуфабриката от начальной температуры до температуры насыщенного теплоносителя при
- 8. Второй период сушки характеризуется наличием на кривой скорости сушки (II) горизонтального участка, указывающего на то, что
- 9. Третий период характеризуется падающей скоростью сушки и повышением температуры полуфабриката. Интенсивность влагоотдачи в этом периоде пропорциональна
- 10. Рис. 61. Диаграмма объемных изменений в глине при сушке (по Берри) Воздушная усадка является результатом удаления
- 11. Исследования показали, что длительность сушки, например фарфоровых и фаянсовых тарелок, может быть значительно сокращена как при
- 12. Рис. 62. Изменение влажности при одностадийной сушке на гипсовых формах фаянсовых (1) и фарфоровых (2) тарелок
- 14. Скачать презентацию

Сушильные устройства и режимы сушки
Сушку проходят все керамические изделия. В процессе сушки полуфабрикат
Сушильные устройства и режимы сушки
Сушку проходят все керамические изделия. В процессе сушки полуфабрикат
Теоретические основы сушки.
Теоретические основы сушки.


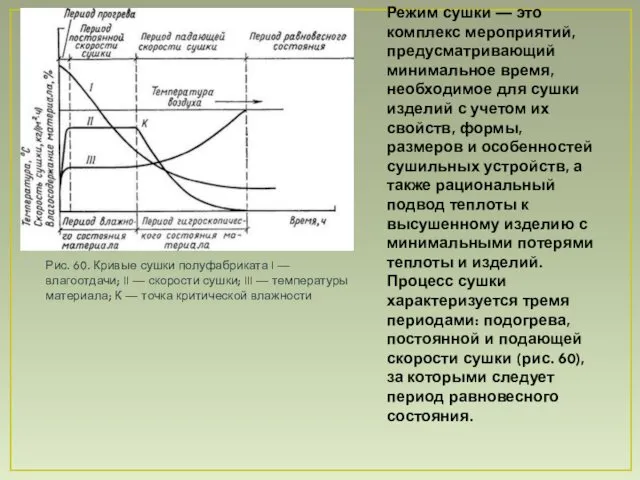
Режим сушки — это комплекс мероприятий, предусматривающий минимальное время, необходимое для сушки
Режим сушки — это комплекс мероприятий, предусматривающий минимальное время, необходимое для сушки

Первый период сушки характеризуется ускоренным прогревом массы полуфабриката от начальной температуры
Первый период сушки характеризуется ускоренным прогревом массы полуфабриката от начальной температуры

Второй период сушки характеризуется наличием на кривой скорости сушки (II) горизонтального
Второй период сушки характеризуется наличием на кривой скорости сушки (II) горизонтального

Третий период характеризуется падающей скоростью сушки и повышением температуры полуфабриката. Интенсивность
Третий период характеризуется падающей скоростью сушки и повышением температуры полуфабриката. Интенсивность

Рис. 61. Диаграмма объемных изменений в глине при сушке (по Берри)
Воздушная
Рис. 61. Диаграмма объемных изменений в глине при сушке (по Берри)
Воздушная
Исследования показали, что длительность сушки, например фарфоровых и фаянсовых тарелок, может
Исследования показали, что длительность сушки, например фарфоровых и фаянсовых тарелок, может
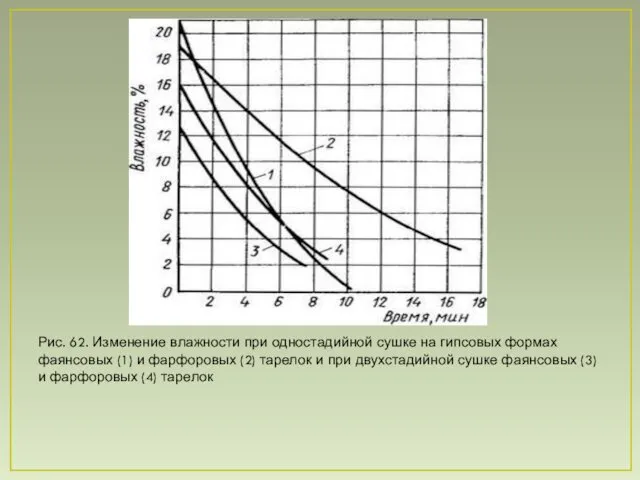
Рис. 62. Изменение влажности при одностадийной сушке на гипсовых формах фаянсовых
Рис. 62. Изменение влажности при одностадийной сушке на гипсовых формах фаянсовых
 Electric Car
Electric Car ООО БСЭС-Иркутск
ООО БСЭС-Иркутск DFM report for base of chair
DFM report for base of chair Родительское собрание
Родительское собрание Разработка комплексов системы управления и защиты реакторов ВВЭР
Разработка комплексов системы управления и защиты реакторов ВВЭР Тепловлажностный и воздушный режимы помещения
Тепловлажностный и воздушный режимы помещения Товароведная характеристика и экспертиза качества мясных полуфабрикатов различных производителей
Товароведная характеристика и экспертиза качества мясных полуфабрикатов различных производителей 20120806_podgotovka_kege_po_obshch.v-6
20120806_podgotovka_kege_po_obshch.v-6 Письмо с секретом. Все буквы
Письмо с секретом. Все буквы задание для группы №4Космос
задание для группы №4Космос 20121016_mbou_novinskaya_srednyaya_obshcheobrazovatelnaya_shkolaprezentaciya_k_lasteram
20121016_mbou_novinskaya_srednyaya_obshcheobrazovatelnaya_shkolaprezentaciya_k_lasteram Домофоны Falcon Eye
Домофоны Falcon Eye 0802В202
0802В202 Итоги прохождения отопительного периода 2019/2021, подготовка к осенне-зимнему периоду 2021/2022
Итоги прохождения отопительного периода 2019/2021, подготовка к осенне-зимнему периоду 2021/2022 20150124_byt_i_nravy_drevney_rusi
20150124_byt_i_nravy_drevney_rusi Интерактивная игра Слово о хлебе и в сказке говорится
Интерактивная игра Слово о хлебе и в сказке говорится Червоноградська загальна школа. Фотоальбом
Червоноградська загальна школа. Фотоальбом дорисуй картинки
дорисуй картинки Таблица умножения двух
Таблица умножения двух Проект Язык – друг, язык – враг с подгруппой детей группы №8
Проект Язык – друг, язык – враг с подгруппой детей группы №8 Удаленный контроль датчиков забойного давления и температуры
Удаленный контроль датчиков забойного давления и температуры На рубеже веков
На рубеже веков Промисловість будівельних метеріалів
Промисловість будівельних метеріалів Храмов благовест святой. Книги по православию
Храмов благовест святой. Книги по православию Поставки и обслуживание энергетического оборудования
Поставки и обслуживание энергетического оборудования Гонения на христиан в Римской империи
Гонения на христиан в Римской империи Тенденции развития строительного рынка 2022-23г
Тенденции развития строительного рынка 2022-23г 20141107_prezentatsiya_4
20141107_prezentatsiya_4