- Дереворежущие инструменты

Содержание
- 2. Станочные виды резания древесины
- 3. Рамные пилы
- 4. Ленточные пилы
- 5. Круглые и дисковые пилы
- 6. Фрезы насадные и концевые
- 7. Сверла
- 8. Лесопильное оборудование Лесопильная рама
- 9. Ленточнопильные станки
- 10. Многопильные круглопильные станки
- 11. Фрезерно-брусующие станки
- 12. КЛАССИФИКАЦИЯ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА Все дереворежущие инструменты являются рабочими орудиями для разрушения связей между частицами обрабатываемой заготовки
- 15. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СТАНОЧНОМУ ИНСТРУМЕНТУ Все станочные режущие инструменты должны отвечать ряду технологических и эксплуатационных требований.
- 16. Кроме того, высокая частота вращения является причиной недопустимо высоких вибраций и уровня шума при резании, отрицательно
- 17. Как видно из приведенной формулы, при одном и том же инструменте (число зубьев Z, неизменно) и
- 18. ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ Корпуса и лезвия инструмента, как правило, изготавливают из разных материалов. Для корпусов, элементов крепления
- 19. В настоящее время в качестве инструментальных материалов применяют стали (углеродистые, легированные и быстрорежущие), твердые сплавы, минералокерамические
- 20. Теплостойкость низколегированных инструментальных сталей 200-250°С, среднелегированных — до 400-500°С. Легированные стали маркируют по буквенно-цифровой системе. Первое
- 21. Легирующие элементы и их влияние на свойства стали: Хром (Сr) является присадкой, широко используемой в производстве
- 22. Ванадий (V) является одной из наилучших специальных примесей инструментальной стали. Даже малое количество ванадия повышает прочность,
- 23. Быстрорежущие стали — это, как правило, высоколегированные стали, химический состав которых и специальная термическая обработка обусловливают
- 24. Таблица 1.3 – Характеристика сталей
- 25. Твердые сплавы достаточно широко вошли в деревообработку с появлением труднообрабатываемых древесных материалов — древесно-стружечных (ДСтП) и
- 26. К литым твердым сплавам относятся стеллиты и сормайты. Стеллиты марок ВЗКР и ВЗК представляют сплавы на
- 28. Минералокерамические инструментальные материалы по твердости и теплостойкости превосходят даже твердые сплавы, однако существенно уступают им по
- 30. МЕХАНИЗМ ИЗНАШИВАНИЯ ЛЕЗВИЯ И ПОКАЗАТЕЛИ НАДЕЖНОСТИ ИНСТРУМЕНТА Рассмотрим, каким образом относительно мягкие древесные материалы при обработке
- 31. Существуют два ограничения использования твердых сплавов для дереворежущего инструмента: их не следует применять в инструментах, требующих
- 33. ЭТАПЫ СОЗДАНИЯ И ФУНКЦИОНИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА Первым этапом создания инструмента является его проектирование, включающее ряд стадий:
- 35. Скачать презентацию

Станочные виды резания древесины
Станочные виды резания древесины

Рамные пилы
Рамные пилы

Ленточные пилы
Ленточные пилы

Круглые и дисковые пилы
Круглые и дисковые пилы

Фрезы насадные и концевые
Фрезы насадные и концевые

Сверла
Сверла

Лесопильное оборудование
Лесопильная рама
Лесопильное оборудование
Лесопильная рама

Ленточнопильные станки
Ленточнопильные станки

Многопильные круглопильные станки
Многопильные круглопильные станки

Фрезерно-брусующие станки
Фрезерно-брусующие станки

КЛАССИФИКАЦИЯ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Все дереворежущие инструменты являются рабочими орудиями для разрушения связей
КЛАССИФИКАЦИЯ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Все дереворежущие инструменты являются рабочими орудиями для разрушения связей



ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СТАНОЧНОМУ ИНСТРУМЕНТУ
Все станочные режущие инструменты должны отвечать ряду
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К СТАНОЧНОМУ ИНСТРУМЕНТУ
Все станочные режущие инструменты должны отвечать ряду

Кроме того, высокая частота вращения является причиной недопустимо высоких вибраций и
Кроме того, высокая частота вращения является причиной недопустимо высоких вибраций и

Как видно из приведенной формулы, при одном и том же инструменте
Как видно из приведенной формулы, при одном и том же инструменте

ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Корпуса и лезвия инструмента, как правило, изготавливают из разных материалов.
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
Корпуса и лезвия инструмента, как правило, изготавливают из разных материалов.

В настоящее время в качестве инструментальных материалов применяют стали (углеродистые, легированные
В настоящее время в качестве инструментальных материалов применяют стали (углеродистые, легированные

Теплостойкость низколегированных инструментальных сталей 200-250°С, среднелегированных — до 400-500°С.
Легированные стали маркируют
Теплостойкость низколегированных инструментальных сталей 200-250°С, среднелегированных — до 400-500°С.
Легированные стали маркируют

Легирующие элементы и их влияние на свойства стали:
Хром (Сr) является присадкой,
Легирующие элементы и их влияние на свойства стали:
Хром (Сr) является присадкой,

Ванадий (V) является одной из наилучших специальных примесей инструментальной стали. Даже
Ванадий (V) является одной из наилучших специальных примесей инструментальной стали. Даже

Быстрорежущие стали — это, как правило, высоколегированные стали, химический состав которых
Быстрорежущие стали — это, как правило, высоколегированные стали, химический состав которых

Таблица 1.3 – Характеристика сталей
Таблица 1.3 – Характеристика сталей

Твердые сплавы достаточно широко вошли в деревообработку с появлением труднообрабатываемых древесных
Твердые сплавы достаточно широко вошли в деревообработку с появлением труднообрабатываемых древесных

К литым твердым сплавам относятся стеллиты и сормайты. Стеллиты марок ВЗКР
К литым твердым сплавам относятся стеллиты и сормайты. Стеллиты марок ВЗКР


Минералокерамические инструментальные материалы по твердости и теплостойкости превосходят даже твердые сплавы,
Минералокерамические инструментальные материалы по твердости и теплостойкости превосходят даже твердые сплавы,


МЕХАНИЗМ ИЗНАШИВАНИЯ ЛЕЗВИЯ
И ПОКАЗАТЕЛИ НАДЕЖНОСТИ ИНСТРУМЕНТА
Рассмотрим, каким образом относительно мягкие древесные
МЕХАНИЗМ ИЗНАШИВАНИЯ ЛЕЗВИЯ
И ПОКАЗАТЕЛИ НАДЕЖНОСТИ ИНСТРУМЕНТА
Рассмотрим, каким образом относительно мягкие древесные

Существуют два ограничения использования твердых сплавов для дереворежущего инструмента:
их не следует
Существуют два ограничения использования твердых сплавов для дереворежущего инструмента:
их не следует


ЭТАПЫ СОЗДАНИЯ И ФУНКЦИОНИРОВАНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Первым этапом создания инструмента является его проектирование,
ЭТАПЫ СОЗДАНИЯ И ФУНКЦИОНИРОВАНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Первым этапом создания инструмента является его проектирование,
 Генеральный план территории предприятия общественного питания
Генеральный план территории предприятия общественного питания Игристые вина, треннинг 2. Вино и пузырьки
Игристые вина, треннинг 2. Вино и пузырьки Презентация1 (1)
Презентация1 (1) Общие вопросы неразрушающего контроля
Общие вопросы неразрушающего контроля число имен существительных
число имен существительных Топливный баланс на нефтесервисном предприятии
Топливный баланс на нефтесервисном предприятии Экологически чистые технологии. Гидроэнергетика (Лекция 16)
Экологически чистые технологии. Гидроэнергетика (Лекция 16) Иллюстрации
Иллюстрации Символика архитектуры православного храма
Символика архитектуры православного храма Лекции3 Рекомб НК 4 Курс Био
Лекции3 Рекомб НК 4 Курс Био 20160630_k_uroku_muzykalnaya_azbuka_1_klass
20160630_k_uroku_muzykalnaya_azbuka_1_klass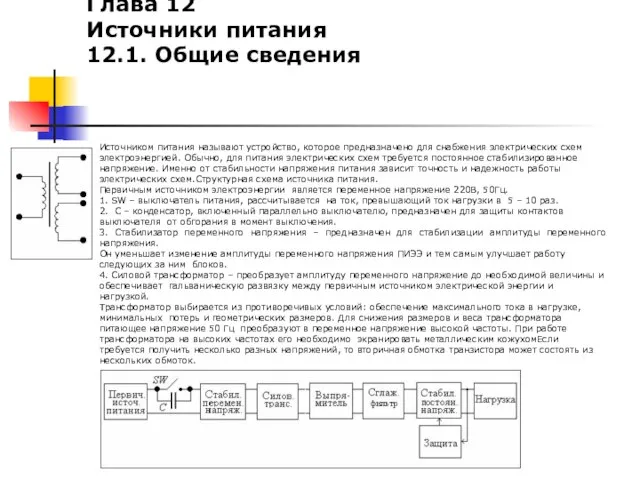 Источники питания. Общие сведения
Источники питания. Общие сведения Хвала рукам, что пахнут хлебом
Хвала рукам, что пахнут хлебом Поздравляю с 8 марта
Поздравляю с 8 марта Структура тиристора, ВАХ и принцип работы
Структура тиристора, ВАХ и принцип работы Игра в MS Power Point
Игра в MS Power Point Шинная организация архитектуры микропроцессорных систем
Шинная организация архитектуры микропроцессорных систем Газовая сварка стали. Предохранительный затвор
Газовая сварка стали. Предохранительный затвор f4073dbe5a3258d5f48f356f729b399
f4073dbe5a3258d5f48f356f729b399 Этапы становления социальной педагогики за рубежом
Этапы становления социальной педагогики за рубежом Умная Маруся
Умная Маруся Мұнай өнімдерін есепке алу және құюды басқарудың автоматтандырылған жүйелері
Мұнай өнімдерін есепке алу және құюды басқарудың автоматтандырылған жүйелері Упаковка оборудования для хлебобулочных изделий
Упаковка оборудования для хлебобулочных изделий Текст. Основные признаки текста. Основные виды переработки текста
Текст. Основные признаки текста. Основные виды переработки текста Физика в энергетике
Физика в энергетике 20150924_beseda_kak_metod
20150924_beseda_kak_metod Что может Трактор
Что может Трактор Ростовский зоопарк
Ростовский зоопарк