- Механическая обработка восстановленных деталей

Содержание
- 2. Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями Выбор вида обработки зависит от твердости и
- 3. Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6 – 30 мин), скорость резания
- 4. Обработка деталей с газотермическим напылением. Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная обработка: шабрение, анодно-механическая обработка,
- 5. , Шлифование: инструмент – шлифовальные круги: 1) из карбида кремния марки К3 (зернистость М25…М40, твердость СМ1…СТ1),
- 6. Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями. Чаще всего обработку выполняют шлифованием. Осажденное электролитически
- 7. Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой толщины покрытия. На пластмассовых покрытиях
- 8. Вопрос 3. Перспективные способы обработки восстановленных деталей. Абразивно-лезвийная обработка заключается в разупрочнении наплавленного металла. Источником нагрева
- 9. Рисунок 3 – Абразивно-лезвийная обработка LК – длина дуги контакта
- 10. Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ, при скорости резания Vр=8 м/мин,
- 11. Общая производительность: Q = QЛ + QШ Производительность лезвийного инструмента: QЛ = γ · υ ·
- 12. tп, мм Производительность шлифования: QШ = γ · υд · S0 · tШ υд - скорость
- 13. Рисунок 4 – Электрохимическое шлифование При восстановлении деталей покрытых износостойкими материалами обработка лезвийным инструментом затруднена из-за
- 14. Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным полюсом источника постоянного тока 1.
- 16. Скачать презентацию
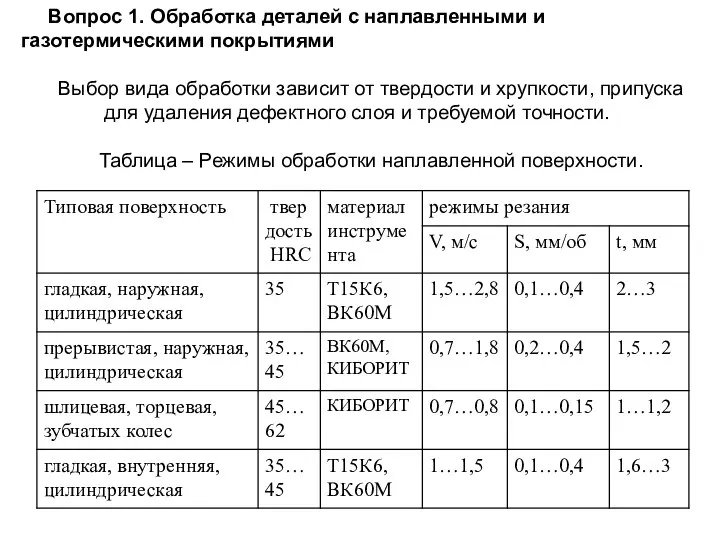
Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями
Выбор вида обработки
Вопрос 1. Обработка деталей с наплавленными и газотермическими покрытиями
Выбор вида обработки
Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6
Перспективным является применение киборита – материал, стойкость 120…180 мин (для Т15К6

Обработка деталей с газотермическим напылением.
Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная
Обработка деталей с газотермическим напылением.
Обрабатываются точением, шлифованием, сверлением и хонингованием. Слесарная
,
Шлифование: инструмент – шлифовальные круги:
1) из карбида кремния марки К3 (зернистость
,
Шлифование: инструмент – шлифовальные круги:
1) из карбида кремния марки К3 (зернистость
Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями.
Чаще всего обработку
Вопрос 2. Обработка деталей с гальваническими и синтетическими покрытиями.
Чаще всего обработку
Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой
Очень важно закрепить деталь в старых центровых отверстиях для обеспечения одинаковой
Вопрос 3. Перспективные способы обработки восстановленных деталей.
Абразивно-лезвийная обработка заключается в разупрочнении
Вопрос 3. Перспективные способы обработки восстановленных деталей.
Абразивно-лезвийная обработка заключается в разупрочнении
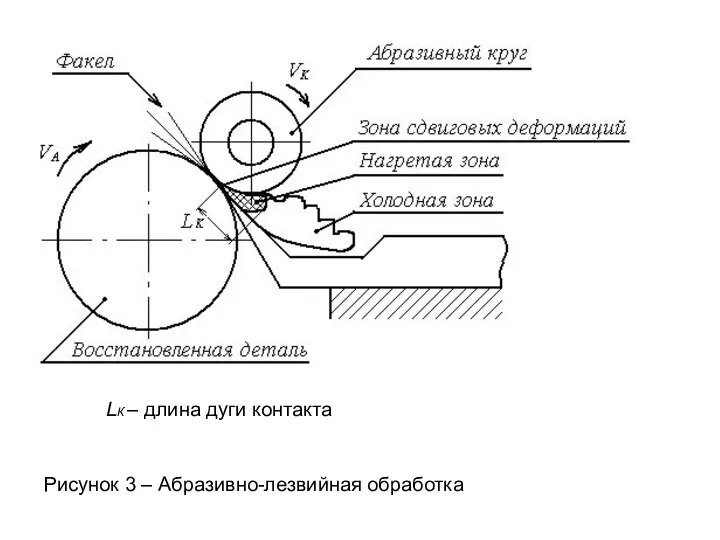
Рисунок 3 – Абразивно-лезвийная обработка
LК – длина дуги контакта
Рисунок 3 – Абразивно-лезвийная обработка
LК – длина дуги контакта
Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ,
Резец используют с пластиной ВК8. Шлиф. круг ПП150x20x32, 38А, 200В ТБ,
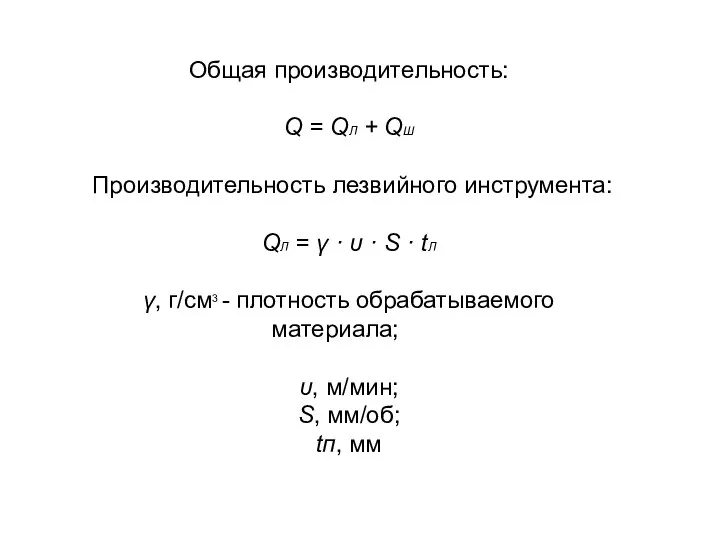
Общая производительность:
Q = QЛ + QШ
Производительность лезвийного инструмента:
QЛ = γ ·
Общая производительность:
Q = QЛ + QШ
Производительность лезвийного инструмента:
QЛ = γ ·
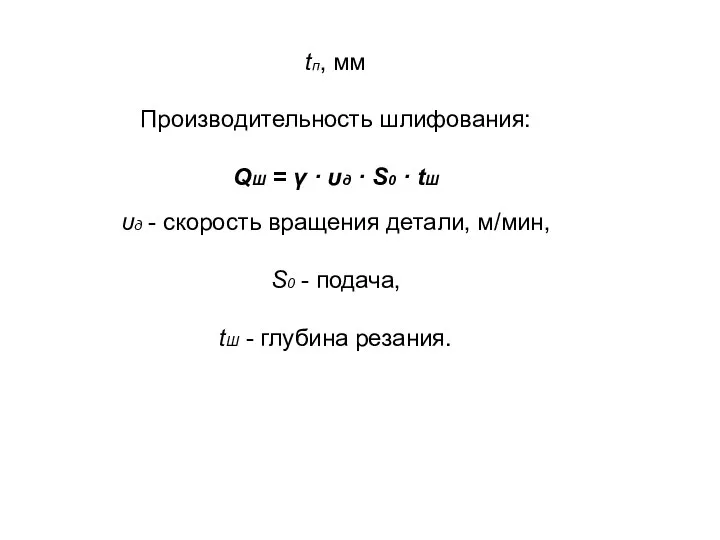
tп, мм
Производительность шлифования:
QШ = γ · υд · S0 · tШ
υд
tп, мм
Производительность шлифования:
QШ = γ · υд · S0 · tШ
υд
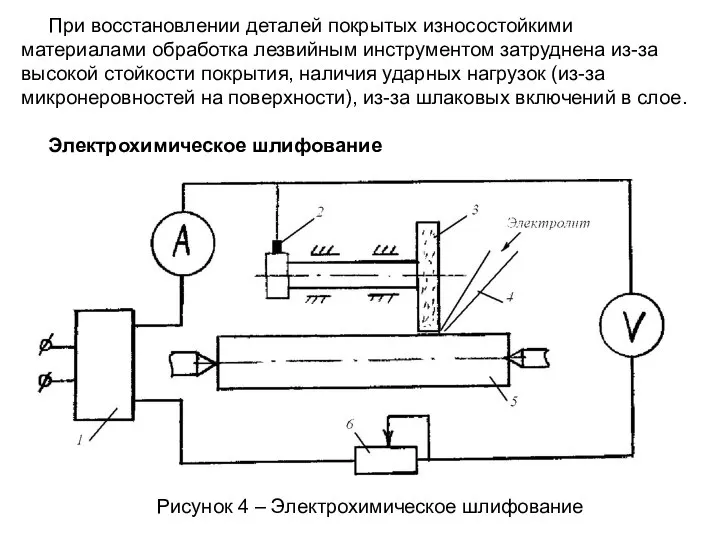
Рисунок 4 – Электрохимическое шлифование
При восстановлении деталей покрытых износостойкими материалами
Рисунок 4 – Электрохимическое шлифование
При восстановлении деталей покрытых износостойкими материалами
Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным
Токопроводящий круг 3 при помощи скользящего контакта 2 соединен с отрицательным
 Славянская Кукла в женской инициации
Славянская Кукла в женской инициации Спорт. Мячи
Спорт. Мячи Персональный компьютер
Персональный компьютер Основные понятия и определения статики
Основные понятия и определения статики Полупроводниковые диоды
Полупроводниковые диоды Возведение высотных зданий со стальным, железобетонным и смешанным каркасом
Возведение высотных зданий со стальным, железобетонным и смешанным каркасом Тема 4 Основы и социальная сущность бизнеса
Тема 4 Основы и социальная сущность бизнеса  ART NOUVEAU IN ITALY Performed: Hartig Anna
ART NOUVEAU IN ITALY Performed: Hartig Anna Приемы и растения для ландшфтного дизайна
Приемы и растения для ландшфтного дизайна Внешняя политика Ельцина Бориса Николаевича
Внешняя политика Ельцина Бориса Николаевича Презентация на тему "Первая медицинская помощь при остановке сердца" - скачать презентации по Медицине
Презентация на тему "Первая медицинская помощь при остановке сердца" - скачать презентации по Медицине Коллекции Python
Коллекции Python СИМВОЛЫ ЗЕМЛИ ТАМБОВСКОЙ Классный час для учащихся 1-4 классов
СИМВОЛЫ ЗЕМЛИ ТАМБОВСКОЙ Классный час для учащихся 1-4 классов Действительные числа. Степенная функция. Материалы по математике для обучающихся 10 класса.
Действительные числа. Степенная функция. Материалы по математике для обучающихся 10 класса.  Чтоб здоровым быть сполна - физкультура всем нужна (для дошкольников)
Чтоб здоровым быть сполна - физкультура всем нужна (для дошкольников) Изгибаемые элементы
Изгибаемые элементы Понятие, предмет и методы административного судопроизводства
Понятие, предмет и методы административного судопроизводства Презентация на тему: "Как мне имя выбирали"
Презентация на тему: "Как мне имя выбирали" Л 7 Раздел 2. Тема 2.4. Дифференциал и его приложение к приближённым вычислениям
Л 7 Раздел 2. Тема 2.4. Дифференциал и его приложение к приближённым вычислениям Демонстрация. Политические партии и партийные системы
Демонстрация. Политические партии и партийные системы Презентация "Путешествие от барокко к классицизму 2" - скачать презентации по МХК
Презентация "Путешествие от барокко к классицизму 2" - скачать презентации по МХК Potential Danger of Artificial Intelligence
Potential Danger of Artificial Intelligence Презентация Топливная промышленность и электроэнергетика
Презентация Топливная промышленность и электроэнергетика Программирование циклических алгоритмов. Начала программирования
Программирование циклических алгоритмов. Начала программирования Технологии ресайклинга при строительстве, реконструкции и ремонте земляного полотна
Технологии ресайклинга при строительстве, реконструкции и ремонте земляного полотна Польза детской йоги
Польза детской йоги Административная юрисдикция
Административная юрисдикция Оценка технического состояния объекта
Оценка технического состояния объекта