- Организация производства поточными и непоточными методами

Содержание
- 2. План Организация производства поточными и непоточными методами; Организация производства поточными методами
- 3. 1. Организация производства поточными и непоточными методами
- 4. Объемные проектные расчеты создания участков Объемные расчеты участков (цехов) основаны на определении ресурсов, необходимых для выполнения
- 5. Расчет количества единиц оборудования Расчетное количество однотипных рабочих мест Расчетное количество однотипных рабочих мест (Ср) округляется
- 6. Расчет численности рабочих Направления разделения труда: по характеру участия в производственном процессе рабочие делятся на основных
- 7. Расчет численности рабочих Различают численность: списочная – численность работников, числящихся в списках организации; явочная – сколько
- 8. Фонды времени работников Максимально возможный фонд времени рассчитывается по календарным дням Номинальный (табельный) фонд времени -
- 9. Многостаночное обслуживание Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в ходе которого ручные операции
- 10. 2. Организация производства поточными методами
- 11. Организация производства поточными методами Поточное производство – форма организации производства, основанная на ритмичной повторяемости согласованных во
- 12. Предпосылки организации поточного производства Устойчивый спрос на продукцию на длительную перспективу; Наличие в программе выпуска организации
- 13. Структурный элемент поточного производства Поточная линия – совокупность рабочих мест, оснащенных всем необходимым и расположенных по
- 14. Классификация поточных линий
- 15. Разновидности поточных линий По количеству закрепленных предметов и степени непрерывности работы выделяют: однопредметные непрерывные поточные линии;
- 16. Сравнительная характеристика поточных линий
- 17. Основные преимущества поточного производства повышение производительности труда; сокращение длительности производственного цикла; уменьшение заделов незавершенного производства; повышение
- 18. Однопредметные поточные линии Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического процесса при непрерывной работе
- 19. Классификация конвейерных линий Конвейер Рабочие (операции выполняются на конвейерной ленте) Распределительные (конвейер используется только для транспортировки)
- 20. Ритм линии Ритм (r) – основная характеристика поточной линии. Ритм – время , необходимое на обработку
- 21. Синхронизация Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения полной и равномерной нагрузки
- 22. Однопредметные прерывные поточные линии Однопредметные прерывные поточные линии изготавливают в течение длительного времени один вид продукции.
- 23. Однопредметные прерывные поточные линии Отсутствие синхронизации возникновение перерывов пролеживание деталей. Время перерывов: Пролеживающие между операциями изделия
- 24. Многопредметные переменно-поточные линии Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров). Закрепляется от 2 до 10
- 25. Многопредметные групповые поточные линии Изготавливаются родственные (подобные) изделия. Работают без переналадки оборудования. При обработке изделий самостоятельными
- 26. Преимущества многопредметных групповых поточных линий Повышение уровня гибкости производства – продукция поступает потребителя небольшими количествами; Минимизация
- 28. Скачать презентацию
План
Организация производства поточными и непоточными методами;
Организация производства поточными методами
План
Организация производства поточными и непоточными методами;
Организация производства поточными методами
1. Организация производства поточными и непоточными методами
1. Организация производства поточными и непоточными методами
Объемные проектные расчеты создания участков
Объемные расчеты участков (цехов) основаны на определении
Объемные проектные расчеты создания участков
Объемные расчеты участков (цехов) основаны на определении
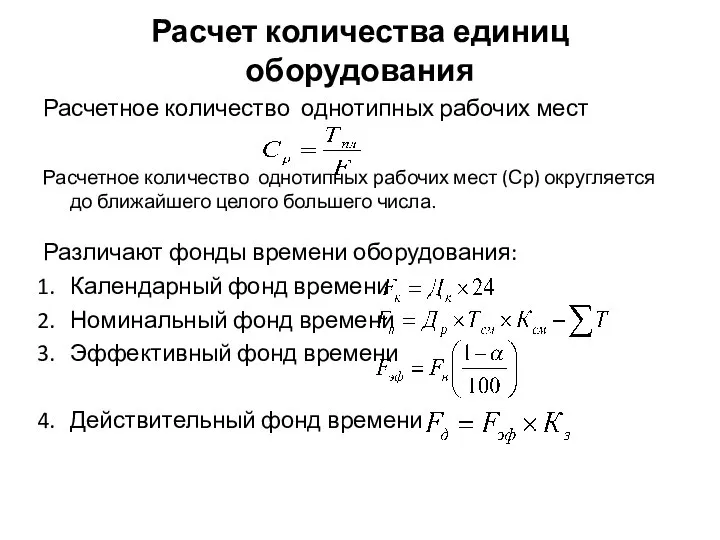
Расчет количества единиц оборудования
Расчетное количество однотипных рабочих мест
Расчетное количество однотипных рабочих
Расчет количества единиц оборудования
Расчетное количество однотипных рабочих мест
Расчетное количество однотипных рабочих
Расчет численности рабочих
Направления разделения труда:
по характеру участия в производственном процессе рабочие
Расчет численности рабочих
Направления разделения труда:
по характеру участия в производственном процессе рабочие
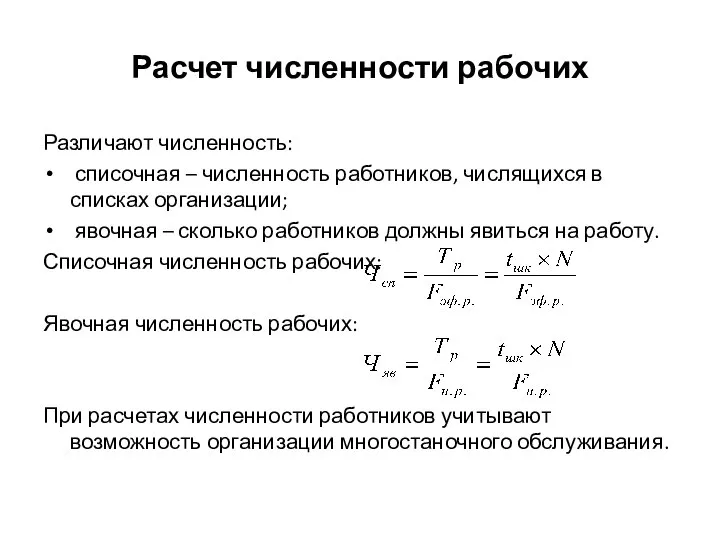
Расчет численности рабочих
Различают численность:
списочная – численность работников, числящихся в списках
Расчет численности рабочих
Различают численность:
списочная – численность работников, числящихся в списках
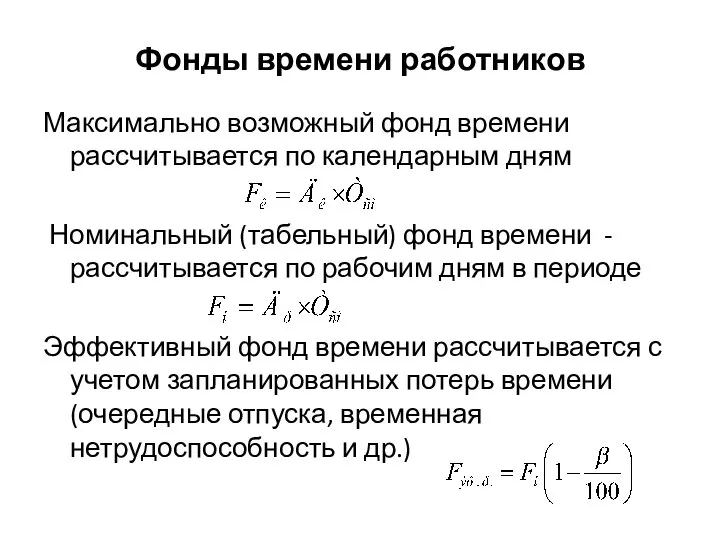
Фонды времени работников
Максимально возможный фонд времени рассчитывается по календарным дням
Номинальный
Фонды времени работников
Максимально возможный фонд времени рассчитывается по календарным дням
Номинальный
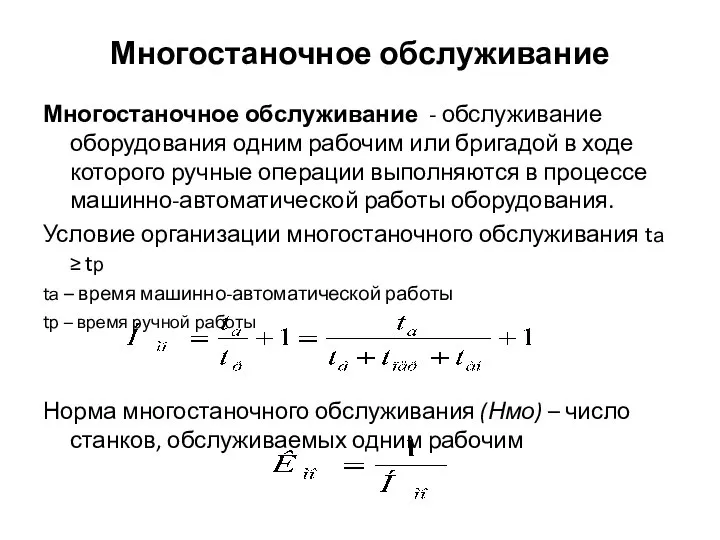
Многостаночное обслуживание
Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в
Многостаночное обслуживание
Многостаночное обслуживание - обслуживание оборудования одним рабочим или бригадой в
2. Организация производства поточными методами
2. Организация производства поточными методами
Организация производства поточными методами
Поточное производство – форма организации производства, основанная на
Организация производства поточными методами
Поточное производство – форма организации производства, основанная на
Предпосылки организации поточного производства
Устойчивый спрос на продукцию на длительную перспективу;
Наличие в
Предпосылки организации поточного производства
Устойчивый спрос на продукцию на длительную перспективу;
Наличие в
Структурный элемент поточного производства
Поточная линия – совокупность рабочих мест, оснащенных всем
Структурный элемент поточного производства
Поточная линия – совокупность рабочих мест, оснащенных всем
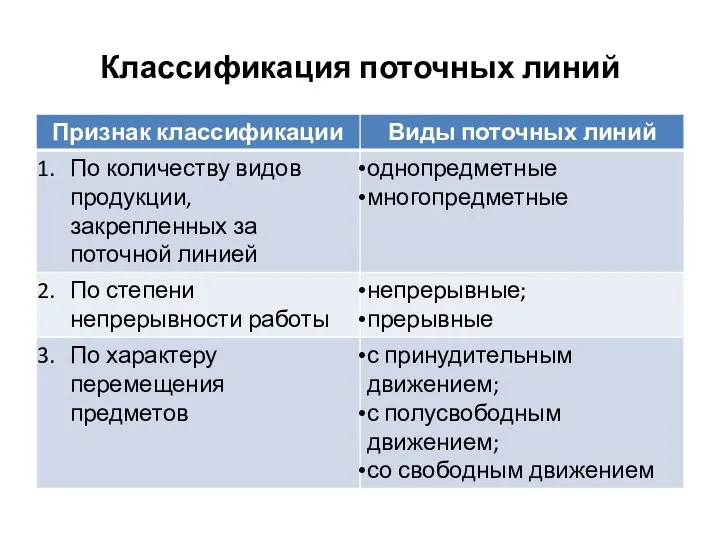
Классификация поточных линий
Классификация поточных линий
Разновидности поточных линий
По количеству закрепленных предметов и степени непрерывности работы выделяют:
однопредметные
Разновидности поточных линий
По количеству закрепленных предметов и степени непрерывности работы выделяют:
однопредметные
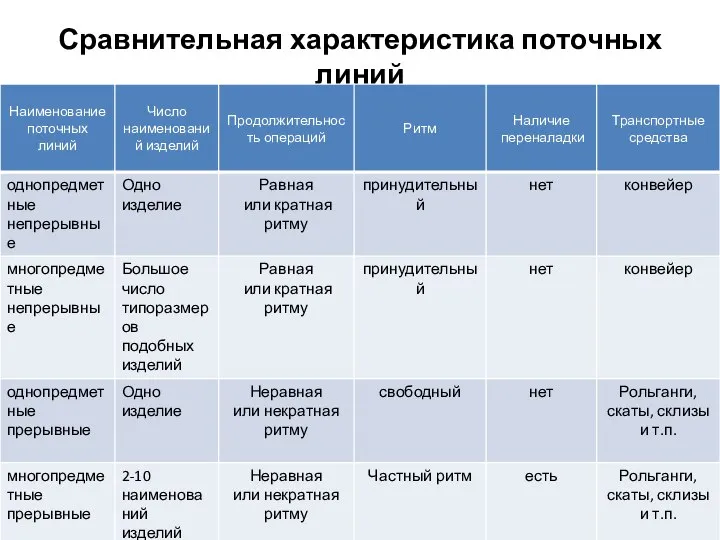
Сравнительная характеристика поточных линий
Сравнительная характеристика поточных линий
Основные преимущества поточного производства
повышение производительности труда;
сокращение длительности производственного цикла;
уменьшение заделов незавершенного
Основные преимущества поточного производства
повышение производительности труда;
сокращение длительности производственного цикла;
уменьшение заделов незавершенного
Однопредметные поточные линии
Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического
Однопредметные поточные линии
Непрерывно-поточные линии обеспечивают непрерывное движение предметов по операциям технологического
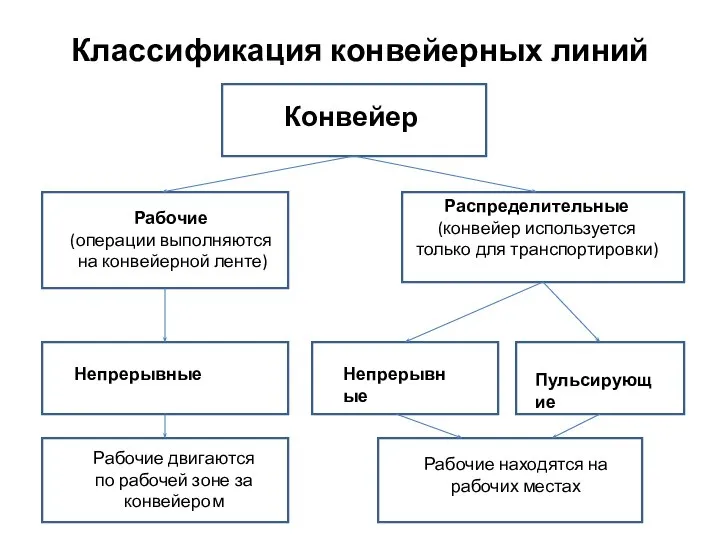
Классификация конвейерных линий
Конвейер
Рабочие
(операции выполняются
на конвейерной ленте)
Распределительные
(конвейер используется только для
Классификация конвейерных линий
Конвейер
Рабочие
(операции выполняются
на конвейерной ленте)
Распределительные (конвейер используется только для
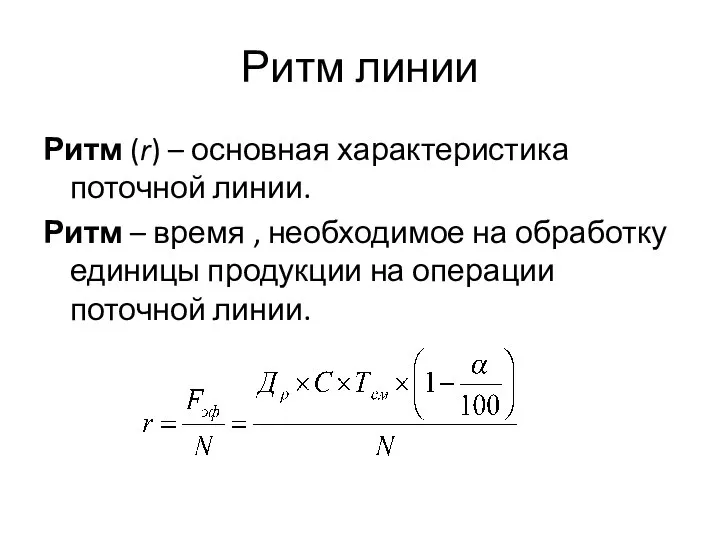
Ритм линии
Ритм (r) – основная характеристика поточной линии.
Ритм – время ,
Ритм линии
Ритм (r) – основная характеристика поточной линии.
Ритм – время ,
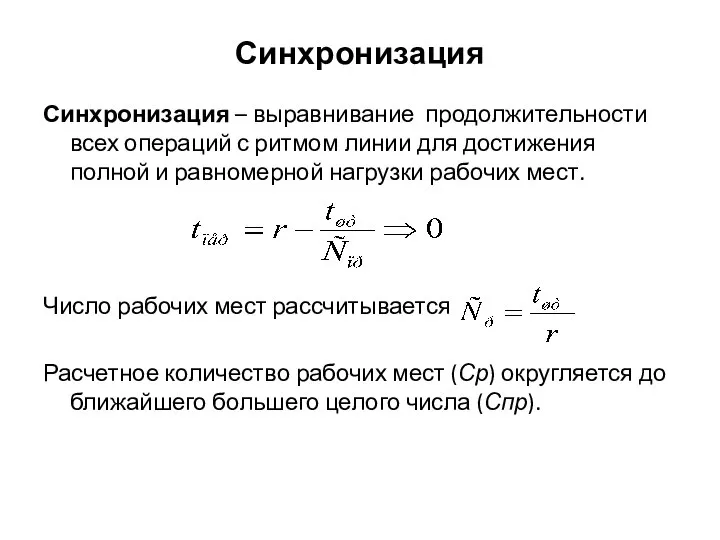
Синхронизация
Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения
Синхронизация
Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения
Однопредметные прерывные поточные линии
Однопредметные прерывные поточные линии изготавливают в течение длительного
Однопредметные прерывные поточные линии
Однопредметные прерывные поточные линии изготавливают в течение длительного
Однопредметные прерывные поточные линии
Отсутствие синхронизации возникновение перерывов пролеживание деталей.
Время перерывов:
Пролеживающие
Однопредметные прерывные поточные линии
Отсутствие синхронизации возникновение перерывов пролеживание деталей.
Время перерывов:
Пролеживающие
Многопредметные переменно-поточные линии
Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров).
Закрепляется от
Многопредметные переменно-поточные линии
Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров).
Закрепляется от
Многопредметные групповые поточные линии
Изготавливаются родственные (подобные) изделия.
Работают без переналадки оборудования.
При обработке
Многопредметные групповые поточные линии
Изготавливаются родственные (подобные) изделия.
Работают без переналадки оборудования.
При обработке
Преимущества многопредметных групповых поточных линий
Повышение уровня гибкости производства – продукция поступает
Преимущества многопредметных групповых поточных линий
Повышение уровня гибкости производства – продукция поступает
 Разнообразие животных Этот замечательный мир животных Подготовила : учитель начальных классов МКВ(с)ОУ г. Астрахани «О(с)ОШ №5» М
Разнообразие животных Этот замечательный мир животных Подготовила : учитель начальных классов МКВ(с)ОУ г. Астрахани «О(с)ОШ №5» М Социальные общности, как политические акторы
Социальные общности, как политические акторы тропанон
тропанон Семь чудес света
Семь чудес света Правонарушения и юридическая ответственность
Правонарушения и юридическая ответственность Спектральный анализ полигармонического сигнала
Спектральный анализ полигармонического сигнала Смешарики: Blood And Sweat - trailer
Смешарики: Blood And Sweat - trailer Разработка и реализация стратегии компании
Разработка и реализация стратегии компании WINK – новый интерфейс на STB
WINK – новый интерфейс на STB Free Love маркетинг
Free Love маркетинг Внешние и внутренние угрозы в высокотехнологичном секторе экономики Презентацию подготовил Кузнецов Павел Т-093
Внешние и внутренние угрозы в высокотехнологичном секторе экономики Презентацию подготовил Кузнецов Павел Т-093 Презентация "Банковские услуги" - скачать презентации по Экономике
Презентация "Банковские услуги" - скачать презентации по Экономике Урок математики. Десяток - презентация для начальной школы_
Урок математики. Десяток - презентация для начальной школы_ Troubleshooting VCM MemoKey
Troubleshooting VCM MemoKey Чем отличается культурный человек от некультурного
Чем отличается культурный человек от некультурного Краткая Биография Афанасия Афанасьевича Фета (1820 г. - 1892 г.)
Краткая Биография Афанасия Афанасьевича Фета (1820 г. - 1892 г.) Введение в античную историю
Введение в античную историю Счётчики. Простейшие схемы счётчиков
Счётчики. Простейшие схемы счётчиков Формы государства
Формы государства Культура в XVI веке. Просвещение, развитие научных знаний в России
Культура в XVI веке. Просвещение, развитие научных знаний в России ИГРА - БЕСЕДА «ИНТЕРЕСНО, А ЧТО ТЫ СКАЖЕШЬ?»
ИГРА - БЕСЕДА «ИНТЕРЕСНО, А ЧТО ТЫ СКАЖЕШЬ?»  Конституционное право РФ
Конституционное право РФ Общие сведения о железобетоне
Общие сведения о железобетоне Государственное и международное регулирование торговли услугами Выполнил: Блохин А.С. Дс 01
Государственное и международное регулирование торговли услугами Выполнил: Блохин А.С. Дс 01 Функціональні системи вертольота Ми-2. Допоміжні системи
Функціональні системи вертольота Ми-2. Допоміжні системи Метательный и пневматический тир
Метательный и пневматический тир бжд мерданова.м
бжд мерданова.м Трудности при овладении чтением (С.Н. Костромина, Л.Г. Нагаева Как преодолеть трудности в обучении детей. Чтение. – М.:АСТ; СПБ, 2008.)
Трудности при овладении чтением (С.Н. Костромина, Л.Г. Нагаева Как преодолеть трудности в обучении детей. Чтение. – М.:АСТ; СПБ, 2008.)