- Технологический процесс обработки детали заглушка

Содержание
- 2. Цель выпускной квалификационной работы: Разработать технологический процесс обработки детали «Заглушка». Задачи выпускной квалификационной работы : Провести
- 3. Эскиз детали заглушки 3 Технические требования к детали σв = 600 МПа ρ Твердость 2550HB
- 4. Анализ выбора материала 4
- 5. Выбор титанового сплава 5
- 6. Прочность Твердость Экономический показатель 6 ВЫБРАН СПЛАВ - ОТ4-1
- 7. Входной контроль 7 Общий вид спектрометра
- 8. Эскиз 3D модели детали заглушка 8
- 9. Определение типа производства 9
- 10. Способ получения заготовки Штамповка Литье 10
- 11. Достоинства и недостатки Достоинства ГОШ Меньшая опасность разрушения; Оборудование меньшей мощности; Устраняется необходимость промежуточных отжигов; Возможность
- 12. Отрезка прутков проката 12
- 13. График зависимости нагрузки от расстояния 13
- 14. Выбор оборудования Общий вид кривошипно-штамповочного пресса 14
- 15. Технологическая карта механической обработки 15
- 16. Выбор станочного оборудования Токарно-винторезный станок с ЧПУ АС16М20Ф3 16
- 17. График режима термической обработки 17
- 18. Вакуумная печь 18
- 19. Контроль качества Разрывная машина Твердомер Бринелль ТШ-2 19
- 20. Карта термической обработки 20
- 22. Скачать презентацию
Цель выпускной квалификационной работы: Разработать технологический процесс обработки детали «Заглушка».
Задачи
Цель выпускной квалификационной работы: Разработать технологический процесс обработки детали «Заглушка».
Задачи
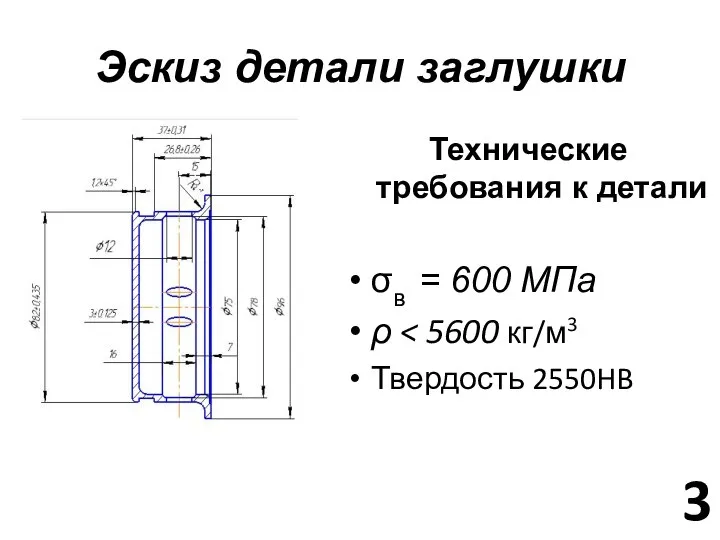
Эскиз детали заглушки
3
Технические требования к детали
σв = 600 МПа
ρ < 5600
Эскиз детали заглушки
3
Технические требования к детали
σв = 600 МПа
ρ < 5600
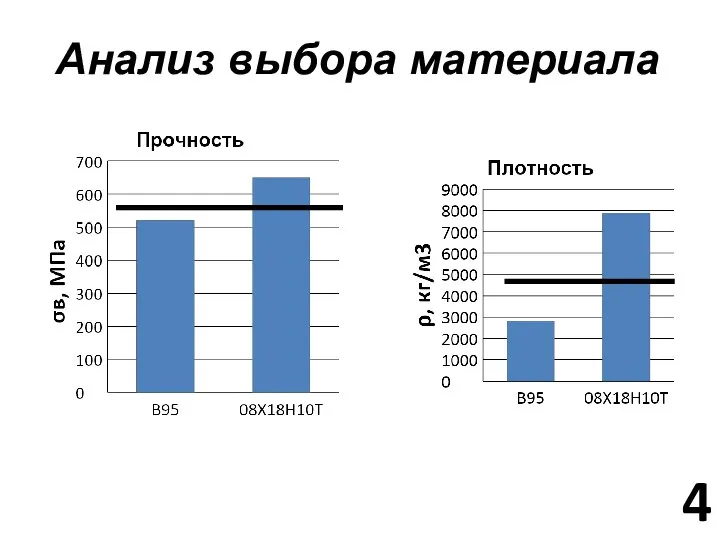
Анализ выбора материала
4
Анализ выбора материала
4
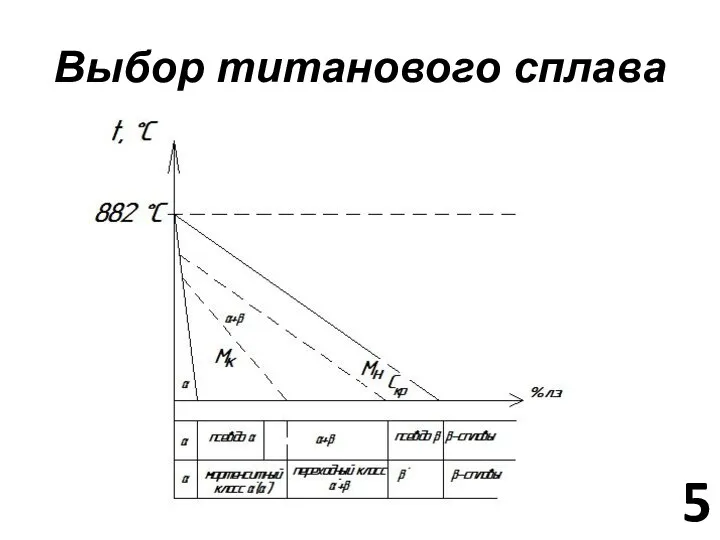
Выбор титанового сплава
5
Выбор титанового сплава
5

Прочность
Твердость
Экономический показатель
6
ВЫБРАН СПЛАВ - ОТ4-1
Прочность
Твердость
Экономический показатель
6
ВЫБРАН СПЛАВ - ОТ4-1

Входной контроль
7
Общий вид спектрометра
Входной контроль
7
Общий вид спектрометра
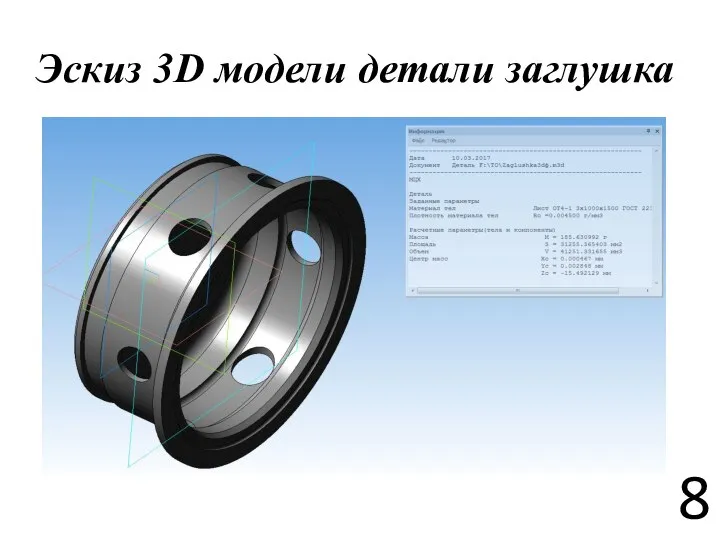
Эскиз 3D модели детали заглушка
8
Эскиз 3D модели детали заглушка
8
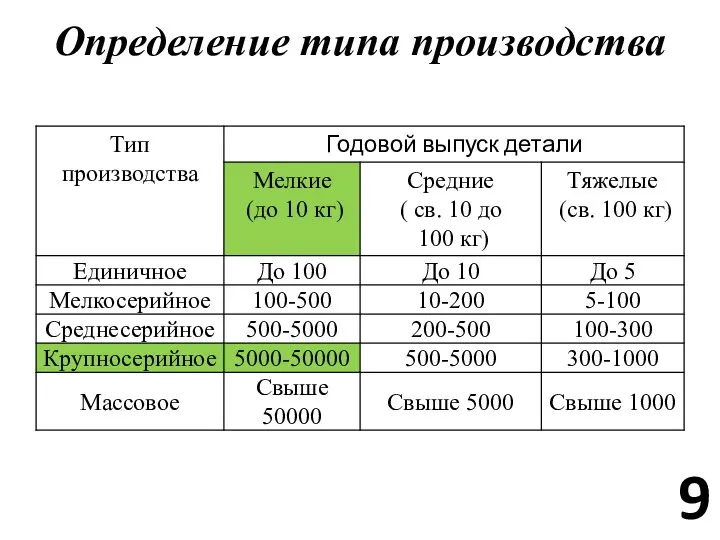
Определение типа производства
9
Определение типа производства
9

Способ получения заготовки
Штамповка
Литье
10
Способ получения заготовки
Штамповка
Литье
10
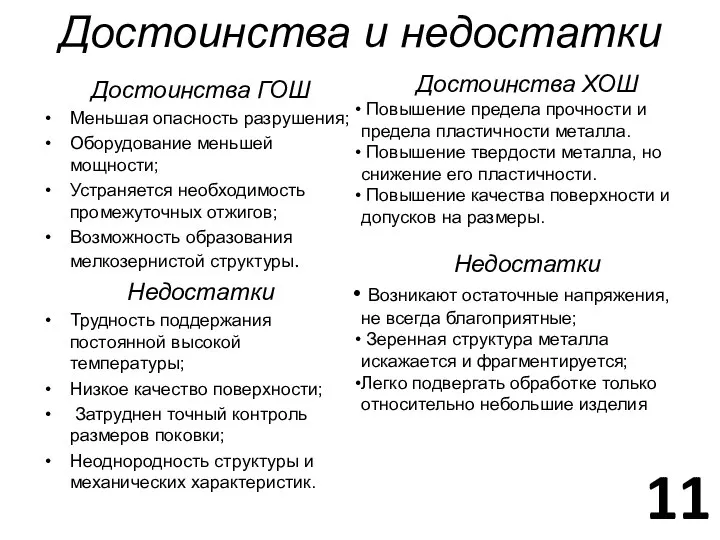
Достоинства и недостатки
Достоинства ГОШ
Меньшая опасность разрушения;
Оборудование меньшей мощности;
Устраняется необходимость промежуточных отжигов;
Возможность
Достоинства и недостатки
Достоинства ГОШ
Меньшая опасность разрушения;
Оборудование меньшей мощности;
Устраняется необходимость промежуточных отжигов;
Возможность

Отрезка прутков проката
12
Отрезка прутков проката
12
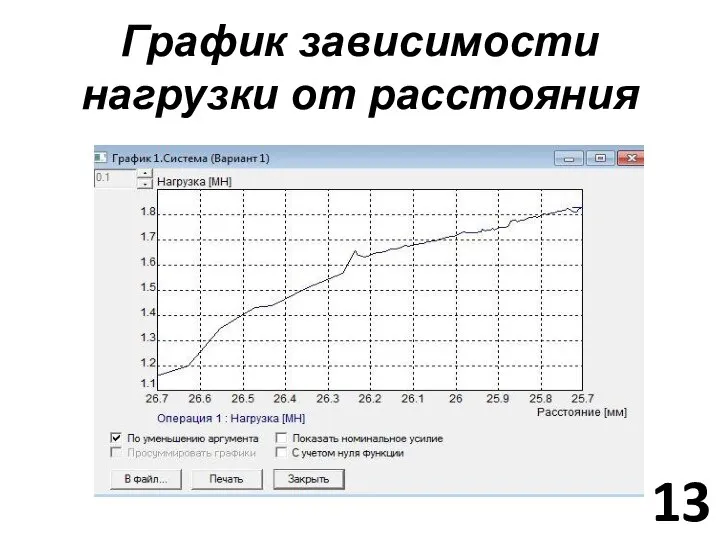
График зависимости нагрузки от расстояния
13
График зависимости нагрузки от расстояния
13

Выбор оборудования
Общий вид кривошипно-штамповочного пресса
14
Выбор оборудования
Общий вид кривошипно-штамповочного пресса
14

Технологическая карта механической обработки
15
Технологическая карта механической обработки
15

Выбор станочного оборудования
Токарно-винторезный станок с ЧПУ АС16М20Ф3
16
Выбор станочного оборудования
Токарно-винторезный станок с ЧПУ АС16М20Ф3
16

График режима термической обработки
17
График режима термической обработки
17

Вакуумная печь
18
Вакуумная печь
18

Контроль качества
Разрывная машина
Твердомер Бринелль ТШ-2
19
Контроль качества
Разрывная машина
Твердомер Бринелль ТШ-2
19
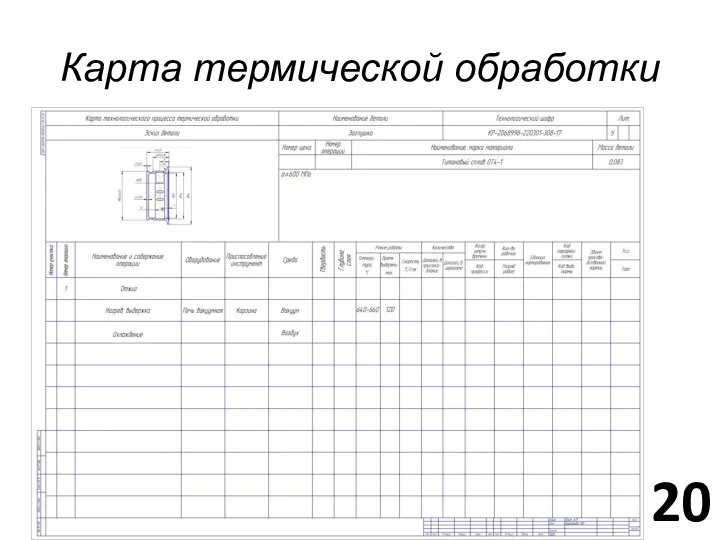
Карта термической обработки
20
Карта термической обработки
20
 Антропогенное воздействие на природу
Антропогенное воздействие на природу  Компьютерные сети
Компьютерные сети Латиноамериканский язык и базовая медицинская терминология. Зат есімдер мен сын есімдердің сөзжасамы
Латиноамериканский язык и базовая медицинская терминология. Зат есімдер мен сын есімдердің сөзжасамы Українська драматургія і театр кінець XVIII-XIX століття
Українська драматургія і театр кінець XVIII-XIX століття Политологический анализ демократии
Политологический анализ демократии Художественная культура Нового Времени
Художественная культура Нового Времени Ақшалық заттарды жоспарлау әдістері. Өзге активті жоспарлау әдістері
Ақшалық заттарды жоспарлау әдістері. Өзге активті жоспарлау әдістері Cветолечение
Cветолечение Литературная викторина Автор презентации Клюквина В А
Литературная викторина Автор презентации Клюквина В А Воды морей солёные на вкус.
Воды морей солёные на вкус. патриотическое воспитание
патриотическое воспитание Невский проспект - визитная карточка Санкт-Петербурга
Невский проспект - визитная карточка Санкт-Петербурга «Народная игрушка - деревянная игрушка». Знакомство с русской народной игрушкой-матрешкой
«Народная игрушка - деревянная игрушка». Знакомство с русской народной игрушкой-матрешкой Time’s up a the elektronika
Time’s up a the elektronika Проекционное черчение (основы начертательной геометрии)
Проекционное черчение (основы начертательной геометрии) Государство Алжир
Государство Алжир Особенности делового общения в различных культурах
Особенности делового общения в различных культурах Порядок работы двигателя
Порядок работы двигателя ЛИТЕРАТУРА ДРЕВНЕГО ЕГИПТА
ЛИТЕРАТУРА ДРЕВНЕГО ЕГИПТА Дистрибутивы Linux
Дистрибутивы Linux Применение аналоговых перемножителей и балансных модуляторов
Применение аналоговых перемножителей и балансных модуляторов Организационные структуры в проектах. Управление проектами
Организационные структуры в проектах. Управление проектами SEO Коучинг. Семантическое ядро. часть 2
SEO Коучинг. Семантическое ядро. часть 2 «В ногу» со временем! Компания «SMART photographer». Инстамат
«В ногу» со временем! Компания «SMART photographer». Инстамат Політичне лідерство. Політична еліта
Політичне лідерство. Політична еліта Я - вінець творіння
Я - вінець творіння Система работы учителя математики с родителями при подготовке учащихся к государственной итоговой аттестации в форме ЕГЭ (из оп
Система работы учителя математики с родителями при подготовке учащихся к государственной итоговой аттестации в форме ЕГЭ (из оп Механические колебания 11 класс
Механические колебания 11 класс