- Опиливание металла

Содержание
- 2. Опиливание металла - простейшая операция металлообработки Опиливание – это слесарная металлообработка , во время которой происходит
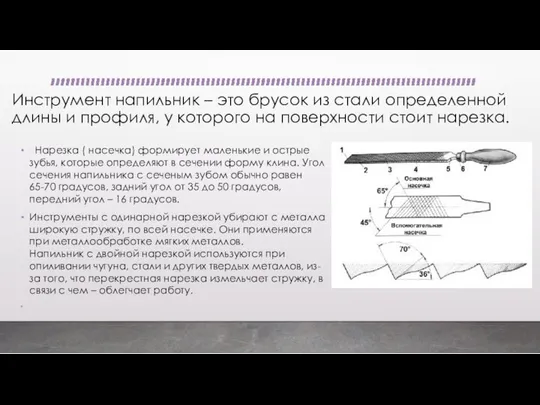
- 3. Инструмент напильник – это брусок из стали определенной длины и профиля, у которого на поверхности стоит
- 4. По своему назначению резки металла напильники делятся на следующие группы: Общего назначения. Надфили. Специального назначения. Машинные
- 5. По количеству насечек на 1 см. напильники разделяют на 6 разных номеров: Напильники с нарезкой от
- 6. По своей длине напильники изготавливаются от 150 до 400 мм. По форме сечения их делят на
- 7. При работе с напильниками необходимо соблюдать следующие правила: предохранять напильники даже от незначительных ударов, которые могут
- 8. Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты
- 9. Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует вполоборота к верстаку на расстоянии
- 10. Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего
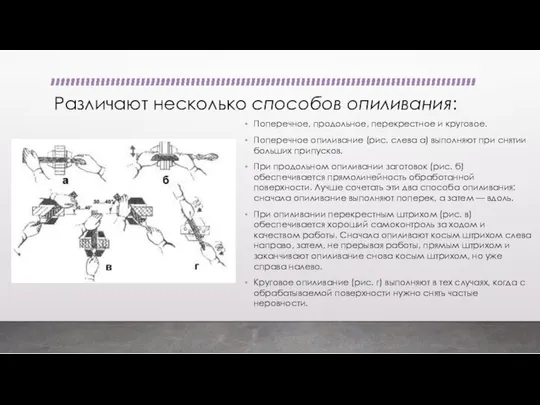
- 11. Различают несколько способов опиливания: Поперечное, продольное, перекрестное и круговое. Поперечное опиливание (рис. слева а) выполняют при
- 12. Правильность опиливания проверяют линейкой или угольником на просвет (рис. справа): если просвет отсутствует — поверхность ровная.
- 14. Скачать презентацию
Опиливание металла - простейшая операция металлообработки
Опиливание – это слесарная металлообработка , во время которой
Опиливание металла - простейшая операция металлообработки
Опиливание – это слесарная металлообработка , во время которой
Инструмент напильник – это брусок из стали определенной длины и профиля,
Инструмент напильник – это брусок из стали определенной длины и профиля,
По своему назначению резки металла напильники делятся на следующие группы:
Общего назначения.
Надфили.
Специального назначения.
Машинные напильники.
Рашпили.
По своему назначению резки металла напильники делятся на следующие группы:
Общего назначения.
Надфили.
Специального назначения.
Машинные напильники.
Рашпили.
По количеству насечек на 1 см. напильники разделяют на 6 разных
По количеству насечек на 1 см. напильники разделяют на 6 разных
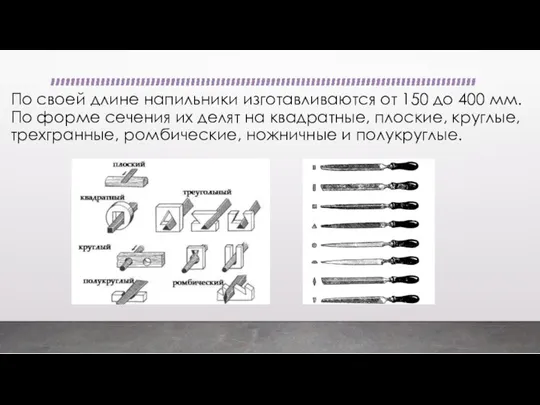
По своей длине напильники изготавливаются от 150 до 400 мм. По
По своей длине напильники изготавливаются от 150 до 400 мм. По
При работе с напильниками необходимо соблюдать следующие правила:
предохранять напильники даже от
При работе с напильниками необходимо соблюдать следующие правила:
предохранять напильники даже от
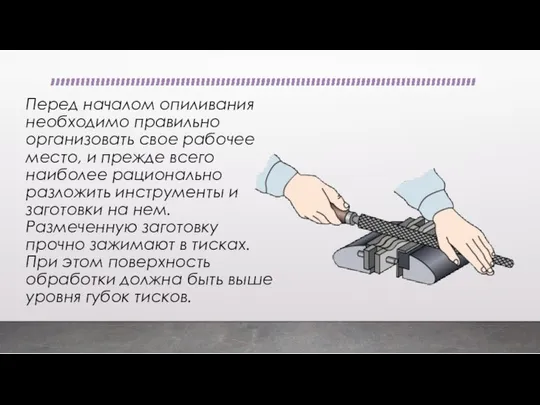
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде
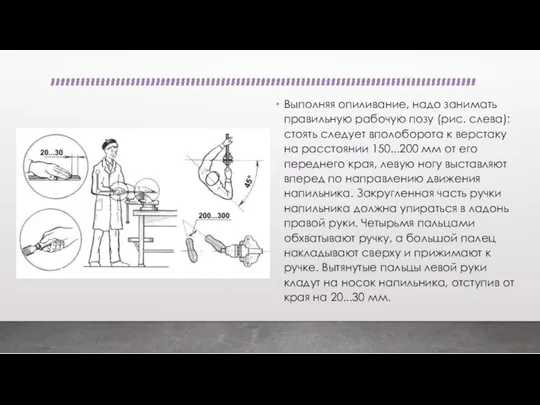
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует
Выполняя опиливание, надо занимать правильную рабочую позу (рис. слева): стоять следует
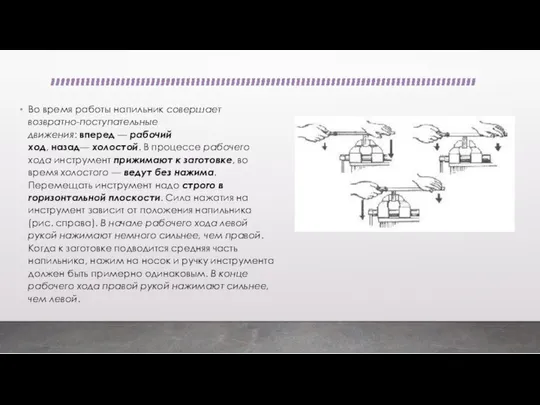
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к
Различают несколько способов опиливания:
Поперечное, продольное, перекрестное и круговое.
Поперечное опиливание (рис. слева а) выполняют при снятии
Различают несколько способов опиливания:
Поперечное, продольное, перекрестное и круговое.
Поперечное опиливание (рис. слева а) выполняют при снятии
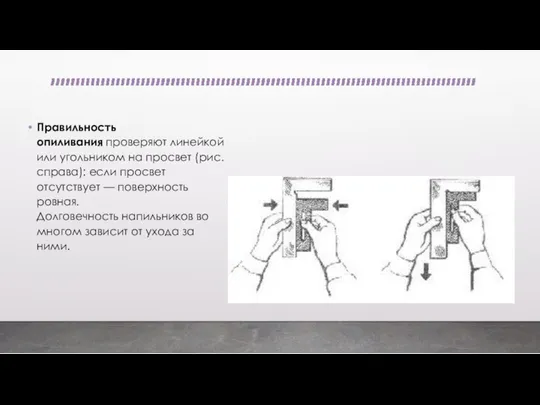
Правильность опиливания проверяют линейкой или угольником на просвет (рис. справа): если просвет
Правильность опиливания проверяют линейкой или угольником на просвет (рис. справа): если просвет
 Отчет о лабораторной работе № 3. Сохранение механической энергии при движении тела под действием сил тяжести и упругости
Отчет о лабораторной работе № 3. Сохранение механической энергии при движении тела под действием сил тяжести и упругости Акустические методы контроля
Акустические методы контроля Министерство общего и профессионального образования Муниципальное учреждение Берёзовской средней школы. ТАЙНЫ ЕГИПЕТСКИХ ПИРА
Министерство общего и профессионального образования Муниципальное учреждение Берёзовской средней школы. ТАЙНЫ ЕГИПЕТСКИХ ПИРА Движение по окружности
Движение по окружности  Аварийные источники электрической энергии. Аккумуляторы. RAT
Аварийные источники электрической энергии. Аккумуляторы. RAT Магниты на основе современных массивных высокотемпературных сверхпроводников
Магниты на основе современных массивных высокотемпературных сверхпроводников Звук и ультразвук. (Лекция 8)
Звук и ультразвук. (Лекция 8) Презентация Сила упругости
Презентация Сила упругости  Паровая машина. История изобретения паровой машины
Паровая машина. История изобретения паровой машины Электрическое поле. Законы постоянного тока
Электрическое поле. Законы постоянного тока Расчет и проектирование неритмичных потоков. Решение задач
Расчет и проектирование неритмичных потоков. Решение задач Атомная электростанция (АЭС)
Атомная электростанция (АЭС) Жарық дисперсиясы және поляризациясы
Жарық дисперсиясы және поляризациясы Биологиялық жүйелер люминесценциясы. (Дәріс 15)
Биологиялық жүйелер люминесценциясы. (Дәріс 15)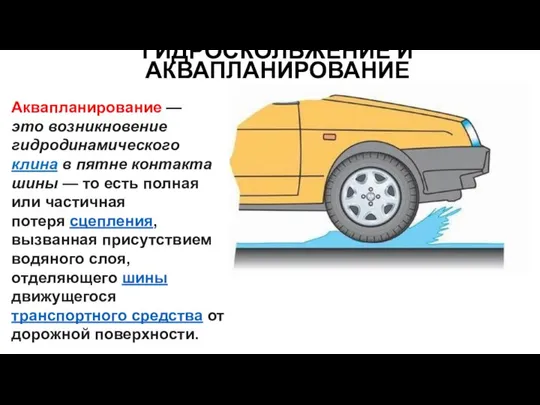 Гидроскольжение и аквапланирование
Гидроскольжение и аквапланирование Гравиметрия. Гравитационное поле
Гравиметрия. Гравитационное поле Равновесие твердого тела. Решение задач
Равновесие твердого тела. Решение задач Аттестационная работа. Изменение влажности воздуха и температуры при смене погодных условий
Аттестационная работа. Изменение влажности воздуха и температуры при смене погодных условий Використання енергії вітру. Потенціал вітрової енергії у світі та в Україні. (Лекція 3.8)
Використання енергії вітру. Потенціал вітрової енергії у світі та в Україні. (Лекція 3.8) Михаил Васильевич Ломоносов (1711-1765) Ученый, поэт. Презентацию выполнила: ученица 9 «б» класса
Михаил Васильевич Ломоносов (1711-1765) Ученый, поэт. Презентацию выполнила: ученица 9 «б» класса  Лампа ДРВ, ДРЛ, ДРИ и ДНаТ
Лампа ДРВ, ДРЛ, ДРИ и ДНаТ Основы оптики
Основы оптики Электростатическое поле. Закон Кулона. Напряженность электростатического поля
Электростатическое поле. Закон Кулона. Напряженность электростатического поля Гамма-излучение
Гамма-излучение Основи гемодинаміки
Основи гемодинаміки Создание анимации «Кипение»
Создание анимации «Кипение» Теплові двигуни та охорона навколишнього середовища
Теплові двигуни та охорона навколишнього середовища  Магнитное поле
Магнитное поле