- Полирование. Отделка ювелирных изделий

Содержание
- 2. ПОЛИРОВАНИЕ Отделка ювелирных изделий - это окончательная обработка поверхности, доведение их до состояния товарного вида. Отделочные
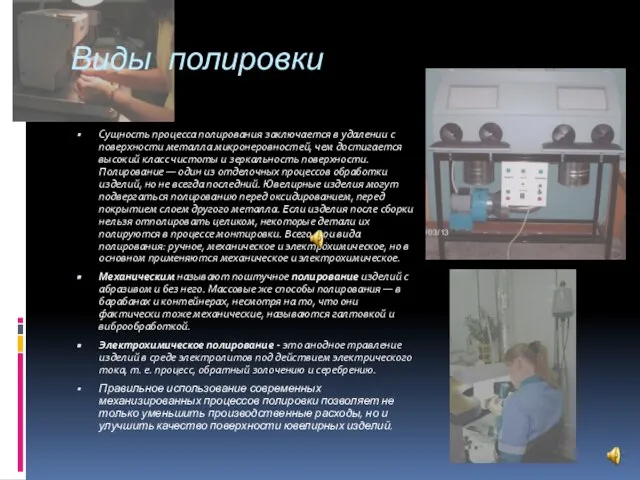
- 3. Виды полировки Сущность процесса полирования заключается в удалении с поверхности металла микронеровностей, чем достигается высокий класс
- 4. Инструментом для ручного полирования служат специальные стальные и гематитовые полировники. В тех случаях, когда нельзя применить
- 6. Инструментом для механического полирования служат эластичные круги и щетки. Материалы кругов должны хорошо удерживать на поверхности
- 8. Виброобработка — схожий с галтовкой процесс полирования в среде наполнителя, но не во вращающемся барабане, а
- 9. Галтовка. Способ массового полирования изделий на вращающемся барабане в среде полирующих и моющих средств. Полирующим средством,
- 10. Отшлифованное металлическое изделие полируется с помощью специальных полировальных паст, в которые могут входить мел, известь, доломит,
- 12. Скачать презентацию
ПОЛИРОВАНИЕ
Отделка ювелирных изделий - это окончательная обработка поверхности, доведение их до
ПОЛИРОВАНИЕ
Отделка ювелирных изделий - это окончательная обработка поверхности, доведение их до
Виды полировки
Сущность процесса полирования заключается в удалении с поверхности металла микронеровностей,
Виды полировки
Сущность процесса полирования заключается в удалении с поверхности металла микронеровностей,
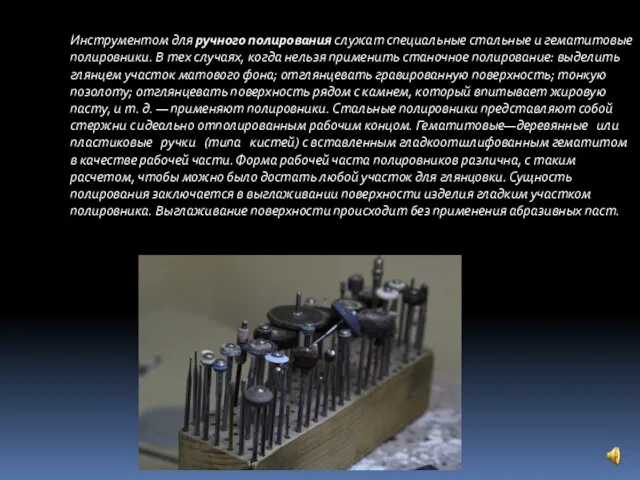
Инструментом для ручного полирования служат специальные стальные и гематитовые полировники. В
Инструментом для ручного полирования служат специальные стальные и гематитовые полировники. В

Инструментом для механического полирования служат эластичные круги и щетки. Материалы кругов
Инструментом для механического полирования служат эластичные круги и щетки. Материалы кругов

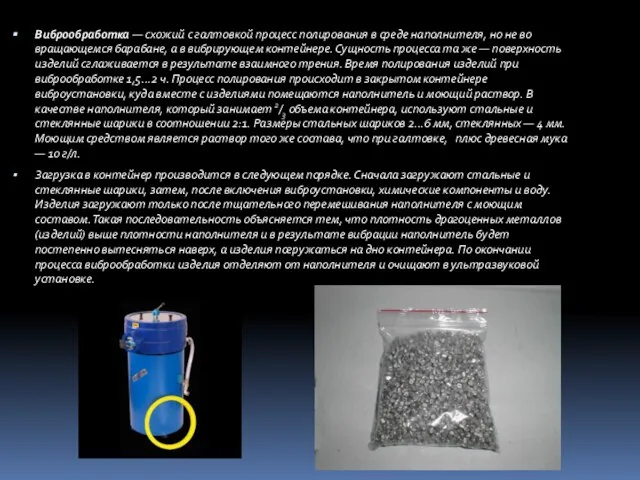
Виброобработка — схожий с галтовкой процесс полирования в среде наполнителя, но
Виброобработка — схожий с галтовкой процесс полирования в среде наполнителя, но
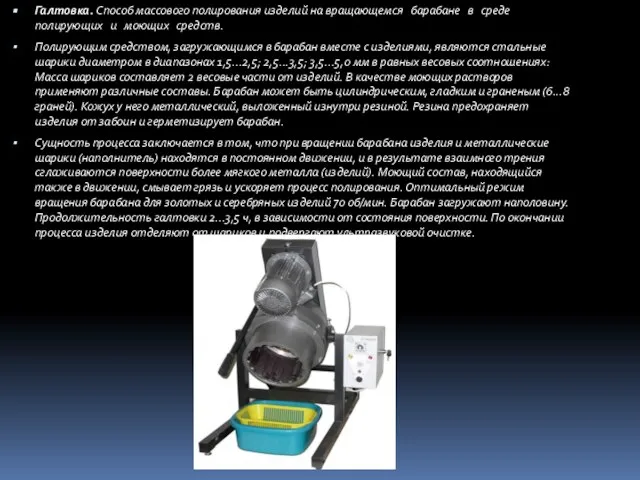
Галтовка. Способ массового полирования изделий на вращающемся барабане в среде полирующих
Галтовка. Способ массового полирования изделий на вращающемся барабане в среде полирующих
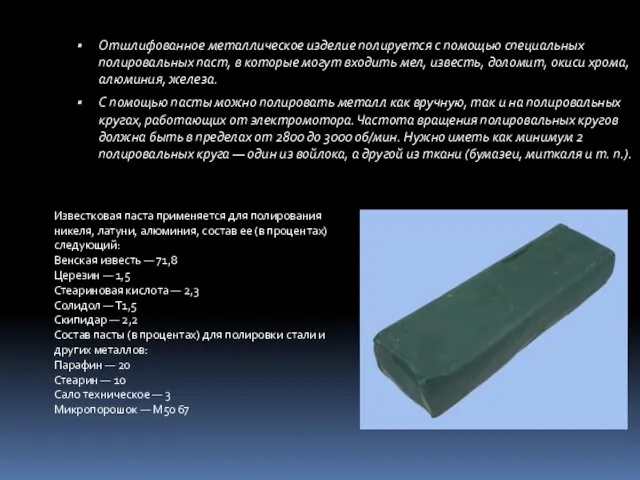
Отшлифованное металлическое изделие полируется с помощью специальных полировальных паст, в которые
Отшлифованное металлическое изделие полируется с помощью специальных полировальных паст, в которые
 Источники света. Распространение света. Урок физики в 8 классе. Автор Бабаева ВалентинаВасильевна Учитель физики МОУ Будинская О
Источники света. Распространение света. Урок физики в 8 классе. Автор Бабаева ВалентинаВасильевна Учитель физики МОУ Будинская О «Изобретение зеркала, свет, преломление света, световой луч» Автор: Данилов Илья 8 «А» Учитель: Степанюк Елена Александровна
«Изобретение зеркала, свет, преломление света, световой луч» Автор: Данилов Илья 8 «А» Учитель: Степанюк Елена Александровна Сложные и нестандартные задачи ЕГЭ по физике
Сложные и нестандартные задачи ЕГЭ по физике Презентация по физике "затмение" - скачать
Презентация по физике "затмение" - скачать  Приложения химической термодинамики. Термодинамика фазовых равновесий
Приложения химической термодинамики. Термодинамика фазовых равновесий Необходимость и методы уравновешивания двс. (лекция 11)
Необходимость и методы уравновешивания двс. (лекция 11) Кристаллофизика негіздері
Кристаллофизика негіздері Магнитное поле и его графическое изображение. Неоднородное и однородное магнитное поле
Магнитное поле и его графическое изображение. Неоднородное и однородное магнитное поле Закон Ома. Расчёт сопротивления проводника. (8 класс)
Закон Ома. Расчёт сопротивления проводника. (8 класс) Электромагнетизм и квантовая механика
Электромагнетизм и квантовая механика Относительная влажность воздуха. (10 класс)
Относительная влажность воздуха. (10 класс) Звуковые волны. Распространение звука. Скорость звука
Звуковые волны. Распространение звука. Скорость звука Законы геометрической оптики
Законы геометрической оптики Презентация по физике "Явление полного отражения света" - скачать
Презентация по физике "Явление полного отражения света" - скачать  Луиджи Гальвани
Луиджи Гальвани Волновые свойства света
Волновые свойства света Резенке пластмассалар полихлоринилді оқшауламалы өткізгіштермен кабельдер
Резенке пластмассалар полихлоринилді оқшауламалы өткізгіштермен кабельдер Энергия - основа мироздания. Солнечные батареи
Энергия - основа мироздания. Солнечные батареи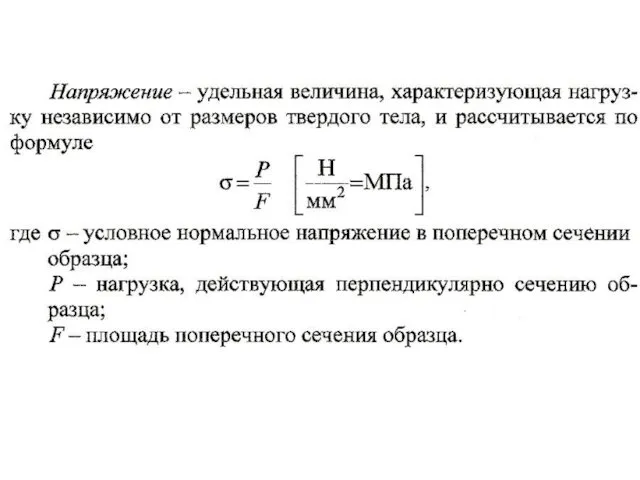 Механические свойства
Механические свойства Методы расчета статически определимых систем на постоянную нагрузку (продолжение)
Методы расчета статически определимых систем на постоянную нагрузку (продолжение) Полупроводниковые приборы. Электрические переходы. Лекция 4
Полупроводниковые приборы. Электрические переходы. Лекция 4 Жылу қозғалтқыштары
Жылу қозғалтқыштары Термоэлектрические явления и их применение
Термоэлектрические явления и их применение Методы наблюдения и регистрации элементарных частиц
Методы наблюдения и регистрации элементарных частиц Энергия
Энергия Строение глаза. Влияние свойств зрения на точность измерений. Продольное наведение. Поперечное наведение
Строение глаза. Влияние свойств зрения на точность измерений. Продольное наведение. Поперечное наведение Тиск як зовнішній параметр термодинамічної системи
Тиск як зовнішній параметр термодинамічної системи Магнитное поле и его графическое изображение. Неоднородное и однородное магнитное поле
Магнитное поле и его графическое изображение. Неоднородное и однородное магнитное поле