- Технологическая подготовка производства держателя измерителя для условий СНО Машиностроитель

Содержание
- 2. Анализ исходных данных Деталь является корпусной деталью. Деталь выполняет функцию опоры, в которую устанавливается по отверстию
- 3. Материалом детали является сталь конструкционная углеродистая качественная - сталь 45 ГОСТ 1050-88. . Деталь в целом
- 4. на расположение оси отверстия диаметром 7+0,015 установлен допуск перпендикулярности не более 0,007мм относительно базы А, за
- 5. на ось этого же отверстия установлен допуск параллельности не более 0,007 мм относительно базы Б, за
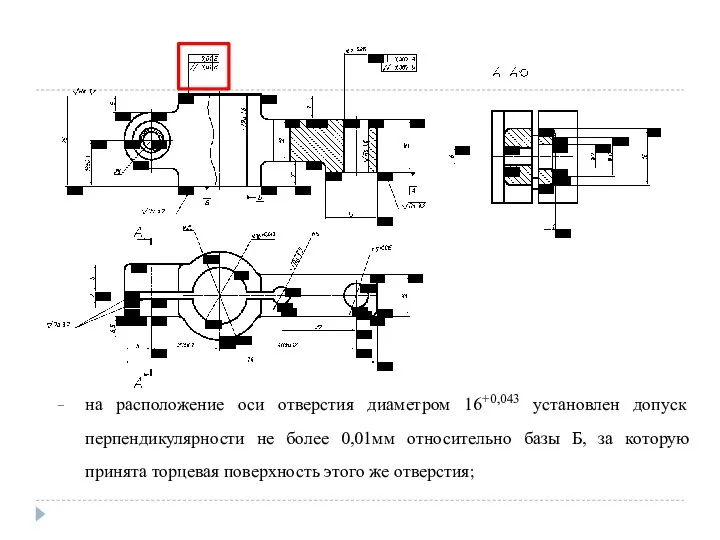
- 6. на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более 0,01мм относительно базы Б, за
- 7. на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более 0,01мм относительно базы Б, за
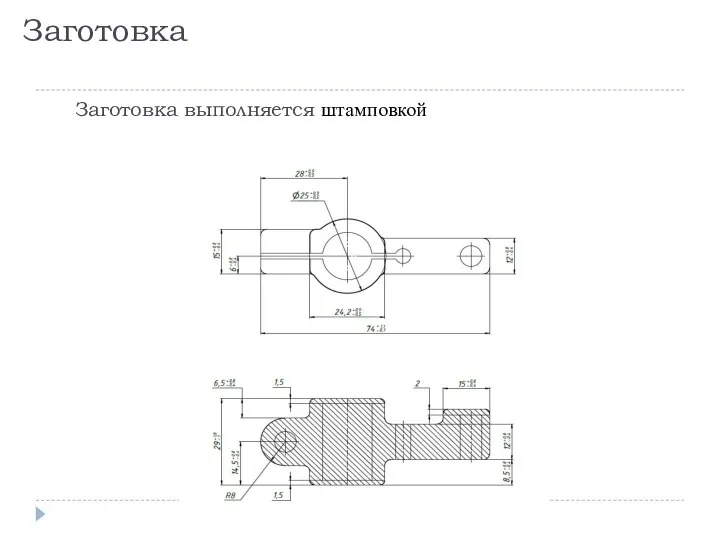
- 8. Заготовка Заготовка выполняется штамповкой
- 9. В работе предлагается: Разработать технологический процесс изготовления детали с учетом серийного типа производства. Разработать специальное приспособление
- 11. Скачать презентацию

Анализ исходных данных
Деталь является корпусной деталью. Деталь выполняет функцию опоры, в
Анализ исходных данных
Деталь является корпусной деталью. Деталь выполняет функцию опоры, в
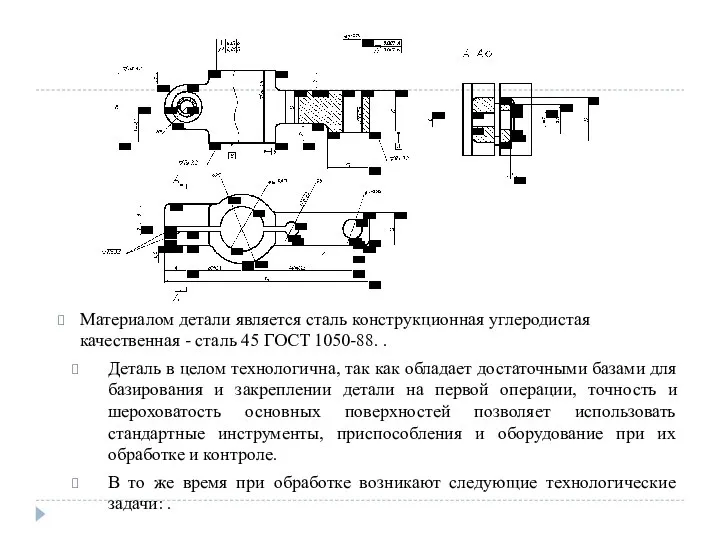
Материалом детали является сталь конструкционная углеродистая качественная - сталь 45 ГОСТ
Материалом детали является сталь конструкционная углеродистая качественная - сталь 45 ГОСТ
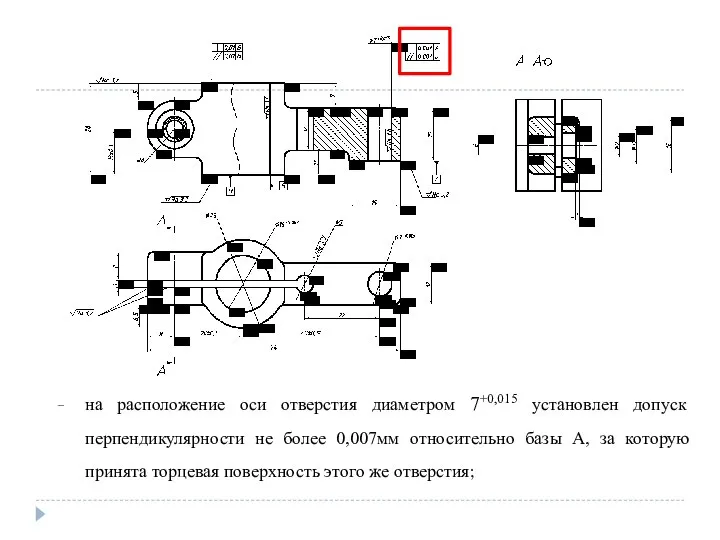
на расположение оси отверстия диаметром 7+0,015 установлен допуск перпендикулярности не более
на расположение оси отверстия диаметром 7+0,015 установлен допуск перпендикулярности не более
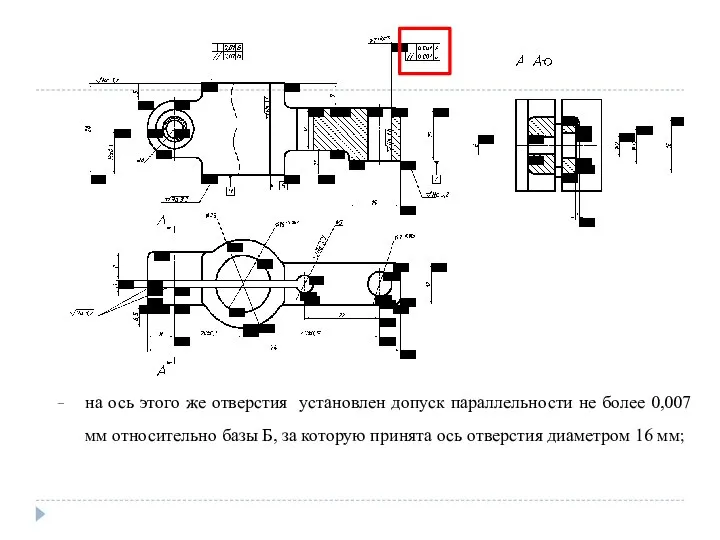
на ось этого же отверстия установлен допуск параллельности не более 0,007
на ось этого же отверстия установлен допуск параллельности не более 0,007
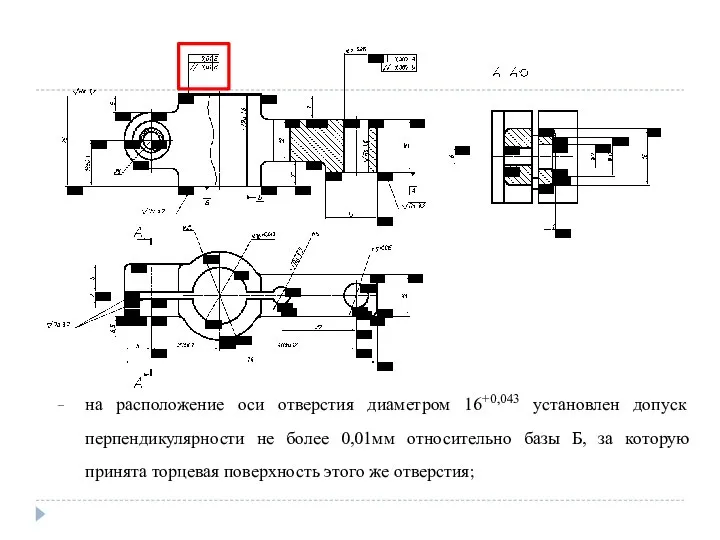
на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более
на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более
на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более
на расположение оси отверстия диаметром 16+0,043 установлен допуск перпендикулярности не более
Заготовка
Заготовка выполняется штамповкой
Заготовка
Заготовка выполняется штамповкой
В работе предлагается:
Разработать технологический процесс изготовления детали с учетом серийного типа
В работе предлагается:
Разработать технологический процесс изготовления детали с учетом серийного типа
 Физический калейдоскоп
Физический калейдоскоп Аккумуляторные батареи. Назначение аккумуляторных батарей и их основные характеристики
Аккумуляторные батареи. Назначение аккумуляторных батарей и их основные характеристики Формула пути
Формула пути Датчики. Датчики крутящего момента. Датчики уровня
Датчики. Датчики крутящего момента. Датчики уровня Вещества и явления в окружающем мире
Вещества и явления в окружающем мире Карьерное оборудование: экскавационная техника
Карьерное оборудование: экскавационная техника Расчет собственной емкости космического аппарата с учетом параметров плазмы
Расчет собственной емкости космического аппарата с учетом параметров плазмы Схема технологічного процесу виготовлення деталей “втулка” та “стакан”
Схема технологічного процесу виготовлення деталей “втулка” та “стакан” Ускорители элементарных частиц
Ускорители элементарных частиц Дифференциальное уравнение теплопроводности
Дифференциальное уравнение теплопроводности Презентация по физике "21-22. Двигатель внутреннего сгорания" - скачать бесплатно
Презентация по физике "21-22. Двигатель внутреннего сгорания" - скачать бесплатно Сплавы железа. Классификация сталей
Сплавы железа. Классификация сталей Презентация по физике "М.В.Ломоносов в области физики и астрономии" - скачать
Презентация по физике "М.В.Ломоносов в области физики и астрономии" - скачать  Импульс материальной точки, системы материальных точек. Закон сохранения и изменения импульса
Импульс материальной точки, системы материальных точек. Закон сохранения и изменения импульса Пластическая деформация монокристаллов
Пластическая деформация монокристаллов Деформация тела. Сила упругости. Закон Гука
Деформация тела. Сила упругости. Закон Гука Действия электрического тока
Действия электрического тока Колебательное движение. Свободные колебания. Колебательные системы. Маятник
Колебательное движение. Свободные колебания. Колебательные системы. Маятник Ремонт электропневматического контактора типа ПК-753Б6-УЗ
Ремонт электропневматического контактора типа ПК-753Б6-УЗ Механика и элементы специальной теории относительности
Механика и элементы специальной теории относительности Металлорежущие станки и станочные комплексы. Общие сведения и механизмы станков. (Темы 1 и 2)
Металлорежущие станки и станочные комплексы. Общие сведения и механизмы станков. (Темы 1 и 2) Работа и энергия
Работа и энергия Работа над ошибками. Законы сохранения энергии
Работа над ошибками. Законы сохранения энергии Гармонические колебания и их параметры
Гармонические колебания и их параметры Свет как электромагнитная волна
Свет как электромагнитная волна Аналитические методы в геохимии
Аналитические методы в геохимии Строение вещества. Размеры и массы атомов
Строение вещества. Размеры и массы атомов Физика - фундаментальная наука о природе
Физика - фундаментальная наука о природе