- Восстановление автомобильных рам и подвесок

Содержание
- 2. Вопрос 1. Характерные дефекты рам и подвесок Детали рам, особенно лонжероны, подвергаются изгибу, кручению и разрушению
- 3. Заклепки должны отвечать прочности на срез: и прочности стенок отверстия на смятие: P где Р –
- 4. Наибольшее число усталостных трещин и поломок происходят в передней части рамы от буфера до передней кромки
- 5. , Дефекты деталей подвески: рессорные листы изготавливают из стали 50ХГА для легковых автомобилей и 50С2 для
- 6. Вопрос 2. Техпроцесс восстановления рам и подвесок Техпроцесс ремонта рам: 1. мойка и обезжиривание, 2. разборка
- 7. 1. Мойка осуществляется горячей водой 80…90°С с погружением в раствор каустической соды с концентрацией от 80
- 8. 3. Критерии для выбраковки рам: 1) деформация балок большого размера, чем предусмотрено в ТУ на КР,
- 9. Рисунок 1– Расположение трещин на элементах рам.
- 10. При трещинах, проходящих через заклепки, поврежденный участок вырезают и приваривают ДРД из листовой стали Ст3. Приварка
- 11. Изношенные отверстия заваривают на медной прокладке, затем шов зачищают, сверлят отверстие, диаметр которого на 1 мм
- 12. Перед клепкой проводят сжатие и фиксацию соединяемых деталей при помощи центрующих вставок и штифтов. Диаметр заклепок
- 13. Усилие при холодной клепке можно определить где k = 28,6 - сферическая головка заклепки, k =
- 14. Техпроцесс ремонта рессор: 1. мойка и обезжиривание, 2. разборка, 3. промывка деталей в щелочном растворе, 4.
- 15. Техпроцесс ремонта амортизаторов и пневматической подвески: 1. разборка, 2. дефектация деталей, 3. замена негодных деталей или
- 16. Вопрос 3. Технические требования при ремонте рам и подвесок Технические требования для рам: На расстоянии, равном
- 18. Скачать презентацию
Вопрос 1. Характерные дефекты рам и подвесок
Детали рам, особенно лонжероны, подвергаются
Вопрос 1. Характерные дефекты рам и подвесок
Детали рам, особенно лонжероны, подвергаются
Заклепки должны отвечать прочности на срез:
и прочности стенок отверстия на смятие:
P
Заклепки должны отвечать прочности на срез:
и прочности стенок отверстия на смятие:
P
Наибольшее число усталостных трещин и поломок происходят в передней части рамы
Наибольшее число усталостных трещин и поломок происходят в передней части рамы
,
Дефекты деталей подвески:
рессорные листы изготавливают из стали 50ХГА для легковых автомобилей
,
Дефекты деталей подвески:
рессорные листы изготавливают из стали 50ХГА для легковых автомобилей
Вопрос 2. Техпроцесс восстановления рам и подвесок
Техпроцесс ремонта рам:
1. мойка и
Вопрос 2. Техпроцесс восстановления рам и подвесок
Техпроцесс ремонта рам:
1. мойка и
1. Мойка осуществляется горячей водой 80…90°С с погружением в раствор каустической
1. Мойка осуществляется горячей водой 80…90°С с погружением в раствор каустической
3. Критерии для выбраковки рам:
1) деформация балок большого размера, чем
3. Критерии для выбраковки рам:
1) деформация балок большого размера, чем
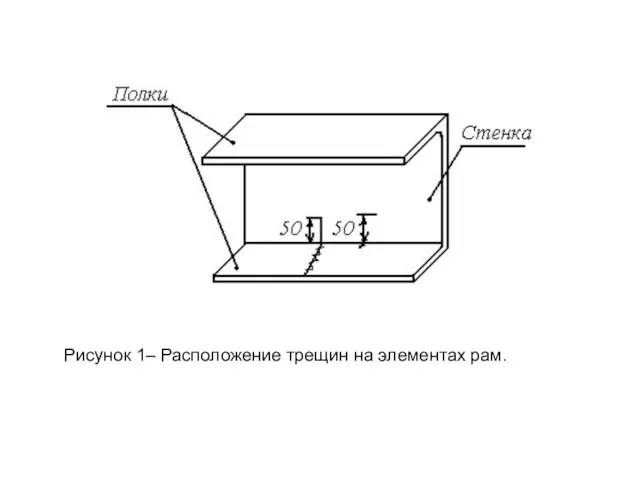
Рисунок 1– Расположение трещин на элементах рам.
Рисунок 1– Расположение трещин на элементах рам.
При трещинах, проходящих через заклепки, поврежденный участок вырезают и приваривают ДРД
При трещинах, проходящих через заклепки, поврежденный участок вырезают и приваривают ДРД
Изношенные отверстия заваривают на медной прокладке, затем шов зачищают, сверлят отверстие,
Изношенные отверстия заваривают на медной прокладке, затем шов зачищают, сверлят отверстие,
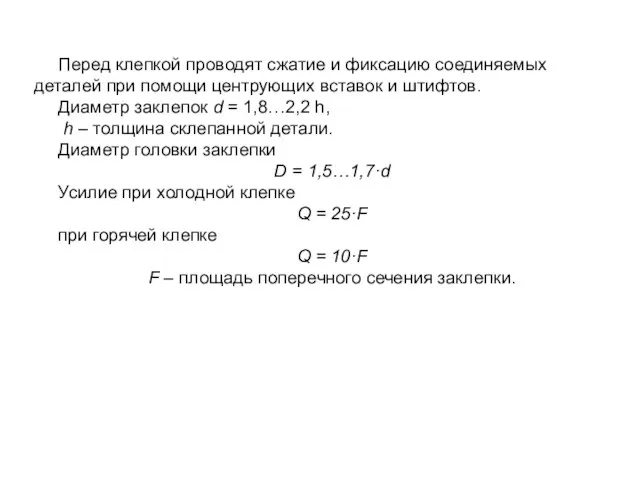
Перед клепкой проводят сжатие и фиксацию соединяемых деталей при помощи центрующих
Перед клепкой проводят сжатие и фиксацию соединяемых деталей при помощи центрующих
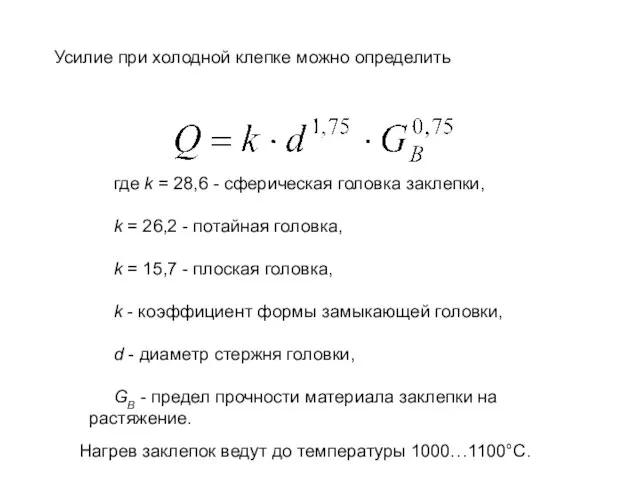
Усилие при холодной клепке можно определить
где k = 28,6 - сферическая
Усилие при холодной клепке можно определить
где k = 28,6 - сферическая
Техпроцесс ремонта рессор:
1. мойка и обезжиривание,
2. разборка,
3. промывка деталей в щелочном
Техпроцесс ремонта рессор:
1. мойка и обезжиривание,
2. разборка,
3. промывка деталей в щелочном
Техпроцесс ремонта амортизаторов и пневматической подвески:
1. разборка,
2. дефектация деталей,
3. замена негодных
Техпроцесс ремонта амортизаторов и пневматической подвески:
1. разборка,
2. дефектация деталей,
3. замена негодных
Вопрос 3. Технические требования при ремонте рам и подвесок
Технические требования для
Вопрос 3. Технические требования при ремонте рам и подвесок
Технические требования для
 Основные характеристики звеньев и систем. Частотные характеристики
Основные характеристики звеньев и систем. Частотные характеристики Квалиметриялық шкалалар
Квалиметриялық шкалалар Ультразвуковые колебания. Ультразвук и инфразвук
Ультразвуковые колебания. Ультразвук и инфразвук Таинственный мир электричества
Таинственный мир электричества The systeme international SI Units
The systeme international SI Units Теплообменные процессы и аппараты
Теплообменные процессы и аппараты Основы теории оболочек. Общие сведения о тонких пластинах
Основы теории оболочек. Общие сведения о тонких пластинах Основы теплоэнергетики
Основы теплоэнергетики Электро магнитті реле
Электро магнитті реле Проблемы современной физики
Проблемы современной физики Оптика. Оптическая сила линзы. Формула тонкой линзы. Линейное увеличение
Оптика. Оптическая сила линзы. Формула тонкой линзы. Линейное увеличение Психодидактические технологии системного усвоения знаний по физике в средней школе
Психодидактические технологии системного усвоения знаний по физике в средней школе БРЕЙН - РИНГ Соколовская Е.В. Республика Карелия, г. Беломорск
БРЕЙН - РИНГ Соколовская Е.В. Республика Карелия, г. Беломорск Оптичні ілюзії
Оптичні ілюзії  Физика. Подготоовка к ГИА
Физика. Подготоовка к ГИА Коллоидтық жүйелердің оптикалық қасиеттері
Коллоидтық жүйелердің оптикалық қасиеттері Графики прямолинейного равномерного движения
Графики прямолинейного равномерного движения Презентация на тему Трансформатор. Передача электрической энергии на расстояние.
Презентация на тему Трансформатор. Передача электрической энергии на расстояние. Лампа ДРВ, ДРЛ, ДРИ и ДНаТ
Лампа ДРВ, ДРЛ, ДРИ и ДНаТ Кулон заңы
Кулон заңы Презентация по физике "Физика и здоровье" - скачать бесплатно
Презентация по физике "Физика и здоровье" - скачать бесплатно Переходные процессы в энергетических системах (ЭЭС)
Переходные процессы в энергетических системах (ЭЭС) Свойства синергетических систем
Свойства синергетических систем Электромагнитная индукция
Электромагнитная индукция Источники электропитания
Источники электропитания Перенос намагниченности
Перенос намагниченности Тепловые явления, тепловые двигатели, охрана окружающей среды
Тепловые явления, тепловые двигатели, охрана окружающей среды Презентация по физике "Приближенные тепловые расчеты одежды" - скачать
Презентация по физике "Приближенные тепловые расчеты одежды" - скачать