- Программирование станков с ЧПУ

Содержание
- 2. Термины Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку.
- 3. История ЧПУ Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC) является Джон Пэрсонс
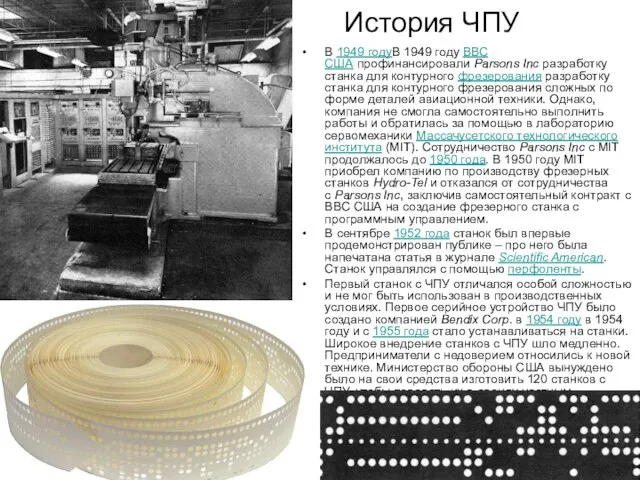
- 4. История ЧПУ В 1949 годуВ 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного
- 5. История ЧПУ Первыми отечественными станками с ЧПУ промышленного применения являются токарно-винторезный станок 1К62ПУ и токарно-карусельный 1541П.
- 6. Оборудование с ЧПУ может быть представлено: станочным парком, например станками (станки, оборудованные числовым программным управлением, называются
- 7. Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
- 17. 1— токарно-винторезный, 2 — токарно-револьверный, 3 — лоботокарний, 4 — токарно-карусельный, 5, 6 — горизонтально-расточный, 7—
- 18. Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке по УП, в которой данные
- 20. Существует три метода программирования обработки для станков с ЧПУ: • ручное программирование • программирование на пульте
- 21. методы программирования обработки для станков с ЧПУ Ручное программирование является довольно утомительным занятием. Однако все технологи-программисты
- 22. Ручное программирование G-code это условное именование языка для программирования устройств с ЧПУ (CNC)(Числовое программное управление). Был
- 23. «Словарь»-языка программирования G-code
- 26. В зависимости от того, сколькими осями одновременно может управлять система ЧПУ во время обработки заготовки, различают
- 28. Для удобства программирования процесса обработки в станках с ЧПУ принято координатные оси всегда ориентировать параллельно направляющим
- 29. Правило правой руки: если мысленно поместить ладонь правой руки в начало координат таким образом, чтобы ось
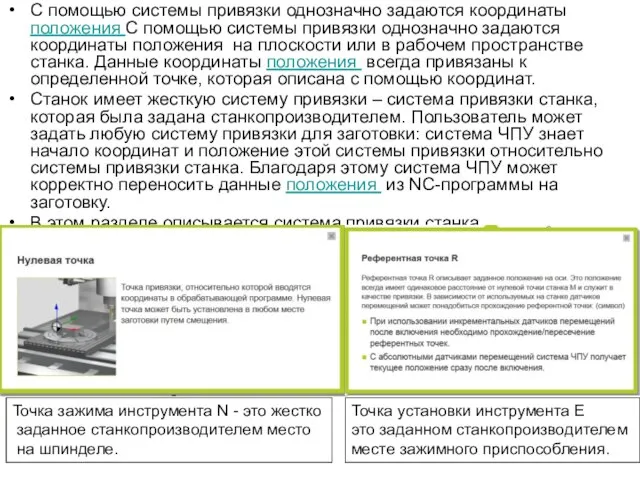
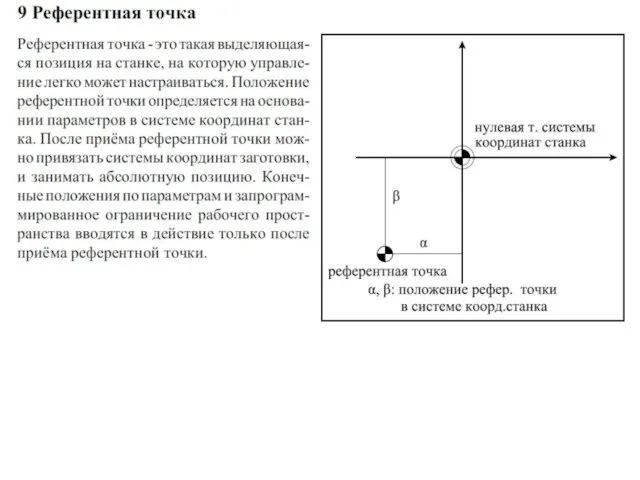
- 31. С помощью системы привязки однозначно задаются координаты положения С помощью системы привязки однозначно задаются координаты положения
- 32. Перед тем как начать писать программу обработки, для заготовки необходимо задать точку привязки, относительно которой будут
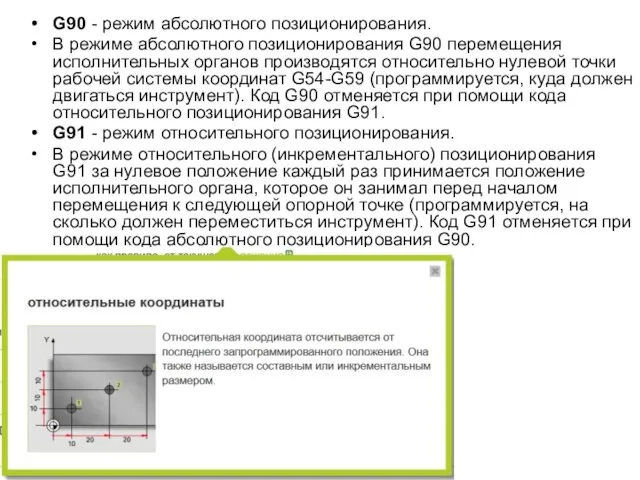
- 34. G90 - режим абсолютного позиционирования. В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой
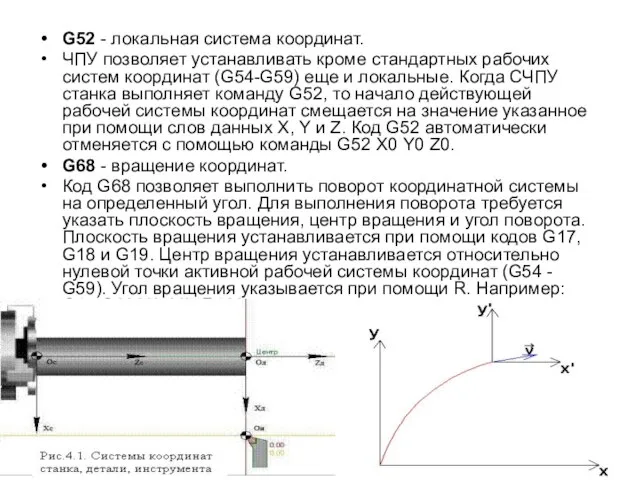
- 35. G52 - локальная система координат. ЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и
- 37. Предварительные условия для установки: геометрические размеры режущей части необходимых для обработки режущих инструментов измерены и учтены
- 38. Последовательность действий при установке нулевой точки заготовки на токарном станке с ЧПУ Предварительные условия для установки:
- 39. Дополнительные функции и символы X, Y, Z - команды осевого перемещения. А, В, С - команды
- 46. Программа состоит из кадров - это отдельная строка программы и слов - составляющих кадра. Кадр начинается
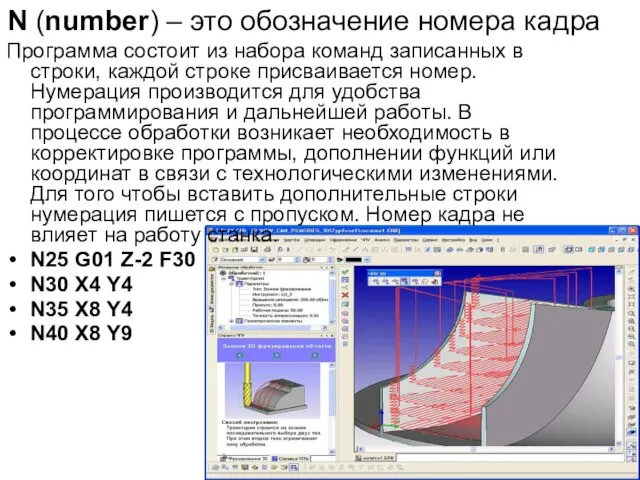
- 47. N (number) – это обозначение номера кадра Программа состоит из набора команд записанных в строки, каждой
- 48. Ускоренное перемещение – G00 Rapid positioning Код G00 используется для ускоренного перемещения. Это максимальная скорость перемещения
- 49. Линейная интерполяция – G01 Linear interpolation Линейная интерполяция - это перемещение по прямой линии. Код G01
- 50. Круговая интерполяция – G02/G03 Circular / Helical interpolation Функции G02 и G03 используются для перемещения инструмента
- 51. Интерполяция траектории
- 52. F – Функция скорости подачи Feed rate definition Функция скорости подачи использует адрес F, за которым
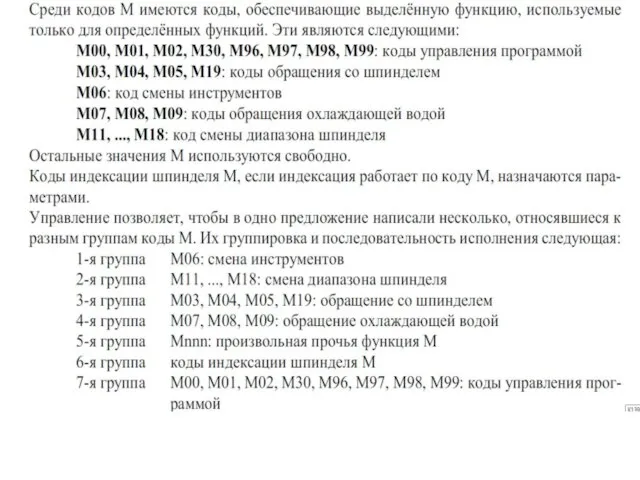
- 53. М – Вспомогательные функции Miscellaneous function Вспомогательные функции (или М – коды) программируются с помощью адресного
- 54. Строка безопасности Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный режим,
- 55. N2 G71 G95 M8 X23 Z11 F0.2 - В этом кадре включается охлаждение (M8), инструмент перемещается
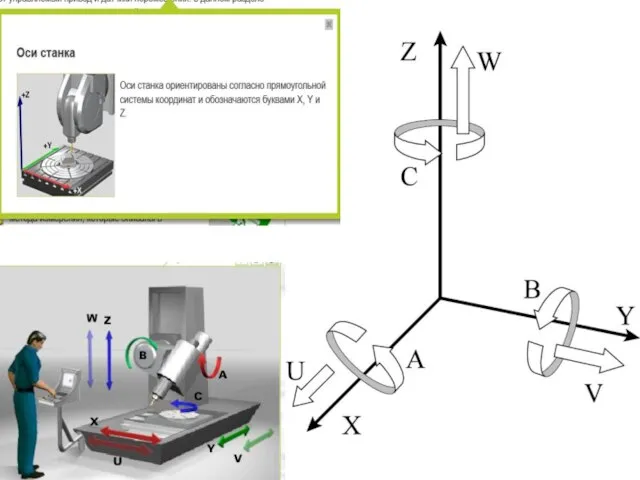
- 56. СИСТЕМА КООРДИНАТ
- 57. Пример программы N1 T1 S1 1000 F0.2 G95 Включение оборотов шпинделя S1 1000 (1-диапазон оборотов 1000-количество
- 59. Подготовка управляющей программы складывается из следующих этапов: 1. Корректировка чертежа изготавливаемой детали: · перевод размеров в
- 60. Виды и характер работ по проектированию технологических процессов обработки деталей на станках с ЧПУ существенно отличаются
- 61. Траектория инструмента при токарной обработке (чистовой).
- 63. Скачать презентацию

Термины
Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая
Термины
Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая

История ЧПУ
Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC)
История ЧПУ
Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC)
История ЧПУ
В 1949 годуВ 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования разработку станка для
История ЧПУ
В 1949 годуВ 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования разработку станка для

История ЧПУ
Первыми отечественными станками с ЧПУ промышленного применения являются токарно-винторезный станок
История ЧПУ
Первыми отечественными станками с ЧПУ промышленного применения являются токарно-винторезный станок

Оборудование с ЧПУ может быть представлено:
станочным парком, например станками (станки, оборудованные
Оборудование с ЧПУ может быть представлено:
станочным парком, например станками (станки, оборудованные
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
Системы типа NC (англ. Numerical control),
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
Системы типа NC (англ. Numerical control),









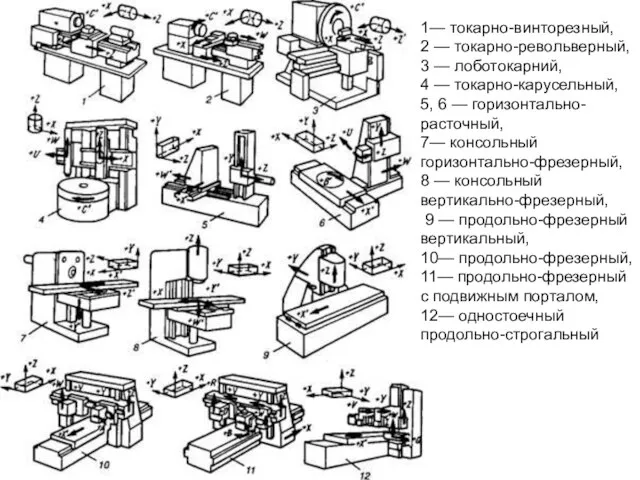
1— токарно-винторезный,
2 — токарно-револьверный, 3 — лоботокарний,
4 — токарно-карусельный,
1— токарно-винторезный,
2 — токарно-револьверный, 3 — лоботокарний,
4 — токарно-карусельный,
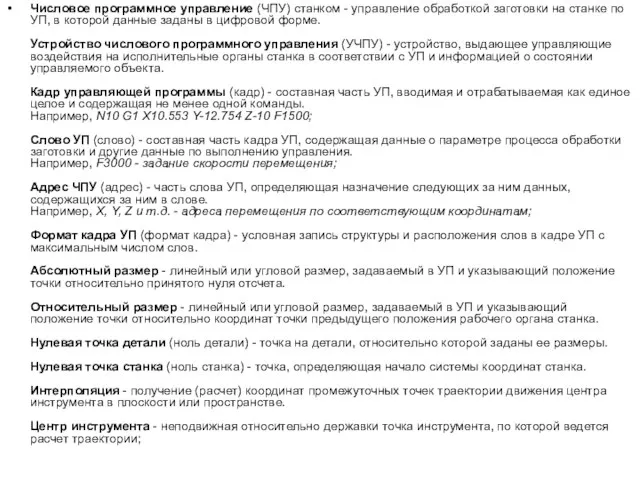
Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке
Числовое программное управление (ЧПУ) станком - управление обработкой заготовки на станке

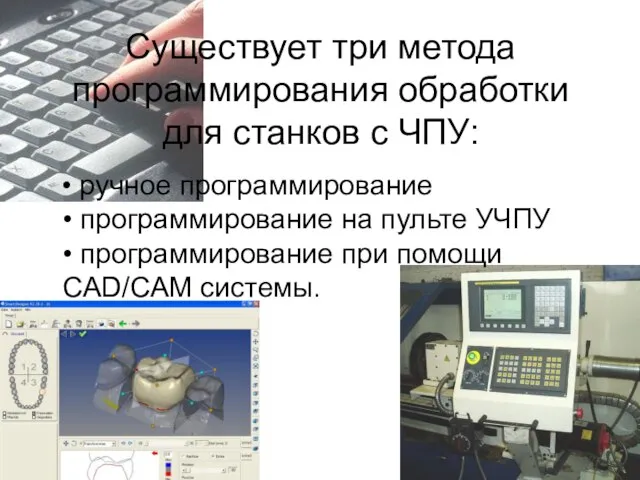
Существует три метода программирования обработки для станков с ЧПУ:
• ручное
Существует три метода программирования обработки для станков с ЧПУ:
• ручное
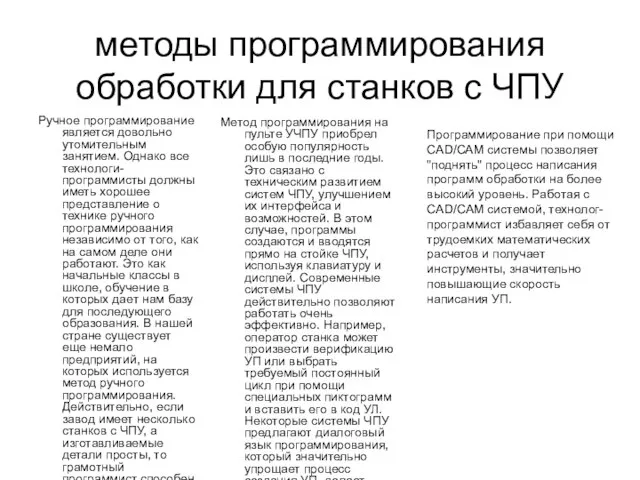
методы программирования обработки для станков с ЧПУ
Ручное программирование является довольно утомительным
методы программирования обработки для станков с ЧПУ
Ручное программирование является довольно утомительным
Ручное программирование
G-code это условное именование языка для программирования устройств с ЧПУ
Ручное программирование
G-code это условное именование языка для программирования устройств с ЧПУ
«Словарь»-языка программирования G-code
«Словарь»-языка программирования G-code


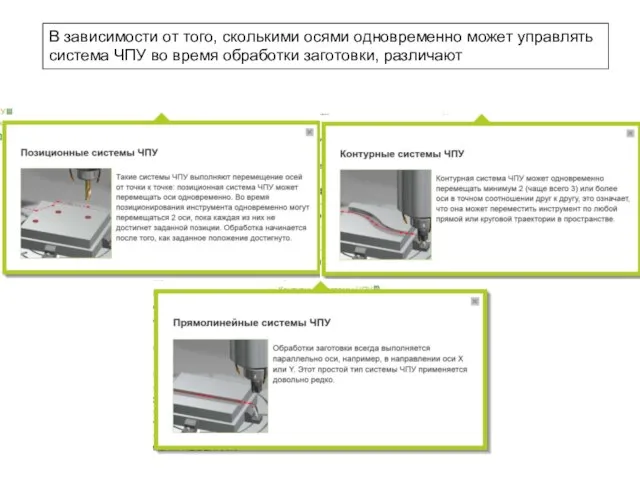
В зависимости от того, сколькими осями одновременно может управлять
система ЧПУ
В зависимости от того, сколькими осями одновременно может управлять
система ЧПУ
Для удобства программирования процесса обработки в станках с ЧПУ принято координатные
Для удобства программирования процесса обработки в станках с ЧПУ принято координатные
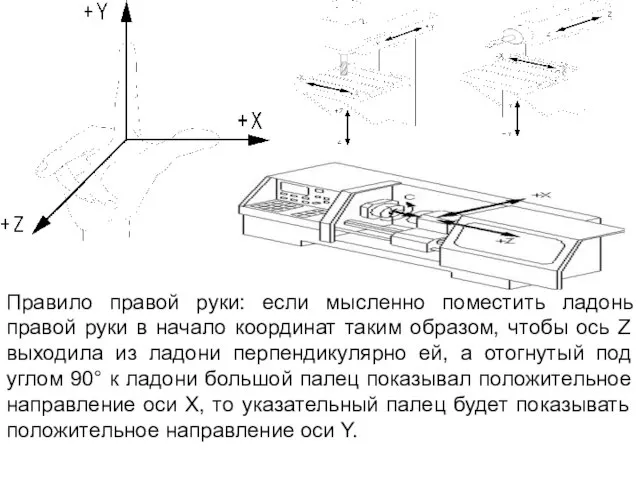
Правило правой руки: если мысленно поместить ладонь правой руки в начало
Правило правой руки: если мысленно поместить ладонь правой руки в начало

С помощью системы привязки однозначно задаются координаты положения С помощью системы
С помощью системы привязки однозначно задаются координаты положения С помощью системы

Перед тем как начать писать программу обработки, для заготовки необходимо задать
Перед тем как начать писать программу обработки, для заготовки необходимо задать

G90 - режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных
G90 - режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных
G52 - локальная система координат.
ЧПУ позволяет устанавливать кроме стандартных рабочих систем
G52 - локальная система координат.
ЧПУ позволяет устанавливать кроме стандартных рабочих систем


Предварительные условия для установки:
геометрические размеры режущей части необходимых для обработки режущих
Предварительные условия для установки:
геометрические размеры режущей части необходимых для обработки режущих
Последовательность действий при установке нулевой точки заготовки
на токарном станке с
Последовательность действий при установке нулевой точки заготовки
на токарном станке с
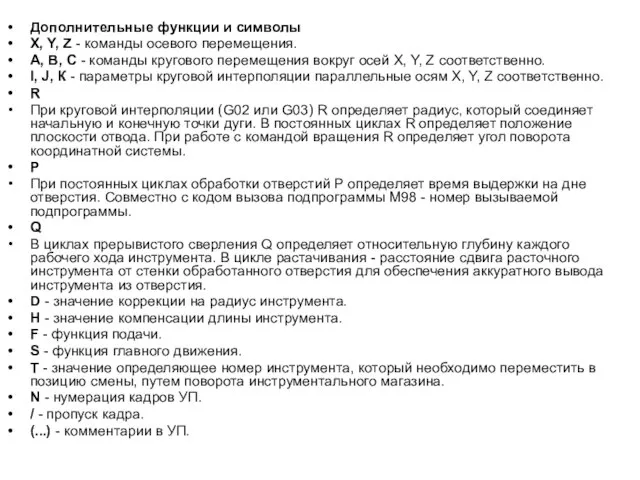
Дополнительные функции и символы
X, Y, Z - команды осевого перемещения.
А, В,
Дополнительные функции и символы
X, Y, Z - команды осевого перемещения.
А, В,




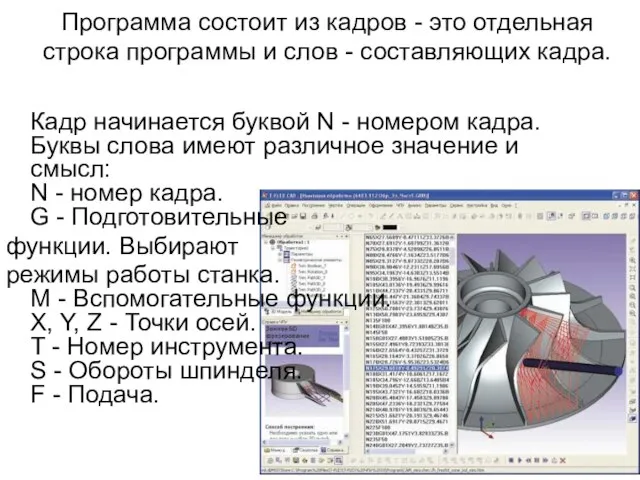
Программа состоит из кадров - это отдельная строка программы и слов
Программа состоит из кадров - это отдельная строка программы и слов
N (number) – это обозначение номера кадра
Программа состоит из набора команд записанных
N (number) – это обозначение номера кадра
Программа состоит из набора команд записанных
Ускоренное перемещение – G00
Rapid positioning
Код G00 используется для ускоренного перемещения. Это максимальная скорость
Ускоренное перемещение – G00
Rapid positioning
Код G00 используется для ускоренного перемещения. Это максимальная скорость

Линейная интерполяция – G01
Linear interpolation
Линейная интерполяция - это перемещение по прямой
Линейная интерполяция – G01
Linear interpolation
Линейная интерполяция - это перемещение по прямой
Круговая интерполяция – G02/G03
Circular / Helical interpolation
Функции G02 и G03 используются для перемещения инструмента по
Круговая интерполяция – G02/G03
Circular / Helical interpolation
Функции G02 и G03 используются для перемещения инструмента по

Интерполяция траектории
Интерполяция траектории
F – Функция скорости подачи
Feed rate definition
Функция скорости подачи использует
F – Функция скорости подачи
Feed rate definition
Функция скорости подачи использует
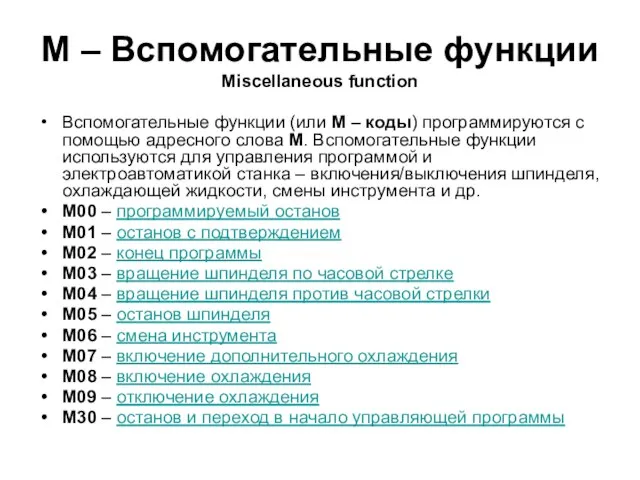
М – Вспомогательные функции
Miscellaneous function
Вспомогательные функции (или М – коды) программируются с
М – Вспомогательные функции
Miscellaneous function
Вспомогательные функции (или М – коды) программируются с
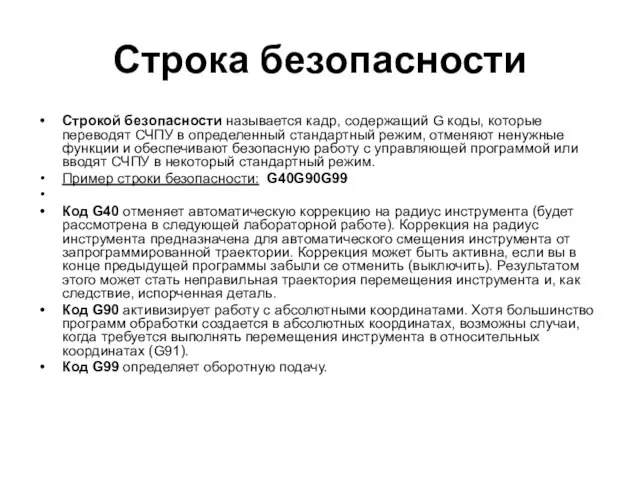
Строка безопасности
Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный
Строка безопасности
Строкой безопасности называется кадр, содержащий G коды, которые переводят СЧПУ в определенный стандартный
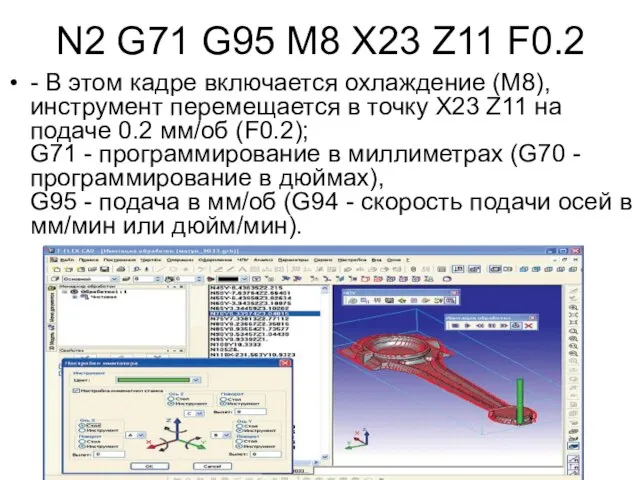
N2 G71 G95 M8 X23 Z11 F0.2
- В этом кадре включается
N2 G71 G95 M8 X23 Z11 F0.2
- В этом кадре включается

СИСТЕМА КООРДИНАТ
СИСТЕМА КООРДИНАТ
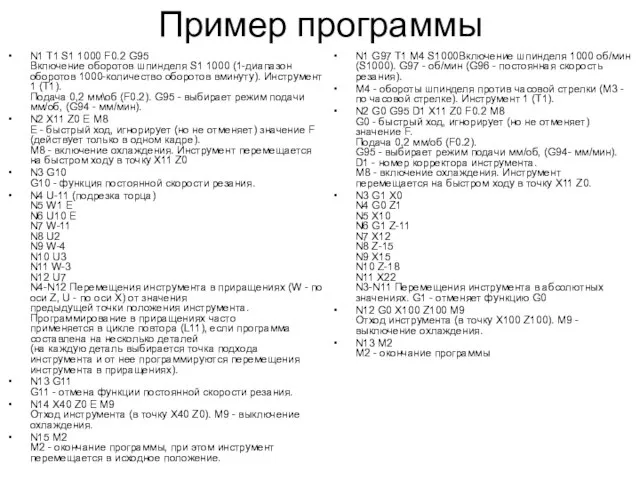
Пример программы
N1 T1 S1 1000 F0.2 G95
Включение оборотов шпинделя S1 1000
Пример программы
N1 T1 S1 1000 F0.2 G95 Включение оборотов шпинделя S1 1000

Подготовка управляющей программы складывается из следующих этапов:
1. Корректировка чертежа изготавливаемой детали:
· перевод
Подготовка управляющей программы складывается из следующих этапов:
1. Корректировка чертежа изготавливаемой детали:
· перевод

Виды и характер работ по проектированию технологических процессов обработки деталей на
Виды и характер работ по проектированию технологических процессов обработки деталей на

Траектория инструмента при токарной обработке (чистовой).
Траектория инструмента при токарной обработке (чистовой).
 Теория алгоритмов. Сортировка массива. (Лекция 17)
Теория алгоритмов. Сортировка массива. (Лекция 17) Дисциплина Информационные технологии в экономике
Дисциплина Информационные технологии в экономике Моделирование физических явлений на компьютере
Моделирование физических явлений на компьютере Веб-ресурсы о русском языке
Веб-ресурсы о русском языке Мультимедиа технологии
Мультимедиа технологии Основы построения моделирующего алгоритма в среде GPSS World
Основы построения моделирующего алгоритма в среде GPSS World Создание базы данных Агентство недвижимости
Создание базы данных Агентство недвижимости Текстовый процессор WORD Основные приемы работы в текстовом процессоре
Текстовый процессор WORD Основные приемы работы в текстовом процессоре  Учебник по деформации весны Abaqus
Учебник по деформации весны Abaqus Шаблон тренажера Как использовать: Два первых слайда – основные, у них можно менять дизайн, но нельзя удалять: а) кнопку на 1 слайде
Шаблон тренажера Как использовать: Два первых слайда – основные, у них можно менять дизайн, но нельзя удалять: а) кнопку на 1 слайде Видеомонтаж
Видеомонтаж Форматы сопровождения одаренных детей
Форматы сопровождения одаренных детей Электронное пособие для подготовки к ЕГЭ по литературе
Электронное пособие для подготовки к ЕГЭ по литературе Практическая работа №5. Технические стандарты в области аддитивных технологий и 3D-печати
Практическая работа №5. Технические стандарты в области аддитивных технологий и 3D-печати Отношения между понятиями. 6 класс
Отношения между понятиями. 6 класс План організаційних заходів щодо використання системи Електронний кампус в 2-ому семестрі 2015-2016 навчального року
План організаційних заходів щодо використання системи Електронний кампус в 2-ому семестрі 2015-2016 навчального року ФАЙЛЫ И ФАЙЛОВАЯ СИСТЕМА Понятие файла, файловой системы, классификация
ФАЙЛЫ И ФАЙЛОВАЯ СИСТЕМА Понятие файла, файловой системы, классификация Web–орієнтований додаток для замовлення послуг будівельної компані
Web–орієнтований додаток для замовлення послуг будівельної компані Презентация "ИНФОРМАЦИОННОЕ МОДЕЛИРОВАНИЕ" - скачать презентации по Информатике
Презентация "ИНФОРМАЦИОННОЕ МОДЕЛИРОВАНИЕ" - скачать презентации по Информатике Презентация "MSC.Flightloads 7.2" - скачать презентации по Информатике
Презентация "MSC.Flightloads 7.2" - скачать презентации по Информатике Планируем работу в графическом редакторе
Планируем работу в графическом редакторе Игровая индустрия в области игр жанра FPS
Игровая индустрия в области игр жанра FPS Представление информации
Представление информации Введение в программирование
Введение в программирование Network Topologies. LAN topologies. WAN topologies
Network Topologies. LAN topologies. WAN topologies Дисководы и диски
Дисководы и диски Файловая система. Работа с файлами
Файловая система. Работа с файлами Основы сетевых технологий
Основы сетевых технологий