- Виды аддитивных технологий

Содержание
- 2. Аддитивные технологии (от слова аддитивность – прибавляемость) – это методы синтеза объекта путем послойного наращивания с
- 3. Изобретение принадлежит Чарльзу Халлу, в 1986 г. сконструировавшему первый стереолитографический трехмерный принтер.
- 4. Исходный стандарт ASTM F2792-12a (American Society for Testing and Materials) «The process of joining materials to
- 5. Терминология Стандартами ASTM рекомендованы два основных термина: Additive Fabrication (AF) Additive Manufacturing (AM) Синонимы: additive processes,
- 6. Термин Rapid Prototyping или «быстрое прототипирование» рекомендовано изъять из обращения, как утративший смысл современных аддитивных технологий.
- 7. Преимущества аддитивных технологий Улучшенные свойства готовой продукции. Благодаря послойному построению, изделия обладают уникальным набором свойств. Большая
- 8. Возможность изготовления изделий со сложной геометрией. Оборудование для аддитивных технологий позволяет производить предметы, которые невозможно получить
- 9. Стереолитография Stereo Lithography Apparatus или сокращённо SLA. Благодаря низкой себестоимости готовых изделий получила наибольшее распространений среди
- 10. Рабочий стол находится в ёмкости с фотополимерной композицией. После прохождения лазерного луча и отверждения очередного слоя
- 12. Плюсы: можно получить очень высокое разрешение печати (по вертикали обычно составляет 100 мкм, а в лучших
- 13. Плюсы: механическая прочность получаемых образцов достаточно высока, они могут выдерживать температуру до 100 °С; очень мало
- 14. Минусы: ограниченный выбор материалов для изготовления моделей; невозможность цветной печати и сочетания разных материалов в одном
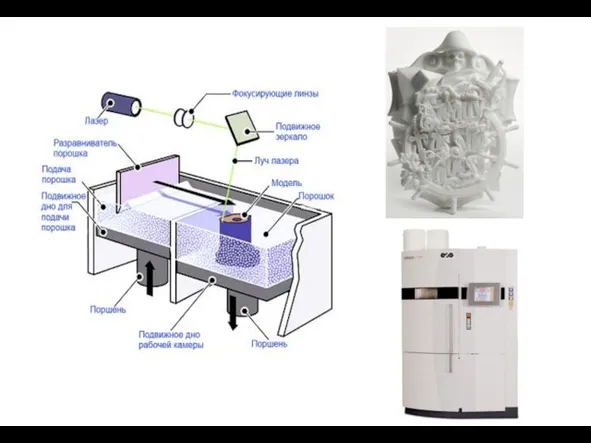
- 15. Лазерное спекание порошковых материалов Selective Laser Sintering или просто SLS -единственная технология 3D печати, которая может
- 16. В SLS печати используются материалы, близкие по своим свойствам к конструкционным маркам: металл, керамика, порошковый пластик.
- 18. Плюсы: широкий спектр материалов, пригодных для использования; позволяет создавать очень сложные модели; скорость в среднем выше,
- 19. Минусы: требуются мощный лазер и герметичная камера, в которой создается среда с малым содержанием кислорода; меньшее,
- 20. Технология струйного моделирования Ink Jet Modelling имеет следующие запатентованные подвиды: 3D Systems (Multi-Jet Modeling или MJM)
- 21. Для печати используются поддерживающие и моделирующие материалы. К числу поддерживающих материалов чаще всего относят воск, а
- 22. Технология струйного моделирования позволяет получить окрашенные и прозрачные модели с различными механическими свойствами, это могут быть
- 24. Плюсы: достижимы очень малая толщина слоя (от 16 мкм) и разрешение построения поверхности (до 8000 dpi);
- 25. Минусы: для моделей с нависающими или горизонтально выступающими элементами требуются поддержки, которые приходится тем или иным
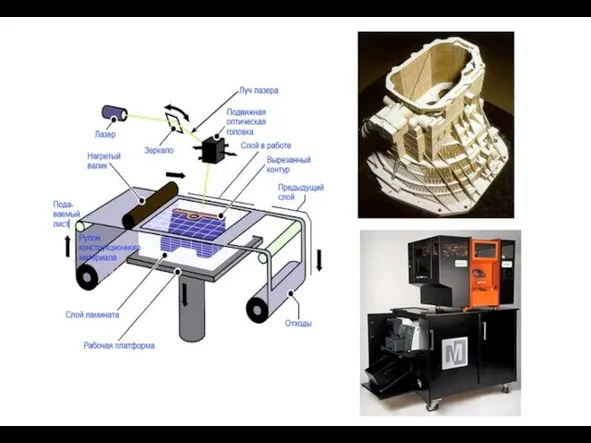
- 26. Ламинирование листовых материалов Laminated Object Manufacturing или LOM предполагает изготовление 3D моделей из листов при помощи
- 27. Контур очередного слоя будущей модели вырезается лазером, а ненужные обрезки режутся на небольшие квадратики, которые впоследствии
- 29. Плюсы: возможность полноцветной печати с высоким разрешением по осям X и Y; доступность и относительная дешевизна
- 30. Минусы: крайне ограниченный набор материалов для создания моделей, а отсюда и ограничения на прочностные и другие
- 31. Минусы: наличие большого количества отходов, причем если горизонтальные проекции модели гораздо меньше листа, то отходов получается
- 32. Послойная печать расплавленной полимерной нитью Fused Deposition Modeling или просто FDM применяется для получения единичных изделий,
- 33. Технология FDM печати заключается в следующем: печатающая головка с контролируемой температурой разогревает до полужидкого состояния нити
- 35. Плюсы: главная и определяющая причина распространенности — цена как на сами принтеры, так и на расходные
- 36. Немаловажным фактором популярности стало появление проекта RepRap, или Replicating Rapid Prototyper — самовоспроизводящийся механизм быстрого прототипирования.
- 37. Минусы: невысокая скорость работы (но высокой скоростью не могут похвастать и другие технологии: для построения крупных
- 38. Минусы: проблемы с фиксацией модели на рабочем столе (первый слой должен прилипнуть к поверхности платформы); их
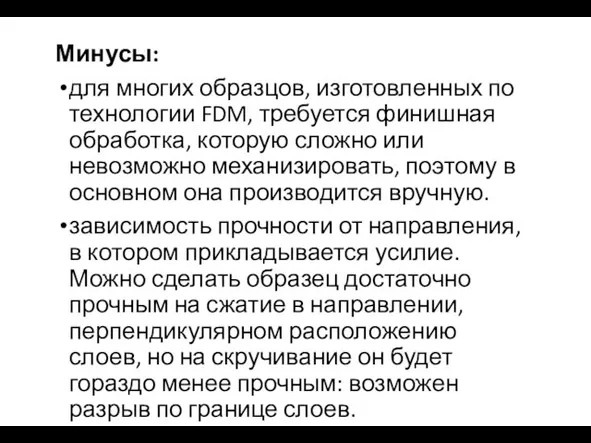
- 39. Минусы: для многих образцов, изготовленных по технологии FDM, требуется финишная обработка, которую сложно или невозможно механизировать,
- 41. Скачать презентацию
Аддитивные технологии (от слова аддитивность – прибавляемость) – это методы синтеза
Аддитивные технологии (от слова аддитивность – прибавляемость) – это методы синтеза

Изобретение принадлежит Чарльзу Халлу, в 1986 г. сконструировавшему первый стереолитографический трехмерный
Изобретение принадлежит Чарльзу Халлу, в 1986 г. сконструировавшему первый стереолитографический трехмерный

Исходный стандарт
ASTM F2792-12a (American Society for Testing and Materials)
«The process of
Исходный стандарт
ASTM F2792-12a (American Society for Testing and Materials)
«The process of

Терминология
Стандартами ASTM рекомендованы два основных термина:
Additive Fabrication (AF)
Additive Manufacturing (AM)
Синонимы: additive
Терминология
Стандартами ASTM рекомендованы два основных термина:
Additive Fabrication (AF)
Additive Manufacturing (AM)
Синонимы: additive
Термин Rapid Prototyping или «быстрое прототипирование» рекомендовано изъять из обращения, как
Термин Rapid Prototyping или «быстрое прототипирование» рекомендовано изъять из обращения, как
Преимущества аддитивных технологий
Улучшенные свойства готовой продукции. Благодаря послойному построению, изделия обладают
Преимущества аддитивных технологий
Улучшенные свойства готовой продукции. Благодаря послойному построению, изделия обладают
Возможность изготовления изделий со сложной геометрией. Оборудование для аддитивных технологий позволяет
Возможность изготовления изделий со сложной геометрией. Оборудование для аддитивных технологий позволяет
Стереолитография
Stereo Lithography Apparatus или сокращённо SLA. Благодаря низкой себестоимости готовых изделий
Стереолитография
Stereo Lithography Apparatus или сокращённо SLA. Благодаря низкой себестоимости готовых изделий
Рабочий стол находится в ёмкости с фотополимерной композицией.
После прохождения лазерного
Рабочий стол находится в ёмкости с фотополимерной композицией.
После прохождения лазерного

Плюсы:
можно получить очень высокое разрешение печати (по вертикали обычно составляет 100
Плюсы:
можно получить очень высокое разрешение печати (по вертикали обычно составляет 100
Плюсы:
механическая прочность получаемых образцов достаточно высока, они могут выдерживать температуру до
Плюсы:
механическая прочность получаемых образцов достаточно высока, они могут выдерживать температуру до
Минусы:
ограниченный выбор материалов для изготовления моделей;
невозможность цветной печати и сочетания разных
Минусы:
ограниченный выбор материалов для изготовления моделей;
невозможность цветной печати и сочетания разных
Лазерное спекание порошковых материалов
Selective Laser Sintering или просто SLS -единственная технология
Лазерное спекание порошковых материалов
Selective Laser Sintering или просто SLS -единственная технология
В SLS печати используются материалы, близкие по своим свойствам к конструкционным
В SLS печати используются материалы, близкие по своим свойствам к конструкционным
Плюсы:
широкий спектр материалов, пригодных для использования;
позволяет создавать очень сложные модели;
скорость в
Плюсы:
широкий спектр материалов, пригодных для использования;
позволяет создавать очень сложные модели;
скорость в
Минусы:
требуются мощный лазер и герметичная камера, в которой создается среда с
Минусы:
требуются мощный лазер и герметичная камера, в которой создается среда с
Технология струйного моделирования
Ink Jet Modelling имеет следующие запатентованные подвиды:
3D Systems
Технология струйного моделирования
Ink Jet Modelling имеет следующие запатентованные подвиды:
3D Systems

Для печати используются поддерживающие и моделирующие материалы. К числу поддерживающих материалов
Для печати используются поддерживающие и моделирующие материалы. К числу поддерживающих материалов

Технология струйного моделирования позволяет получить окрашенные и прозрачные модели с различными
Технология струйного моделирования позволяет получить окрашенные и прозрачные модели с различными

Плюсы:
достижимы очень малая толщина слоя (от 16 мкм) и разрешение построения
Плюсы:
достижимы очень малая толщина слоя (от 16 мкм) и разрешение построения
Минусы:
для моделей с нависающими или горизонтально выступающими элементами требуются поддержки, которые
Минусы:
для моделей с нависающими или горизонтально выступающими элементами требуются поддержки, которые
Ламинирование листовых материалов
Laminated Object Manufacturing или LOM предполагает изготовление 3D моделей
Ламинирование листовых материалов
Laminated Object Manufacturing или LOM предполагает изготовление 3D моделей
Контур очередного слоя будущей модели вырезается лазером, а ненужные обрезки режутся
Контур очередного слоя будущей модели вырезается лазером, а ненужные обрезки режутся
Плюсы:
возможность полноцветной печати с высоким разрешением по осям X и Y;
доступность
Плюсы:
возможность полноцветной печати с высоким разрешением по осям X и Y;
доступность
Минусы:
крайне ограниченный набор материалов для создания моделей, а отсюда и ограничения
Минусы:
крайне ограниченный набор материалов для создания моделей, а отсюда и ограничения
Минусы:
наличие большого количества отходов, причем если горизонтальные проекции модели гораздо меньше
Минусы:
наличие большого количества отходов, причем если горизонтальные проекции модели гораздо меньше

Послойная печать расплавленной полимерной нитью
Fused Deposition Modeling или просто FDM применяется
Послойная печать расплавленной полимерной нитью
Fused Deposition Modeling или просто FDM применяется
Технология FDM печати заключается в следующем: печатающая головка с контролируемой температурой
Технология FDM печати заключается в следующем: печатающая головка с контролируемой температурой

Плюсы:
главная и определяющая причина распространенности — цена как на сами принтеры,
Плюсы:
главная и определяющая причина распространенности — цена как на сами принтеры,
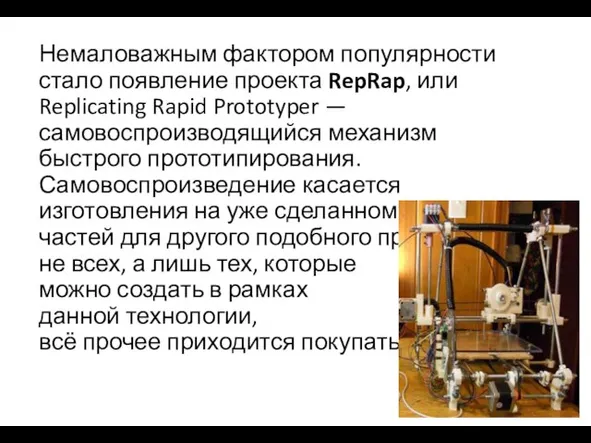
Немаловажным фактором популярности стало появление проекта RepRap, или Replicating Rapid Prototyper —
Немаловажным фактором популярности стало появление проекта RepRap, или Replicating Rapid Prototyper —
Минусы:
невысокая скорость работы (но высокой скоростью не могут похвастать и другие
Минусы:
невысокая скорость работы (но высокой скоростью не могут похвастать и другие
Минусы:
проблемы с фиксацией модели на рабочем столе (первый слой должен прилипнуть
Минусы:
проблемы с фиксацией модели на рабочем столе (первый слой должен прилипнуть
Минусы:
для многих образцов, изготовленных по технологии FDM, требуется финишная обработка, которую
Минусы:
для многих образцов, изготовленных по технологии FDM, требуется финишная обработка, которую
 Информатика. Компьютер
Информатика. Компьютер Понятие как форма мышления Урок информатики в 6 классе
Понятие как форма мышления Урок информатики в 6 классе  Интернет-технологии в образовании
Интернет-технологии в образовании Информационные процессы
Информационные процессы Хуалян ТВ
Хуалян ТВ Презентация "Моделирование, формализация, визуализация" - скачать презентации по Информатике
Презентация "Моделирование, формализация, визуализация" - скачать презентации по Информатике Группа ВК Помощь молодому воспитателю
Группа ВК Помощь молодому воспитателю Алгоритм. Свойства и формы
Алгоритм. Свойства и формы Разработка приложения для университета
Разработка приложения для университета Текстовый редактор (процессор) Microsoft Word Основные возможности и назначение
Текстовый редактор (процессор) Microsoft Word Основные возможности и назначение  Типы алгоритмов (2)
Типы алгоритмов (2) ISP DLL User Guide
ISP DLL User Guide Представление игр жанра MMORPG
Представление игр жанра MMORPG Принтер
Принтер Свободное программное обеспечение
Свободное программное обеспечение WEB Приложение для изучения Python
WEB Приложение для изучения Python Регрессионный анализ
Регрессионный анализ Компьютерные сети, Интернет и мультимедиа технологии
Компьютерные сети, Интернет и мультимедиа технологии Конкурс интерактивных презентаций «Интерактивная мозаика» Pedsovet.su Бочкарева Ирина Александровна ученица 9 класса Ситников Вячес
Конкурс интерактивных презентаций «Интерактивная мозаика» Pedsovet.su Бочкарева Ирина Александровна ученица 9 класса Ситников Вячес Основы информатики и программирования 1 курс экономический факультет
Основы информатики и программирования 1 курс экономический факультет Кодирование информации с помощью знаковых систем
Кодирование информации с помощью знаковых систем Ввод данных
Ввод данных Инструкция о подаче заявления онлайн (www.korean.net)
Инструкция о подаче заявления онлайн (www.korean.net) «Учитель, человек, который трудные вещи может сделать легкими.» Эмерсон. «Единственный путь ведущий
«Учитель, человек, который трудные вещи может сделать легкими.» Эмерсон. «Единственный путь ведущий  Терминологический словарь по информатике
Терминологический словарь по информатике Презентация "Системное и прикладное программное обеспечение" - скачать презентации по Информатике
Презентация "Системное и прикладное программное обеспечение" - скачать презентации по Информатике Алгоритм с ветвлением
Алгоритм с ветвлением Этапы компьютерного моделирования
Этапы компьютерного моделирования