- Литье металлов. Выполнила ученица 8В класса Косарева Ольга.

Содержание
- 2. Это процесс , при котором расплавленный металл заливается в формы ,где и застывает. Такая технология обработки
- 3. Известно множество разновидностей литья: В песчаные формы(ручная или машинная формовка); В оболочковые формы ; По выплавляемым
- 4. Литье в песчаные формы Сначала изготавливаются деревянные шаблоны , а на их базе песчаные формы. После
- 6. Литье в постоянные формы
- 7. Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их покрывают специальным составом и нагревают до
- 8. Литье под давление
- 9. Металл заливается на высокой скорости, благодаря чему хорошо заполняются все полости ,а отливка получается довольно плотной.
- 11. Художественное литье Документально подтверждено, что художественное литьё было развито много тысяч лет назад. В Египте найдены
- 12. Кабинетная скульптура «Россия»
- 13. Статуэтка «Пастушок» и «Наполеон 1»
- 14. Статуэтка «Львица» Автор модели А.Л. Обер. Отливка 1961 г. Высота 60 мм.
- 16. Скачать презентацию
Это процесс , при котором расплавленный металл заливается в формы ,где
Это процесс , при котором расплавленный металл заливается в формы ,где
Известно множество разновидностей литья:
В песчаные формы(ручная или машинная формовка);
В оболочковые формы
Известно множество разновидностей литья:
В песчаные формы(ручная или машинная формовка);
В оболочковые формы
Литье в песчаные формы
Сначала изготавливаются деревянные шаблоны , а
Литье в песчаные формы
Сначала изготавливаются деревянные шаблоны , а


Литье в постоянные формы
Литье в постоянные формы
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их
Расплавленный металл заливается в термостойкие металлические формы. Перед заливкой их

Литье под давление
Литье под давление
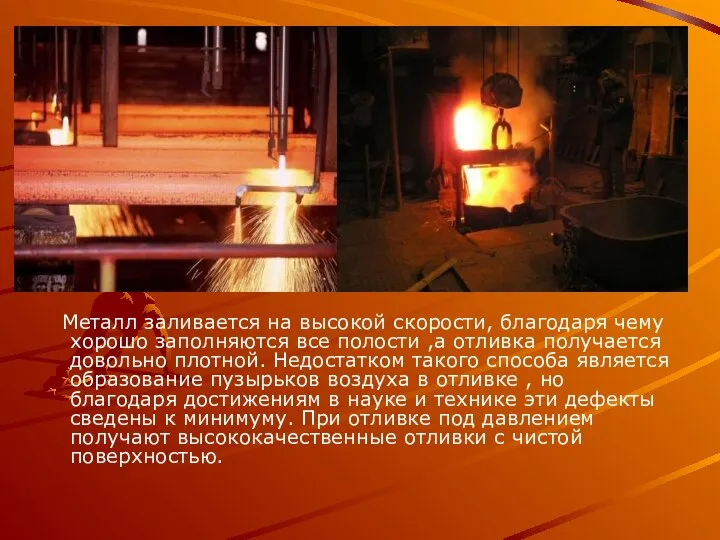
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все
Металл заливается на высокой скорости, благодаря чему хорошо заполняются все

Художественное литье
Документально подтверждено, что художественное литьё было развито много
Художественное литье
Документально подтверждено, что художественное литьё было развито много
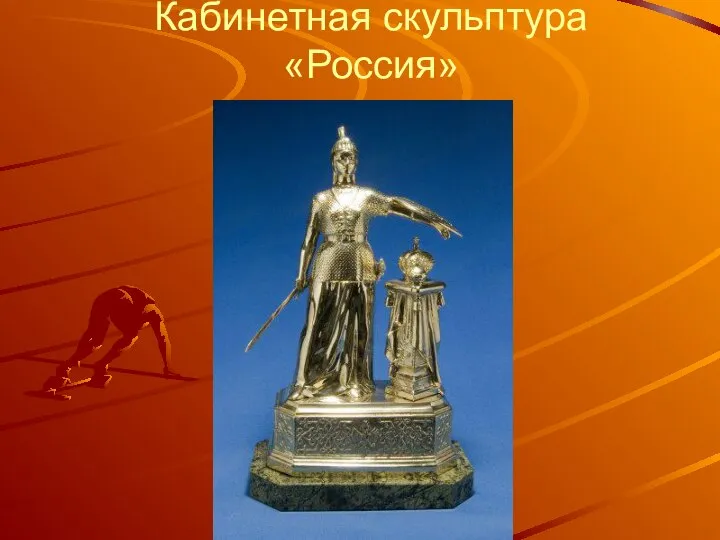
Кабинетная скульптура «Россия»
Кабинетная скульптура «Россия»

Статуэтка «Пастушок» и «Наполеон 1»
Статуэтка «Пастушок» и «Наполеон 1»
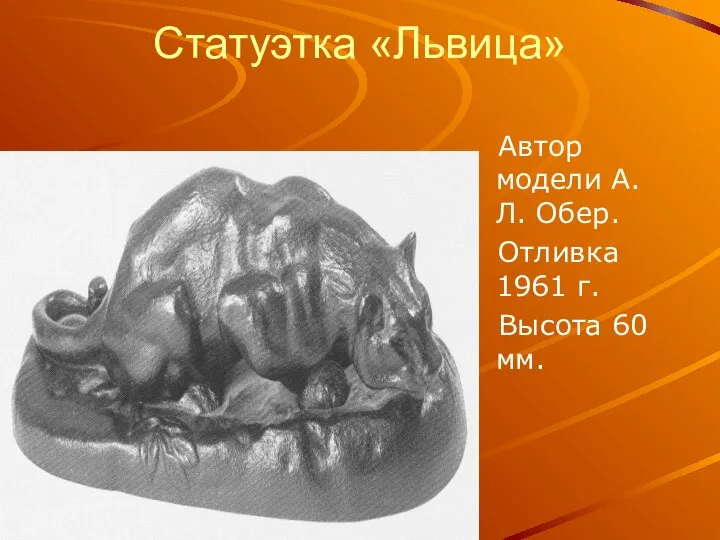
Статуэтка «Львица»
Автор модели А.Л. Обер.
Отливка 1961 г.
Высота 60 мм.
Статуэтка «Львица»
Автор модели А.Л. Обер.
Отливка 1961 г.
Высота 60 мм.
 Знакомая улитка - презентация к уроку Окружающий мир
Знакомая улитка - презентация к уроку Окружающий мир Семья в антропоэкологических исследованиях
Семья в антропоэкологических исследованиях ГАИ, ДПС, ГИБДД и простым водителям посвящается…
ГАИ, ДПС, ГИБДД и простым водителям посвящается… Работу выполнили: учащиеся: 11класса Кайсарова Татьяна Арсентьев Александр Руководитель: учитель химии и биологии Кайсаров
Работу выполнили: учащиеся: 11класса Кайсарова Татьяна Арсентьев Александр Руководитель: учитель химии и биологии Кайсаров Имя моего Ангела – Мама.
Имя моего Ангела – Мама. История древних славян - презентация к уроку Окружающий мир
История древних славян - презентация к уроку Окружающий мир «Братья и сёстры» египетских сфинксов
«Братья и сёстры» египетских сфинксов Коллективное поведение
Коллективное поведение Развитие психики: филогенез, историогенез, онтогенез Семестр1. Тема3. Лекция 8-10.
Развитие психики: филогенез, историогенез, онтогенез Семестр1. Тема3. Лекция 8-10. Мир вокруг нас Как ухаживать за кошкой и собакой
Мир вокруг нас Как ухаживать за кошкой и собакой  Проектная деятельность социально ориентированных некоммерческих организаций (по материалам федеральных и региональных субсидий)
Проектная деятельность социально ориентированных некоммерческих организаций (по материалам федеральных и региональных субсидий) Лекция 3. Человек как личность План: 1. Человек как предмет психологии. 2. Подходы к изучению личности. Теории личности. 3. Личность и
Лекция 3. Человек как личность План: 1. Человек как предмет психологии. 2. Подходы к изучению личности. Теории личности. 3. Личность и Презентация на тему "Меры времени" скачать
Презентация на тему "Меры времени" скачать  Звіт міського голови про роботу, діяльність ради та її виконавчих органів перед Чугуївською територіальною громадою за 2021 рік
Звіт міського голови про роботу, діяльність ради та її виконавчих органів перед Чугуївською територіальною громадою за 2021 рік Цивилизация и общество Выполнили: Михайлова Мария Похабова Мария
Цивилизация и общество Выполнили: Михайлова Мария Похабова Мария В Арктике. Растительный и животный мир Арктики.
В Арктике. Растительный и животный мир Арктики.  Социальная роль и социальный статус
Социальная роль и социальный статус Презентация на тему "Гармония воды" скачать
Презентация на тему "Гармония воды" скачать  Билеты по социологии на экзамен
Билеты по социологии на экзамен Век наш темпы набирает, И недаром говорят, Что от края и до края Все спешат, спешат, спешат! Презентация «Безопасное коле
Век наш темпы набирает, И недаром говорят, Что от края и до края Все спешат, спешат, спешат! Презентация «Безопасное коле Современная молодежная политика. Региональный уровень
Современная молодежная политика. Региональный уровень Урок окружающего мира по теме: « Апрель» УМК «Начальная школа ХХI века»
Урок окружающего мира по теме: « Апрель» УМК «Начальная школа ХХI века» Технический рисунок 8 класс
Технический рисунок 8 класс Внеклассное мероприятие Попрядухина Елена Васильевна Преподаватель – организатор ОБЖ МОУ «СОШ №30» г. Курска
Внеклассное мероприятие Попрядухина Елена Васильевна Преподаватель – организатор ОБЖ МОУ «СОШ №30» г. Курска Четыре царства живой природы - презентация к уроку Окружающий мир_
Четыре царства живой природы - презентация к уроку Окружающий мир_ Семейные традиции
Семейные традиции Лекция 2. ПРЕДМЕТ И СИСТЕМА ФИНАНСОВОГО ПРАВА Вопросы: Предмет финансового права Понятие финансового права Система финансового
Лекция 2. ПРЕДМЕТ И СИСТЕМА ФИНАНСОВОГО ПРАВА Вопросы: Предмет финансового права Понятие финансового права Система финансового  Гороскоп первоклассника на 2012 год
Гороскоп первоклассника на 2012 год