- Аргонодуговая сварка

Содержание
- 2. Преимущества аргонодуговой сварки Защита сварного шва аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение, без
- 3. Недостатки аргонодуговой сварки Достаточно сложное оборудование, требующее точной настройки. Относительная сложность сварочных работ, требующая опыта и
- 4. Виды аргонодуговой сварки РАД – это ручная сварка аргоном неплавящимся электродом. ААД – автоматическая аргонодуговая сварка
- 5. Оборудование *Горелка для сварки *Аргоном
- 6. Горелка для сварки аргоном Ее сердцем является вольфрамовый неплавящийся электрод, который должен выступать за пределы корпуса
- 7. Режимы сварки Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные стали и
- 9. Скачать презентацию
Преимущества аргонодуговой сварки
Защита сварного шва аргоном от воздействия окружающей среды. Это
Преимущества аргонодуговой сварки
Защита сварного шва аргоном от воздействия окружающей среды. Это
Недостатки аргонодуговой
сварки
Достаточно сложное оборудование, требующее точной настройки.
Относительная сложность сварочных работ,
Недостатки аргонодуговой
сварки
Достаточно сложное оборудование, требующее точной настройки.
Относительная сложность сварочных работ,
Виды аргонодуговой сварки
РАД – это ручная сварка аргоном неплавящимся электродом.
ААД –
Виды аргонодуговой сварки
РАД – это ручная сварка аргоном неплавящимся электродом.
ААД –
Оборудование
*Горелка для сварки
*Аргоном
Оборудование
*Горелка для сварки
*Аргоном
Горелка для сварки аргоном
Ее сердцем является
вольфрамовый неплавящийся
электрод, который должен
выступать
Горелка для сварки аргоном
Ее сердцем является
вольфрамовый неплавящийся
электрод, который должен
выступать
Режимы сварки
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные
Режимы сварки
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные
 Административное здание в г. Ангарск
Административное здание в г. Ангарск Ремонт элементов систем водоснабжения и канализации. 8 класс
Ремонт элементов систем водоснабжения и канализации. 8 класс Пословицы
Пословицы Презентация Никитин Н.В
Презентация Никитин Н.В Давид и Голиаф
Давид и Голиаф Мегодума5
Мегодума5 Правила работы на швейной машине
Правила работы на швейной машине Микро-ЭВМ и микропроцессоры
Микро-ЭВМ и микропроцессоры 20160313_kultura_18_vek
20160313_kultura_18_vek Кносский дворец
Кносский дворец Проект оформления витрины магазина
Проект оформления витрины магазина Архитекторы.детская площадка
Архитекторы.детская площадка PET-преобразователь
PET-преобразователь основы обогащения полезных ископаемых
основы обогащения полезных ископаемых Миколаївський морський торгівельний порт
Миколаївський морський торгівельний порт Технологическая карта
Технологическая карта Фрагмент индивидуальной образовательной программы для ребёнка
Фрагмент индивидуальной образовательной программы для ребёнка Юнит 9. Степени сравнения
Юнит 9. Степени сравнения Услышать музыку вокруг
Услышать музыку вокруг Технологический процесс разработки конфигурации офисного компьютера
Технологический процесс разработки конфигурации офисного компьютера Чистая вода в сельской местности
Чистая вода в сельской местности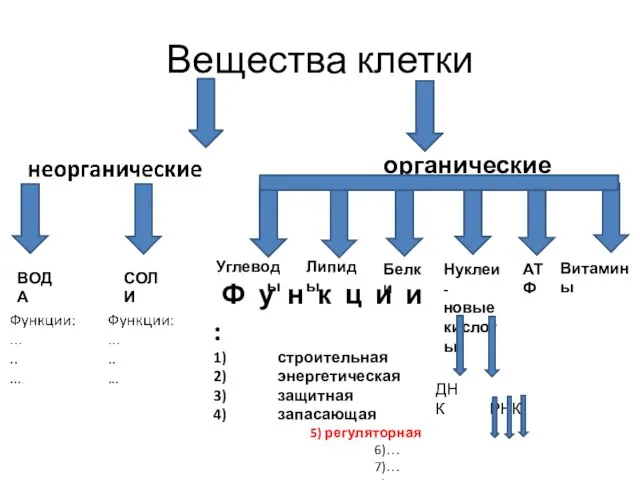 в-ва клетки схема
в-ва клетки схема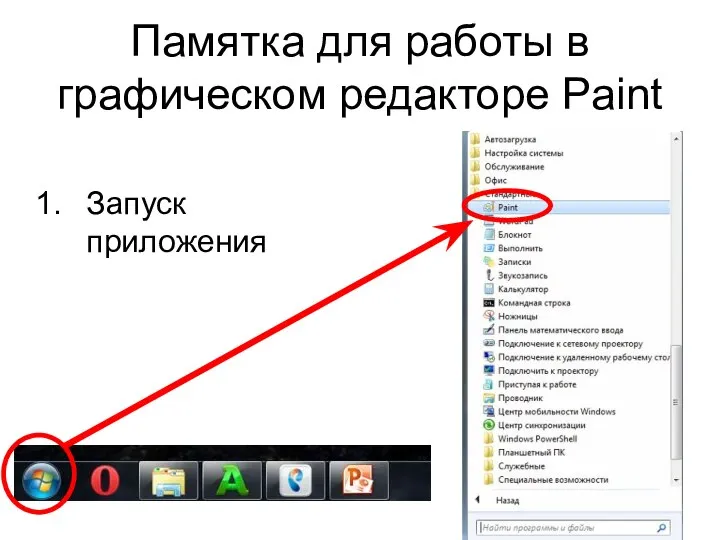 Памятка для работы в графическом редакторе Paint
Памятка для работы в графическом редакторе Paint Центры помощи семье в Новосибирске
Центры помощи семье в Новосибирске Фотоальбом
Фотоальбом Базовые задания
Базовые задания Mediasistema_Finlyandii (1)
Mediasistema_Finlyandii (1) Isollat (objects of application)
Isollat (objects of application)