- Гибка металла (Тема 2.5.)

Содержание
- 2. Гибка – это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма,
- 3. Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть пластической. Только в этом случае
- 4. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных
- 5. Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом
- 6. Минимально допустимые радиусы гибки листового металла
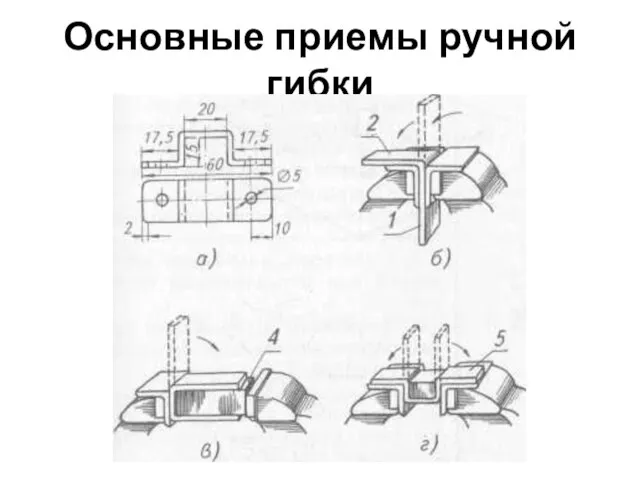
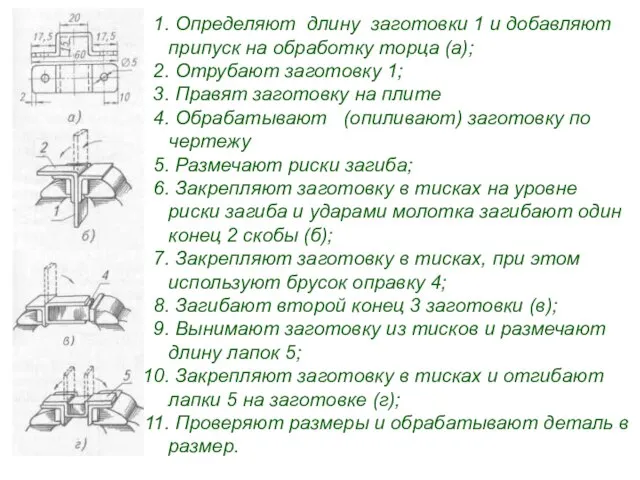
- 7. Основные приемы ручной гибки
- 8. Определяют длину заготовки 1 и добавляют припуск на обработку торца (а); Отрубают заготовку 1; Правят заготовку
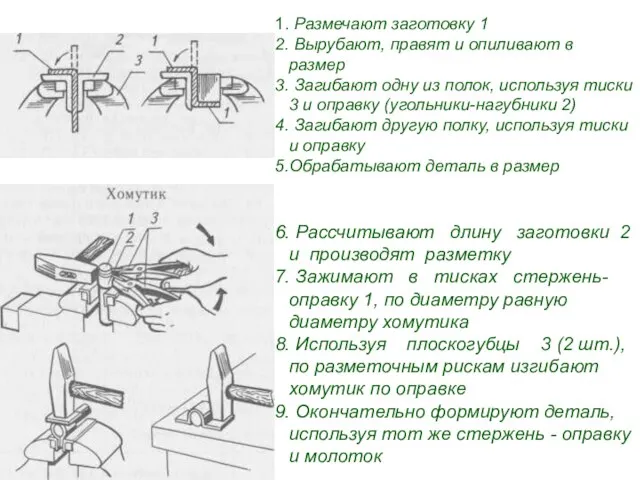
- 9. Размечают заготовку 1 Вырубают, правят и опиливают в размер Загибают одну из полок, используя тиски 3
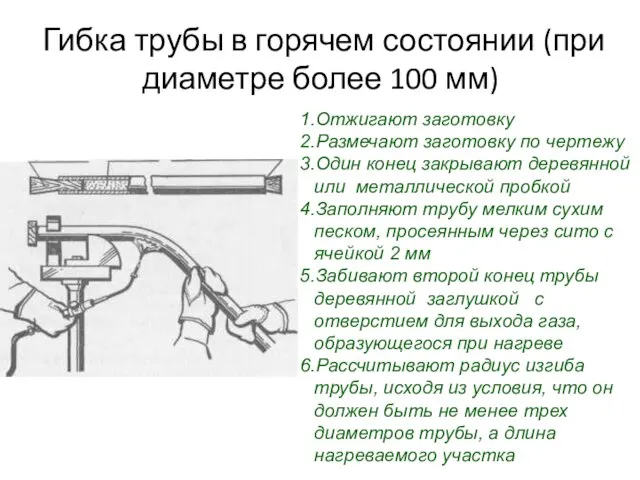
- 10. Гибка трубы в горячем состоянии (при диаметре более 100 мм) Отжигают заготовку Размечают заготовку по чертежу
- 11. где α – угол изгиба трубы°; d – наружный диаметр трубы, мм; этот участок обозначают мелом
- 12. Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он должен быть не меньше трех диаметров
- 13. Гибка медных труб Отжигают трубу при температуре 600...700 °С Охлаждают в воде Наполняют трубу канифолью (при
- 14. Гибка латунных труб Отжигают трубу при температуре 600...700 °С Охлаждают на воздухе Наполняют трубу канифолью или
- 15. Гибка дюралюминиевых труб Отжигают при температуре 350...400 °С Охлаждают на воздухе Производят гибку труб
- 16. При гибке необходимо соблюдать следующие условия: тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней
- 17. Механизация гибки труб При массовом изготовлении деталей из труб наибольших диаметров применяют ручные трубогибочные приспособления и
- 18. Широко используют новые способы гибки труб. Гибка с растяжением заготовки заключается в том, что заготовку подвергают
- 19. При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно
- 20. Развальцовка (вальцевание) труб Заключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Процесс развальцовки состоит
- 21. Станки для гибки листового металла
- 26. Дефекты. При гибке металла дефектами чаще всего являются косые загибы и механические повреждения обработанной поверхности как
- 27. Безопасность труда При гибке необходимо выполнять следующие требования безопасности: заготовку закреплять в тисках или других приспособлениях
- 29. Скачать презентацию
Гибка – это способ обработки металла давлением, при котором заготовке
Гибка – это способ обработки металла давлением, при котором заготовке
Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть
Напряжения изгиба должны превышать предел упругости, а деформация заготовки должна быть
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на
Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки
Выполняя гибку заготовки важно правильно определить ее размеры. Расчет длины заготовки

Минимально допустимые радиусы гибки листового металла
Минимально допустимые радиусы гибки листового металла
Основные приемы ручной гибки
Основные приемы ручной гибки
Определяют длину заготовки 1 и добавляют припуск на обработку торца
Определяют длину заготовки 1 и добавляют припуск на обработку торца
Размечают заготовку 1
Вырубают, правят и опиливают в размер
Загибают
Размечают заготовку 1
Вырубают, правят и опиливают в размер
Загибают
Гибка трубы в горячем состоянии (при диаметре более 100 мм)
Отжигают заготовку
Размечают
Гибка трубы в горячем состоянии (при диаметре более 100 мм)
Отжигают заготовку
Размечают
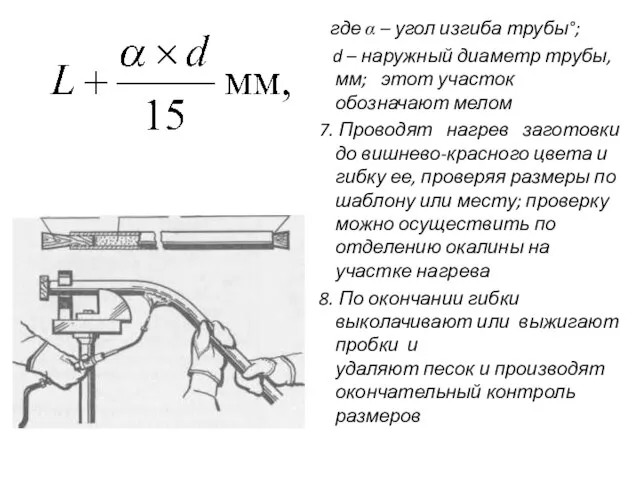
где α – угол изгиба трубы°;
d – наружный
где α – угол изгиба трубы°;
d – наружный
Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он
Для каждого диаметра трубы устанавливается минимально допустимый радиус гибки, он
Гибка медных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают в воде
Наполняют трубу
Гибка медных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают в воде
Наполняют трубу
Гибка латунных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают на воздухе
Наполняют трубу
Гибка латунных труб
Отжигают трубу при температуре 600...700 °С
Охлаждают на воздухе
Наполняют трубу
Гибка дюралюминиевых труб
Отжигают при температуре
350...400 °С
Охлаждают на воздухе
Производят гибку труб
Гибка дюралюминиевых труб
Отжигают при температуре
350...400 °С
Охлаждают на воздухе
Производят гибку труб
При гибке необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней
При гибке необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней
Механизация гибки труб
При массовом изготовлении деталей из труб наибольших диаметров
Механизация гибки труб
При массовом изготовлении деталей из труб наибольших диаметров
Широко используют новые способы гибки труб. Гибка с растяжением заготовки
Широко используют новые способы гибки труб. Гибка с растяжением заготовки
При гибке труб с нагревом токами высокой частоты нагрев, гибка
При гибке труб с нагревом токами высокой частоты нагрев, гибка
Развальцовка (вальцевание) труб
Заключается в расширении (раскатывании) концов труб изнутри специальным
Развальцовка (вальцевание) труб
Заключается в расширении (раскатывании) концов труб изнутри специальным

Станки для гибки листового металла
Станки для гибки листового металла




Дефекты.
При гибке металла дефектами чаще всего являются косые загибы и
Дефекты.
При гибке металла дефектами чаще всего являются косые загибы и
Безопасность труда
При гибке необходимо выполнять следующие требования безопасности:
заготовку закреплять
Безопасность труда
При гибке необходимо выполнять следующие требования безопасности:
заготовку закреплять
 Дополнительная общеобразовательная общеразвивающая программа Юный пешеход
Дополнительная общеобразовательная общеразвивающая программа Юный пешеход Техника рисование пластилином на стекле
Техника рисование пластилином на стекле 产品介绍. 产品编号
产品介绍. 产品编号 Самоорганизация в условиях дистанционного обучения
Самоорганизация в условиях дистанционного обучения 20141218_proekt_obzh._terrorizm_-_ugroza_obshchestvu
20141218_proekt_obzh._terrorizm_-_ugroza_obshchestvu презентация жизнь и творчество Г.М.Цыферова
презентация жизнь и творчество Г.М.Цыферова Определенный имперфект совмещение времен (турецкий язык, урок № 21)
Определенный имперфект совмещение времен (турецкий язык, урок № 21) Қой шаруашылығы
Қой шаруашылығы Игры Разума
Игры Разума Сварочное пламя (1)
Сварочное пламя (1) Автомобильный завод. Изделие: КамАЗ
Автомобильный завод. Изделие: КамАЗ Развитие воображения
Развитие воображения Презент_Епихин_итог
Презент_Епихин_итог Выполнение сборки и монтажа схемы имитатор помех для сетевых фильтров
Выполнение сборки и монтажа схемы имитатор помех для сетевых фильтров BН100 service training
BН100 service training Регулировщик-живой светофор
Регулировщик-живой светофор Макаронные изделия
Макаронные изделия Мониторы на основе электронно-лучевой трубки
Мониторы на основе электронно-лучевой трубки Сюжетно - ролевая игра Приключения пиратов группа Волна
Сюжетно - ролевая игра Приключения пиратов группа Волна Транспортный комплекс
Транспортный комплекс Состав компьютера
Состав компьютера Интерактив викторина 2
Интерактив викторина 2 Технология бактериальных препаратов для сельского хозяйства
Технология бактериальных препаратов для сельского хозяйства Презентація_Слісаренко
Презентація_Слісаренко объявление о конкурсе
объявление о конкурсе Исследование вовлечения полиэтилена высокого давления в процесс каталитического крекинга с целью утилизации полимерных отходов
Исследование вовлечения полиэтилена высокого давления в процесс каталитического крекинга с целью утилизации полимерных отходов Что? Где? Когда? Вопросы-ответы на тему Технологические машины и оборудование
Что? Где? Когда? Вопросы-ответы на тему Технологические машины и оборудование Комплекс ОРУ
Комплекс ОРУ