- Изготовление художественно-промышленных изделий из древесины на станках с ЧПУ

Содержание
- 2. Художественно-промышленные изделия, полученные фрезерованием из различных материалов
- 3. Схемы фрезерования Встречное Попутное
- 4. Изготовление художественно-промышленных изделий на станках с ЧПУ
- 5. Основные узлы фрезерного станка с ЧПУ Направляющие для перемещения шпинделя: 1 – по оси Х (слева-на-право),
- 6. Классификация фрезерных станков с ЧПУ Признаки классификации: Число направлений (координат) перемещений инструмента Расположение оси шпинделя Принцип
- 7. Классификация фрезерных станков с ЧПУ Признаки: Число направлений (координат) перемещений инструмента Расположение оси шпинделя Принцип смены
- 8. Схемы многокоординатных станков С поворотным столом С поворотной головкой Комбинированный
- 9. Разработка управляющей программы
- 10. Последовательность разработки управляющей программы
- 11. Типовые орнаментальные художественно-промышленные изделия из древесины и МДФ Розетка Рамка Полоса Панно
- 12. Параметры орнаментальных художественно-промышленных изделий из древесины и МДФ
- 13. Использование CAM систем в России
- 14. Стратегии фрезерования Классификация стратегий чистовой обработки по востребованности черновой: стратегии, требующие предшествующей черновой обработки – отвесные
- 15. Стратегии фрезерования Характеризуется пошаговым опусканиями фрезы на заданную высоту и последующими срезаниями очередного слоя материала до
- 16. Стратегии фрезерования Выдерживается постоянный шаг по оси Z, обработка начинается с вершины 3D модели, постепенно опускаясь
- 17. Стратегии фрезерования Считается наиболее для колец и сферических поверхностей. Фреза совершает радиальные перемещения от центра к
- 18. Выбор стратегии чистового фрезерования изделий с рельефным орнаментом
- 19. Классификация концевых фрез для деревообрабатывающих станков с ЧПУ
- 20. Качество поверхности изделий Схема составляющих качества поверхности изделий и их зависимости от проектно-производственных факторов
- 21. Классификация дефектов (неровностей поверхности) Признаки: Системность: хаотичные, системные Возможность устранения: устраняемые, неустраняемые Вырывы и сколы на
- 22. Хаотичные дефекты на изделии «декоративная накладка» Бук, размеры в плане 80х100 мм, стратегия растр, подача вдоль
- 23. Системные неровности при чистовом фрезеровании Неровности профиля на рукоятке пистолета МР46-М Схемы к определению высоты неровностей
- 24. Трудоемкость и стоимость обработки T0 = Tст + Tp, где T0 – общая трудоемкость обработки; Тст
- 25. Влияние высоты (глубины) рельефа изделия «декоративная накладка» на время обработки
- 26. Влияние ручной доработки на стоимость декоративных накладных элементов мебели (по данным фирмы «Ставрос», г. С -
- 27. Влияние высоты (глубины) рельефа и его расположения относительно плоскости фона на эстетическую ценность изделий Экспертная оценка
- 28. Технологический процесс фрезерования на станке с ЧПУ ортопедической рукоятки спортивного пневматического пистолета МР-46М 1 – рукоятка,
- 29. Приспособление для фрезерования До установки заготовки 1 – болты для крепления приспособления к столу станка, 2
- 30. Черновое фрезерование плоскости склеивания, стратегия «выборка 3D модели», переход 1 Управляющая программа Вид на траекторию фрезы
- 31. Чистовое фрезерование криволинейной поверхности, соприкасающейся с основанием большого пальца, стратегия 3D смещение, переход 3 Управляющая программа
- 32. Характерные дефекты фрезерования Вид на внутреннюю поверхность левой щечки Вид на внешнюю поверхность правой щечки 1
- 33. Параметры технологического процесса фрезерования рукояток пистолета МР-46М и качество обработки
- 34. Влияние шага поперечной подачи фрезы на удобство удержания рукоятки Фактура поверхности Экспертная оценка удобства удержания
- 35. Рукоятки, изготовленные по размерному ряду
- 37. Скачать презентацию

Художественно-промышленные изделия, полученные фрезерованием из различных материалов
Художественно-промышленные изделия, полученные фрезерованием из различных материалов
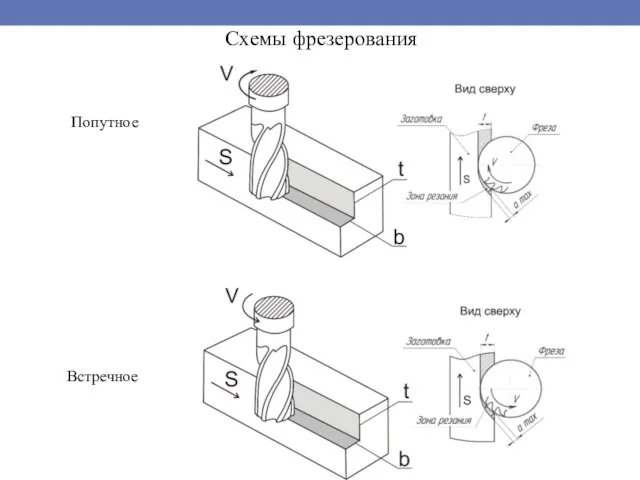
Схемы фрезерования
Встречное
Попутное
Схемы фрезерования
Встречное
Попутное
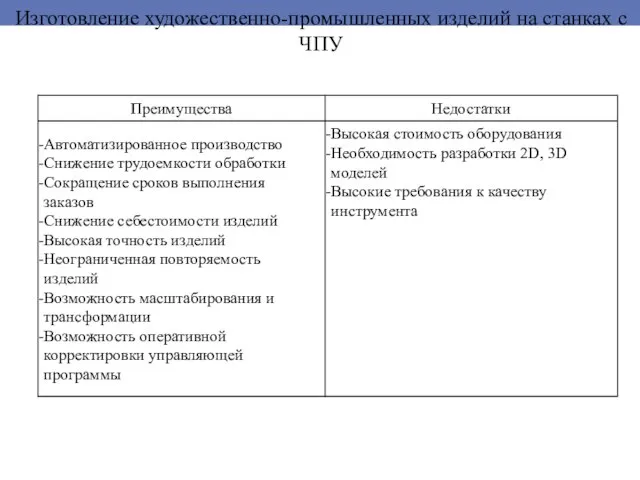
Изготовление художественно-промышленных изделий на станках с ЧПУ
Изготовление художественно-промышленных изделий на станках с ЧПУ

Основные узлы фрезерного станка с ЧПУ
Направляющие для перемещения шпинделя: 1 –
Основные узлы фрезерного станка с ЧПУ
Направляющие для перемещения шпинделя: 1 –

Классификация фрезерных станков с ЧПУ
Признаки классификации:
Число направлений (координат) перемещений инструмента
Расположение оси
Классификация фрезерных станков с ЧПУ
Признаки классификации:
Число направлений (координат) перемещений инструмента
Расположение оси

Классификация фрезерных станков с ЧПУ
Признаки:
Число направлений (координат) перемещений инструмента
Расположение оси шпинделя
Принцип
Классификация фрезерных станков с ЧПУ
Признаки:
Число направлений (координат) перемещений инструмента
Расположение оси шпинделя
Принцип

Схемы многокоординатных станков
С поворотным столом
С поворотной головкой
Комбинированный
Схемы многокоординатных станков
С поворотным столом
С поворотной головкой
Комбинированный
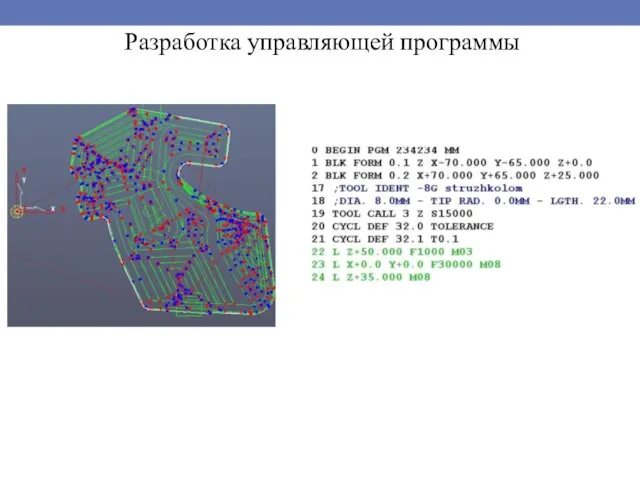
Разработка управляющей программы
Разработка управляющей программы
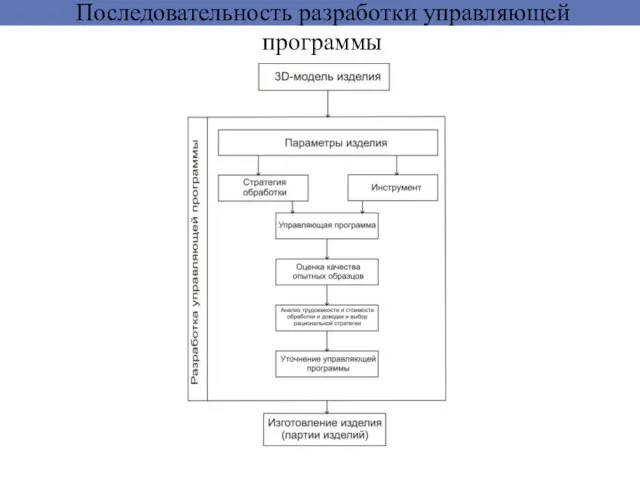
Последовательность разработки управляющей программы
Последовательность разработки управляющей программы

Типовые орнаментальные художественно-промышленные изделия из древесины и МДФ
Розетка
Рамка
Полоса
Панно
Типовые орнаментальные художественно-промышленные изделия из древесины и МДФ
Розетка
Рамка
Полоса
Панно
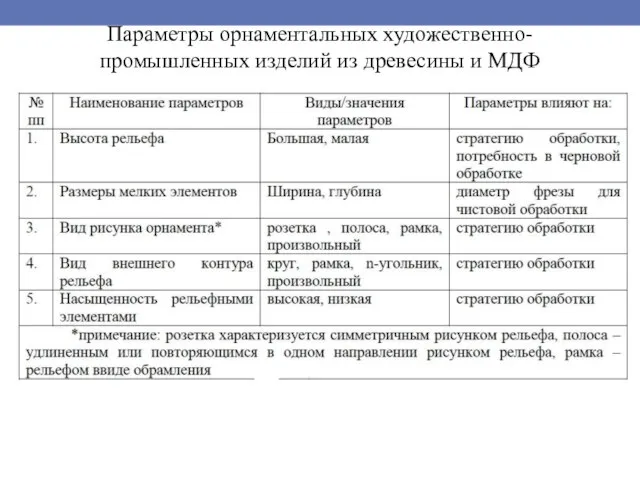
Параметры орнаментальных художественно-промышленных изделий из древесины и МДФ
Параметры орнаментальных художественно-промышленных изделий из древесины и МДФ

Использование CAM систем в России
Использование CAM систем в России

Стратегии фрезерования
Классификация стратегий чистовой обработки по востребованности черновой:
стратегии, требующие предшествующей черновой
Стратегии фрезерования
Классификация стратегий чистовой обработки по востребованности черновой:
стратегии, требующие предшествующей черновой

Стратегии фрезерования
Характеризуется пошаговым опусканиями фрезы на заданную высоту и последующими срезаниями
Стратегии фрезерования
Характеризуется пошаговым опусканиями фрезы на заданную высоту и последующими срезаниями

Стратегии фрезерования
Выдерживается постоянный шаг по оси Z, обработка начинается с вершины
Стратегии фрезерования
Выдерживается постоянный шаг по оси Z, обработка начинается с вершины

Стратегии фрезерования
Считается наиболее для колец и сферических поверхностей. Фреза совершает радиальные
Стратегии фрезерования
Считается наиболее для колец и сферических поверхностей. Фреза совершает радиальные
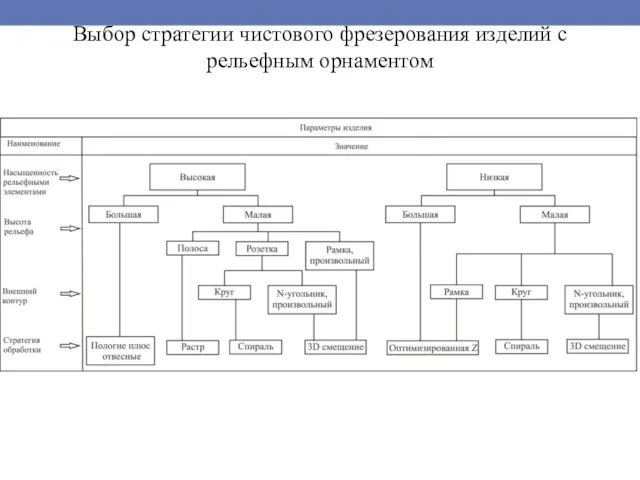
Выбор стратегии чистового фрезерования изделий с рельефным орнаментом
Выбор стратегии чистового фрезерования изделий с рельефным орнаментом

Классификация концевых фрез для деревообрабатывающих станков с ЧПУ
Классификация концевых фрез для деревообрабатывающих станков с ЧПУ
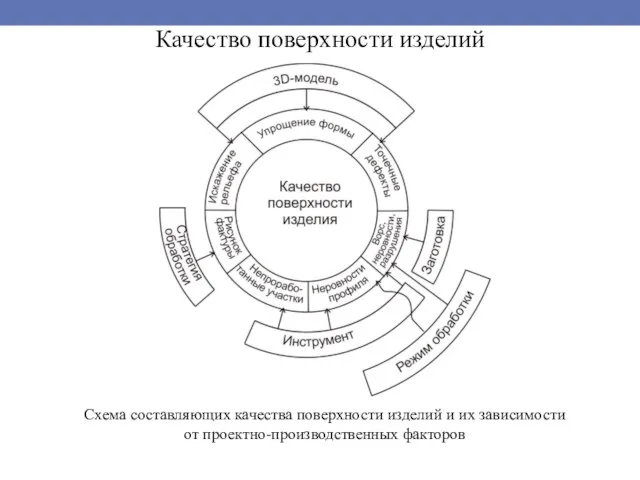
Качество поверхности изделий
Схема составляющих качества поверхности изделий и их зависимости от
Качество поверхности изделий
Схема составляющих качества поверхности изделий и их зависимости от

Классификация дефектов (неровностей поверхности)
Признаки:
Системность: хаотичные, системные
Возможность устранения: устраняемые, неустраняемые
Вырывы и сколы
Классификация дефектов (неровностей поверхности)
Признаки:
Системность: хаотичные, системные
Возможность устранения: устраняемые, неустраняемые
Вырывы и сколы

Хаотичные дефекты на изделии «декоративная накладка»
Бук, размеры в плане 80х100 мм,
Хаотичные дефекты на изделии «декоративная накладка»
Бук, размеры в плане 80х100 мм,
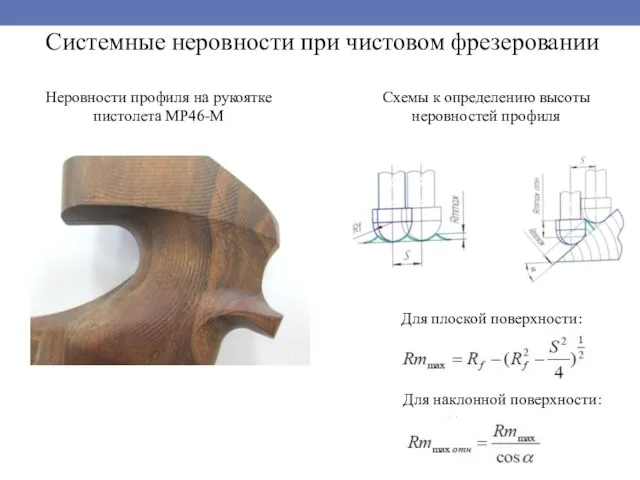
Системные неровности при чистовом фрезеровании
Неровности профиля на рукоятке пистолета МР46-М
Схемы к
Системные неровности при чистовом фрезеровании
Неровности профиля на рукоятке пистолета МР46-М
Схемы к
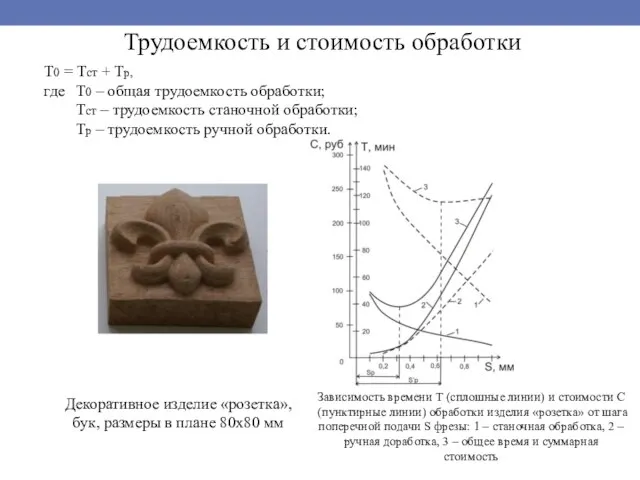
Трудоемкость и стоимость обработки
T0 = Tст + Tp,
где T0 – общая
Трудоемкость и стоимость обработки
T0 = Tст + Tp,
где T0 – общая
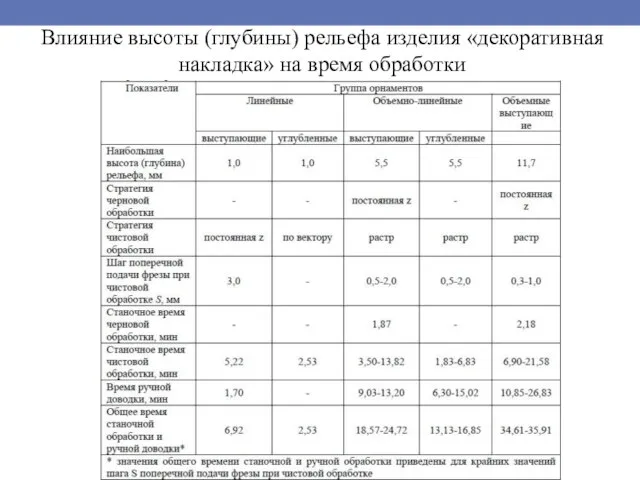
Влияние высоты (глубины) рельефа изделия «декоративная накладка» на время обработки
Влияние высоты (глубины) рельефа изделия «декоративная накладка» на время обработки
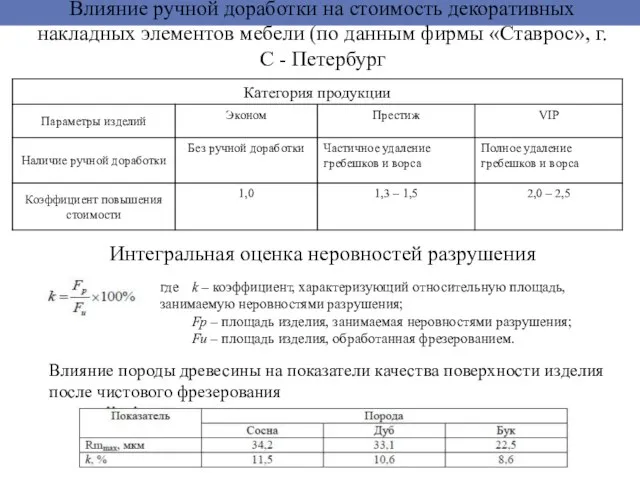
Влияние ручной доработки на стоимость декоративных накладных элементов мебели (по данным
Влияние ручной доработки на стоимость декоративных накладных элементов мебели (по данным
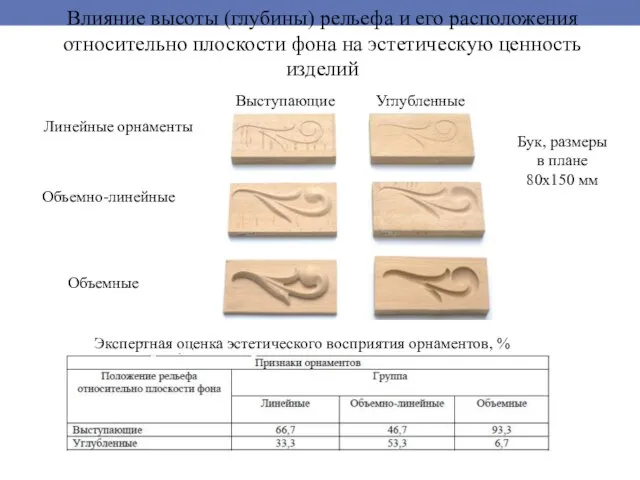
Влияние высоты (глубины) рельефа и его расположения относительно плоскости фона на
Влияние высоты (глубины) рельефа и его расположения относительно плоскости фона на

Технологический процесс фрезерования на станке с ЧПУ ортопедической рукоятки спортивного пневматического
Технологический процесс фрезерования на станке с ЧПУ ортопедической рукоятки спортивного пневматического
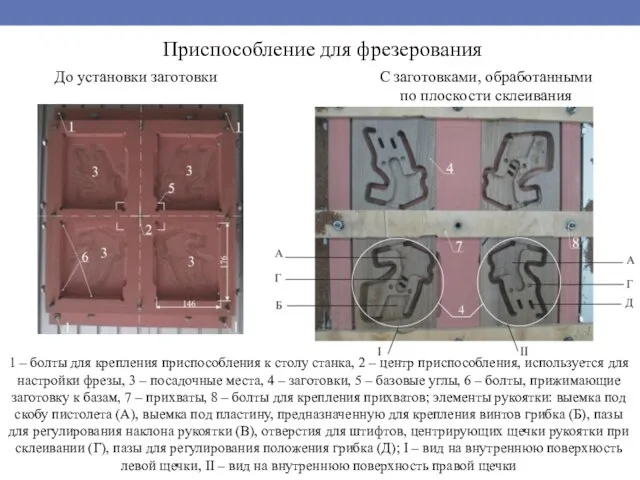
Приспособление для фрезерования
До установки заготовки
1 – болты для крепления приспособления к
Приспособление для фрезерования
До установки заготовки
1 – болты для крепления приспособления к
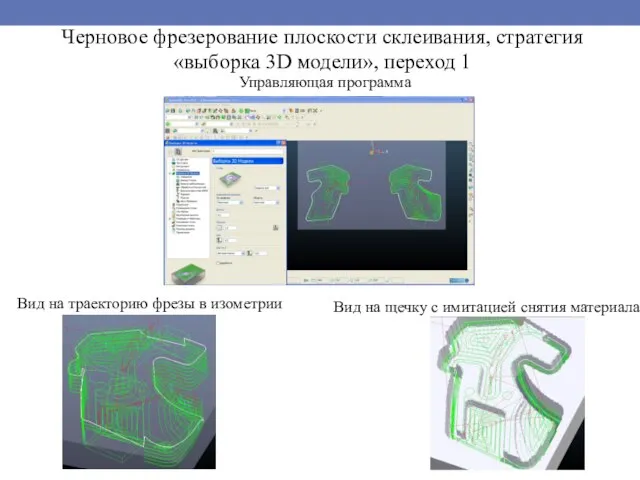
Черновое фрезерование плоскости склеивания, стратегия «выборка 3D модели», переход 1
Управляющая программа
Вид
Черновое фрезерование плоскости склеивания, стратегия «выборка 3D модели», переход 1
Управляющая программа
Вид
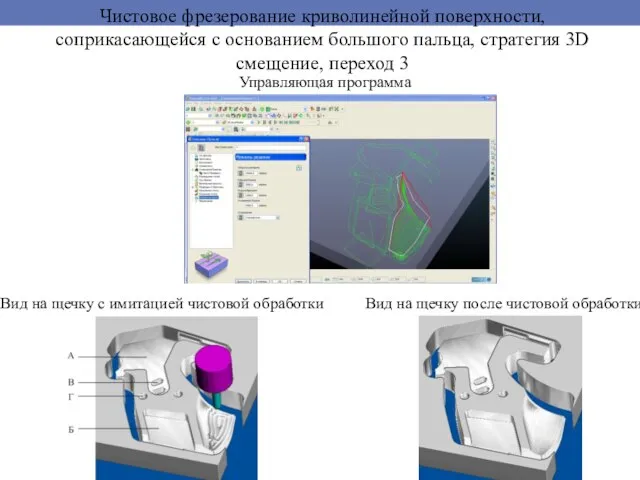
Чистовое фрезерование криволинейной поверхности, соприкасающейся с основанием большого пальца, стратегия 3D
Чистовое фрезерование криволинейной поверхности, соприкасающейся с основанием большого пальца, стратегия 3D

Характерные дефекты фрезерования
Вид на внутреннюю поверхность левой щечки
Вид на внешнюю поверхность
Характерные дефекты фрезерования
Вид на внутреннюю поверхность левой щечки
Вид на внешнюю поверхность
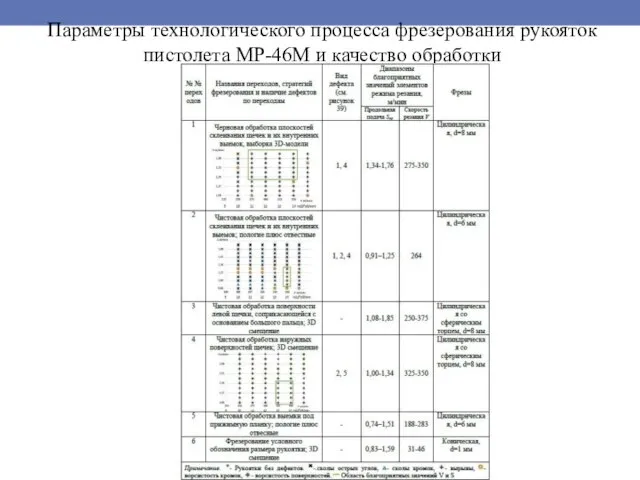
Параметры технологического процесса фрезерования рукояток пистолета МР-46М и качество обработки
Параметры технологического процесса фрезерования рукояток пистолета МР-46М и качество обработки
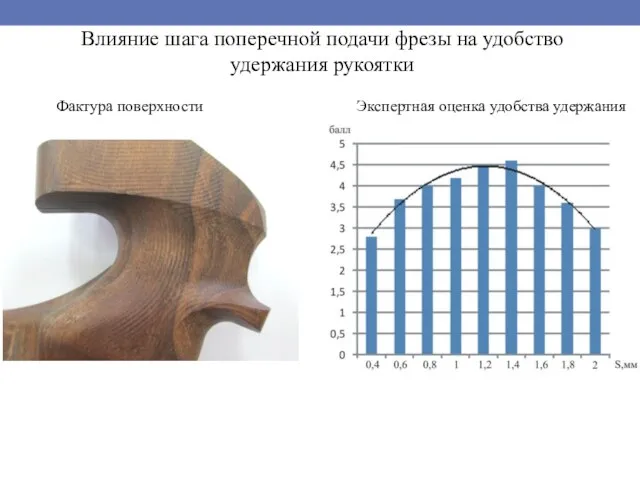
Влияние шага поперечной подачи фрезы на удобство удержания рукоятки
Фактура поверхности
Экспертная оценка
Влияние шага поперечной подачи фрезы на удобство удержания рукоятки
Фактура поверхности
Экспертная оценка
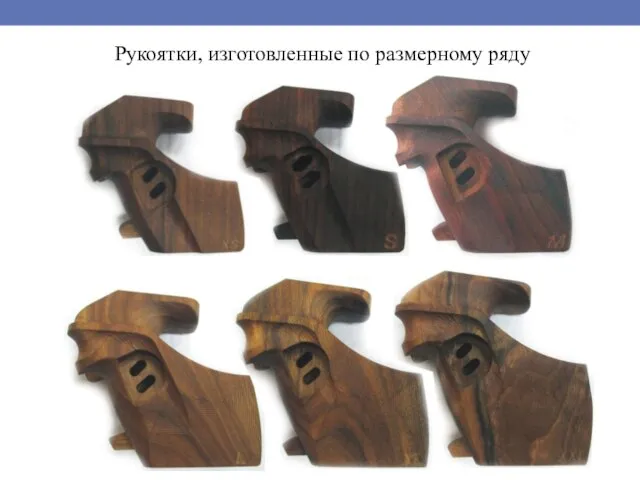
Рукоятки, изготовленные по размерному ряду
Рукоятки, изготовленные по размерному ряду
 Хлеб всему голова
Хлеб всему голова ацетилхолин
ацетилхолин Крыши малоэтажных зданий
Крыши малоэтажных зданий 20130611_urok_chernyh_n.v_0
20130611_urok_chernyh_n.v_0 Заводы по переработке воды
Заводы по переработке воды Библейский центр подготовки пасторов (БЦПП)
Библейский центр подготовки пасторов (БЦПП) Дискретные системы и сигналы
Дискретные системы и сигналы Унифицированная система тепловозной автоматики УСТА4, УСТА5
Унифицированная система тепловозной автоматики УСТА4, УСТА5 Е-Кампус 2
Е-Кампус 2 Микроэлементтер Тақырыбындағы дидактикалық
Микроэлементтер Тақырыбындағы дидактикалық Модернизация счетно-комплектующего устройства (СКУ)
Модернизация счетно-комплектующего устройства (СКУ) О внесении изменений в Земельный кодекс РФ и отдельные законодательные акты РФ
О внесении изменений в Земельный кодекс РФ и отдельные законодательные акты РФ Темiржолда техникалық ережелердi пайдалану”пәнi
Темiржолда техникалық ережелердi пайдалану”пәнi ProfSound
ProfSound 7 чудес Кольского края
7 чудес Кольского края Клавиатура с набором клавиш для макросов
Клавиатура с набором клавиш для макросов Праздник Ивана Купала
Праздник Ивана Купала Презентация Microsoft PowerPoint
Презентация Microsoft PowerPoint Практика в Мебельном салоне Трапеза
Практика в Мебельном салоне Трапеза Компьютерные игры (3 класс)
Компьютерные игры (3 класс) Этология - исследования поведения животных в природе
Этология - исследования поведения животных в природе Тепловые и атомные электростанции
Тепловые и атомные электростанции эндокринная система
эндокринная система Маршрутная сеть Орджоникидзевского района города Перми с 1 апреля 2020 года
Маршрутная сеть Орджоникидзевского района города Перми с 1 апреля 2020 года Полупроводниковые диоды
Полупроводниковые диоды Лесная промышленность
Лесная промышленность Народный проект Спортивная площадка в с.Большая Пысса
Народный проект Спортивная площадка в с.Большая Пысса Нефть. Способы её переработки. Фракции нефти
Нефть. Способы её переработки. Фракции нефти