- Комплектование деталей и сборка агрегатов

Содержание
- 2. Комплектование — часть производственного процесса, которая осуществляется перед сборкой и имеет цель обеспечить непрерывность и увеличение
- 3. для комплектования характерен следующий комплекс работ : подбор и пригонка деталей в отдельных соединениях; подбор комплектующих
- 4. накопление, учет и хранение новых, прошедших восстановление и годных без ремонта деталей, сборочных единиц и комплектующих
- 5. Различают три способа комплектования деталей: штучный групповой смешанный
- 6. При штучном комплектовании исходя из величины зазора или натяга, допускаемого техническими условиями, к базовой детали подбирают
- 7. Недостаток при штучном подборе затрачивается много времени. Этот способ есть смысл применять на небольших универсальных ремонтных
- 8. При групповом комплектовании поле допусков размеров обеих сопрягаемых деталей делят на несколько интервалов, а детали по
- 9. Цифрами, буквами или красками маркируют размерные группы сопрягаемых деталей. Групповое комплектование используют для подбора ответственных деталей
- 10. При смешанном комплектовании деталей используют оба способа. Менее ответственные комплектуют штучным способом, а ответственные детали —
- 11. Во избежание несбалансированности, наряду с тремя основными способами комплектования, некоторые детали подбирают по массе (например, поршни
- 12. Иногда комплектование сопровождается слееарно-подгоночными операциями.
- 13. При комплектовании на каждое собираемое изделие заполняется комплектовочная карта, в которой указываются:
- 14. номера цеха; участка; рабочего места, где выполняются сборочные операции; обозначения деталей, сборочных единиц, материалов и комплектующих
- 15. Рабочие места рекомендуется специализировать по наименованиям агрегатов, узлов. На них должны быть: соответствующие чертежи, таблицы посадок
- 16. Точность сборки — характеристика и свойство технологического процесса сборки изделия. Точность сборки призвана обеспечивать соответствие действительных
- 17. Точность сборки зависит от ряда факторов: точности размеров и формы, шероховатости сопрягаемых поверхностей деталей, взаимного положения
- 18. С помощью сборочных размерных цепей может быть определена точность сборки аналитически.
- 19. Размерная цепь — замкнутый контур взаимосвязанных размеров, определяющих их численные значения и допуски. Размерная цепь состоит
- 20. Составляющее звено — звено размерной цепи, изменение которого вызывает изменение исходного (замыкающего) звена. Составляющие звенья обозначаются
- 21. Исходное (замыкающее) звено — звено, образующееся в цепи последним вследствие решения определенной задачи при изготовлении или
- 22. Требуемая точность сборки изделий достигается одним из пяти методов: полной неполной взаимозаменяемости групповой взаимозаменяемости регулирования пригонки
- 23. Метод полной взаимозаменяемости — при данном методе требуемая точность сборки достигается путем соединения деталей без их
- 24. Метод неполной взаимозаменяемости — метод, при котором требуемая точность сборки достигается не у всех соединений при
- 25. Метод групповой взаимозаменяемости — метод, при котором требуемая точность сборки достигается путем соединения деталей, относящихся к
- 26. Метод регулирования — при данном методе требуемая точность сборки получается путем модификации размера одной из деталей
- 27. Метод пригонки — метод, при котором требуемая точность сборки достигается путем изменения размера компенсатора со снятием
- 29. Скачать презентацию
Комплектование
— часть производственного процесса, которая осуществляется перед сборкой и имеет
Комплектование
— часть производственного процесса, которая осуществляется перед сборкой и имеет
для комплектования характерен следующий комплекс работ :
подбор и пригонка деталей
для комплектования характерен следующий комплекс работ :
подбор и пригонка деталей
накопление, учет и хранение новых, прошедших восстановление и годных без
накопление, учет и хранение новых, прошедших восстановление и годных без
Различают три способа комплектования деталей:
штучный
групповой
смешанный
Различают три способа комплектования деталей:
штучный
групповой
смешанный
При штучном комплектовании исходя из величины зазора или натяга, допускаемого техническими
При штучном комплектовании исходя из величины зазора или натяга, допускаемого техническими
Недостаток
при штучном подборе затрачивается много времени. Этот способ есть смысл
Недостаток
при штучном подборе затрачивается много времени. Этот способ есть смысл
При групповом комплектовании поле допусков размеров обеих сопрягаемых деталей делят на
При групповом комплектовании поле допусков размеров обеих сопрягаемых деталей делят на
Цифрами, буквами или красками маркируют размерные группы сопрягаемых деталей. Групповое комплектование
Цифрами, буквами или красками маркируют размерные группы сопрягаемых деталей. Групповое комплектование
При смешанном комплектовании деталей используют оба способа. Менее ответственные комплектуют штучным
При смешанном комплектовании деталей используют оба способа. Менее ответственные комплектуют штучным

Во избежание несбалансированности, наряду с тремя основными способами комплектования, некоторые детали
Во избежание несбалансированности, наряду с тремя основными способами комплектования, некоторые детали

Иногда комплектование сопровождается слееарно-подгоночными операциями.

При комплектовании на каждое собираемое изделие заполняется комплектовочная карта, в которой
При комплектовании на каждое собираемое изделие заполняется комплектовочная карта, в которой
номера цеха;
участка;
рабочего места, где выполняются сборочные операции;
обозначения деталей, сборочных единиц, материалов
номера цеха;
участка;
рабочего места, где выполняются сборочные операции;
обозначения деталей, сборочных единиц, материалов
Рабочие места рекомендуется специализировать по наименованиям агрегатов, узлов. На них должны
Рабочие места рекомендуется специализировать по наименованиям агрегатов, узлов. На них должны

Точность сборки
— характеристика и свойство технологического процесса сборки изделия. Точность
Точность сборки
— характеристика и свойство технологического процесса сборки изделия. Точность
Точность сборки зависит от ряда факторов:
точности размеров и формы,
шероховатости сопрягаемых поверхностей
Точность сборки зависит от ряда факторов:
точности размеров и формы,
шероховатости сопрягаемых поверхностей

С помощью сборочных размерных цепей может быть определена точность сборки аналитически.
С помощью сборочных размерных цепей может быть определена точность сборки аналитически.
Размерная цепь — замкнутый контур взаимосвязанных размеров, определяющих их численные значения
Размерная цепь — замкнутый контур взаимосвязанных размеров, определяющих их численные значения
Составляющее звено — звено размерной цепи, изменение которого вызывает изменение исходного
Исходное (замыкающее) звено — звено, образующееся в цепи последним вследствие решения
Исходное (замыкающее) звено — звено, образующееся в цепи последним вследствие решения
Требуемая точность сборки изделий достигается одним из пяти методов:
полной
неполной взаимозаменяемости
групповой взаимозаменяемости
регулирования
пригонки
Требуемая точность сборки изделий достигается одним из пяти методов:
полной
неполной взаимозаменяемости
групповой взаимозаменяемости
регулирования
пригонки

Метод полной взаимозаменяемости — при данном методе требуемая точность сборки достигается

Метод неполной взаимозаменяемости — метод, при котором требуемая точность сборки достигается
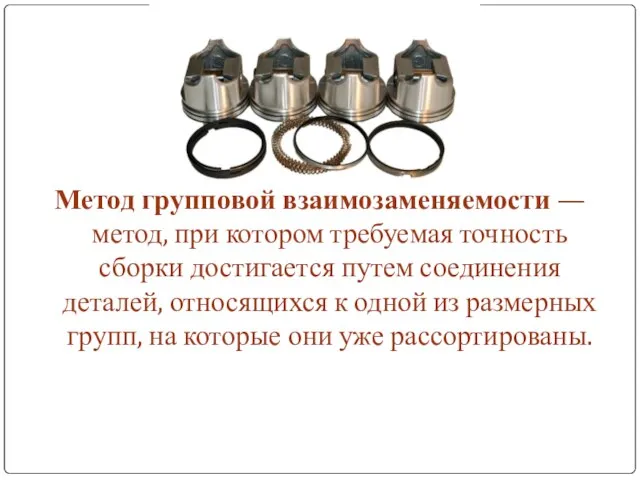
Метод групповой взаимозаменяемости — метод, при котором требуемая точность сборки достигается

Метод регулирования — при данном методе требуемая точность сборки получается путем

Метод пригонки — метод, при котором требуемая точность сборки достигается путем
Метод пригонки — метод, при котором требуемая точность сборки достигается путем
 Известные выпускники
Известные выпускники Контроль качества работ
Контроль качества работ 20140106_pole_chudes_odezhda_i_obuv_0
20140106_pole_chudes_odezhda_i_obuv_0 Происхождение и сущность сознания
Происхождение и сущность сознания Низко маржинальные рестораны
Низко маржинальные рестораны Дети –герои ВОВ
Дети –герои ВОВ Экоробот. Проблема, решаемая в проекте
Экоробот. Проблема, решаемая в проекте Сюжет и содержание в картине
Сюжет и содержание в картине Новолипецкий металлургический комбинат. Продукция НЛМК
Новолипецкий металлургический комбинат. Продукция НЛМК Звукозапись. Носители звукозаписи
Звукозапись. Носители звукозаписи vizitka (2)
vizitka (2) Тайны воды
Тайны воды Перегородки в новый офис
Перегородки в новый офис 20150525_chitatelskiy_dnevnik._obrazets
20150525_chitatelskiy_dnevnik._obrazets 9.1
9.1 Обращение дольщиков 2 очереди ЖК Домашний
Обращение дольщиков 2 очереди ЖК Домашний Школа добровольцев “МегаПолис”
Школа добровольцев “МегаПолис” Способы проверки написания буквы, обозначающей безударный гласный звук
Способы проверки написания буквы, обозначающей безударный гласный звук Синхронные генераторы
Синхронные генераторы Теория Вильгельма фон Гумбольдта
Теория Вильгельма фон Гумбольдта Мотивация
Мотивация Организация эффективной системы внутришкольного контроля всредней школе
Организация эффективной системы внутришкольного контроля всредней школе Многоэтажное панельное здание
Многоэтажное панельное здание Устройство и принцип работы ультразвукового диагностического аппарата
Устройство и принцип работы ультразвукового диагностического аппарата О чем мечтают учителя
О чем мечтают учителя Общие сведения о компьютерах
Общие сведения о компьютерах Об_Аутизме
Об_Аутизме Вік від 0-14
Вік від 0-14