- Ленточные конвейеры

Содержание
- 2. Ленточные конвейеры относятся к подъемно-транспортным механизмам непрерывного действия. Благодаря простоте конструкции, значительному диапазону скоростей (0,1÷4 м/с),
- 4. Для загрузки нескольких бункеров, расположенных в один ряд, применяют передвижные ленточные конвейеры. Они отличаются от стационарных
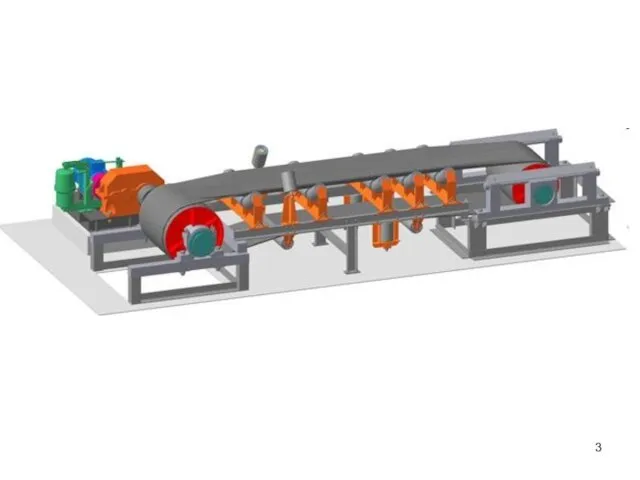
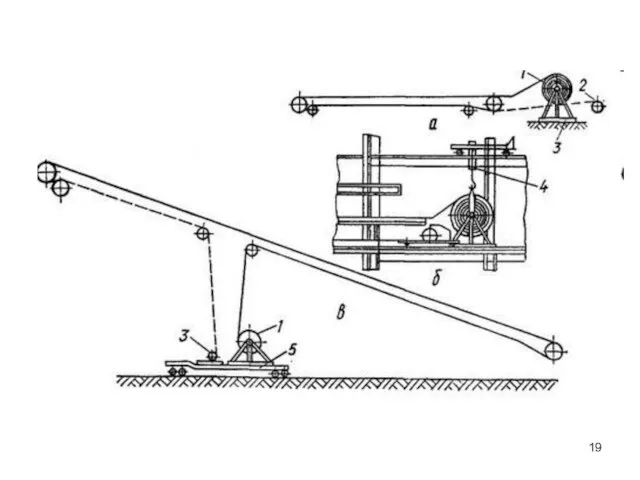
- 7. Стационарный ленточный конвейер (рис.) состоит из следующих основных частей: металлической опорной конструкции (станины), приводной станции с
- 8. В настоящее время применяются следующие методы монтажа: через перекрытия галереи (с использованием башенных кранов); через проемы
- 9. При приемке под монтаж фундаментом натяжных и приводных станций, а также закладных перекрытии галерей под промежуточные
- 10. До начала, монтажа конвейеров должны быть смонтированы монорельсы (подкрановые пути) над приводными и натяжными станциями и
- 11. Перед монтажом конвейера необходимо выполнить ряд подготовительных работ. Кроме проверки комплектности оборудования, соответствия его проекту и
- 12. В условиях мастерских агрегатируют привод конвейера на раме, изготовленной с учетом размеров поступившего оборудования (редуктора и
- 13. Для удобства монтажа секции должны быть взаимозаменяемыми: при перемене секций местами или при их развороте на
- 14. Оборудование конвейеров вывозят в монтаж, как правило, автотранспортом. Оборудование приводной станции и натяжной станции подают в
- 15. Монтаж приводной станции начинают с установки металлоконструкции рамы под приводной барабан. После предварительной выверки по осям
- 16. Опробование приводной станции нужно, как правило, проводить до натяжки ленты, предварительно выполнив ревизию подшипников приводного барабана
- 17. Параллельно с монтажом приводной станции ведут установку металлоконструкций промежуточных секций (станины). Их выверку осуществляют при помощи
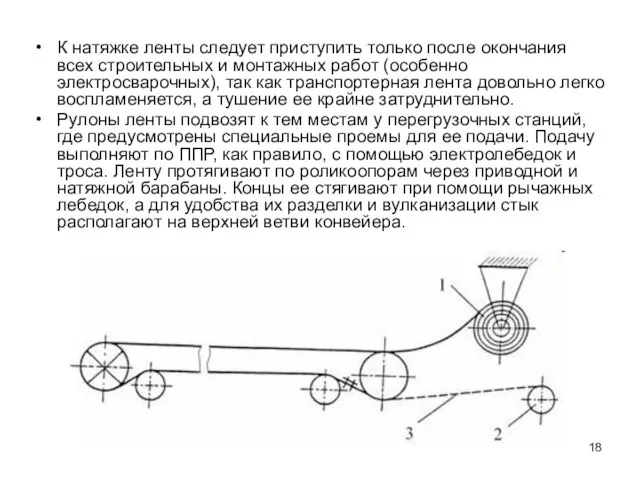
- 18. К натяжке ленты следует приступить только после окончания всех строительных и монтажных работ (особенно электросварочных), так
- 20. Так как транспортерная лента поставляется в бухтах (рулонах) длиной 50÷70 м, а на большинство конвейеров требуется
- 22. Скачать презентацию
Ленточные конвейеры относятся к подъемно-транспортным механизмам непрерывного действия. Благодаря простоте конструкции,
Ленточные конвейеры относятся к подъемно-транспортным механизмам непрерывного действия. Благодаря простоте конструкции,
Для загрузки нескольких бункеров, расположенных в один ряд, применяют передвижные ленточные
Для загрузки нескольких бункеров, расположенных в один ряд, применяют передвижные ленточные
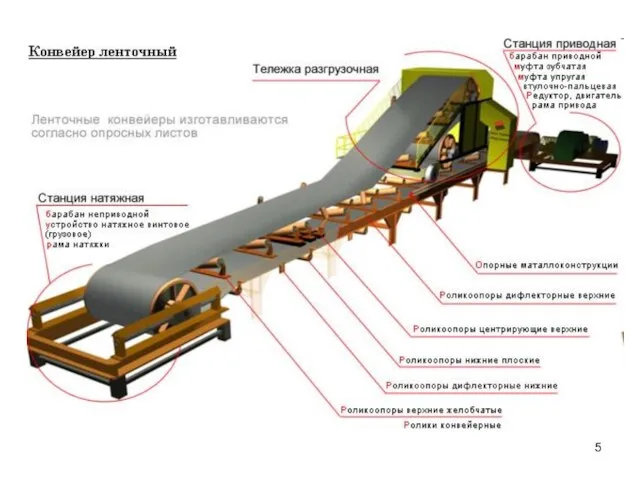

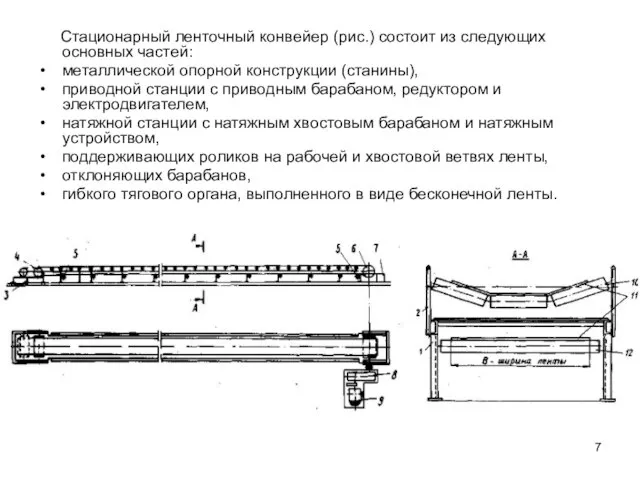
Стационарный ленточный конвейер (рис.) состоит из следующих основных частей:
металлической
Стационарный ленточный конвейер (рис.) состоит из следующих основных частей:
металлической
В настоящее время применяются следующие методы монтажа:
через перекрытия галереи (с
В настоящее время применяются следующие методы монтажа:
через перекрытия галереи (с
При приемке под монтаж фундаментом натяжных и приводных станций, а также
При приемке под монтаж фундаментом натяжных и приводных станций, а также
До начала, монтажа конвейеров должны быть смонтированы монорельсы (подкрановые пути) над
До начала, монтажа конвейеров должны быть смонтированы монорельсы (подкрановые пути) над
Перед монтажом конвейера необходимо выполнить ряд подготовительных работ.
Кроме проверки комплектности
Перед монтажом конвейера необходимо выполнить ряд подготовительных работ.
Кроме проверки комплектности
В условиях мастерских агрегатируют привод конвейера на раме, изготовленной с учетом
В условиях мастерских агрегатируют привод конвейера на раме, изготовленной с учетом
Для удобства монтажа секции должны быть взаимозаменяемыми: при перемене секций местами
Для удобства монтажа секции должны быть взаимозаменяемыми: при перемене секций местами
Оборудование конвейеров вывозят в монтаж, как правило, автотранспортом. Оборудование приводной станции
Оборудование конвейеров вывозят в монтаж, как правило, автотранспортом. Оборудование приводной станции
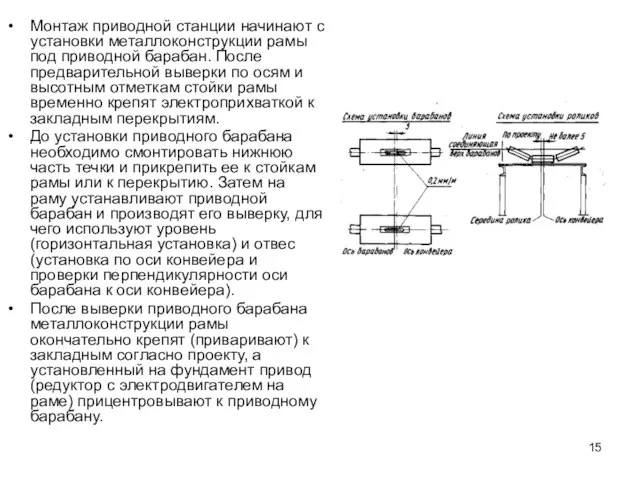
Монтаж приводной станции начинают с установки металлоконструкции рамы под приводной барабан.
Монтаж приводной станции начинают с установки металлоконструкции рамы под приводной барабан.
Опробование приводной станции нужно, как правило, проводить до натяжки ленты, предварительно
Опробование приводной станции нужно, как правило, проводить до натяжки ленты, предварительно
Параллельно с монтажом приводной станции ведут установку металлоконструкций промежуточных секций (станины).
Параллельно с монтажом приводной станции ведут установку металлоконструкций промежуточных секций (станины).
К натяжке ленты следует приступить только после окончания всех строительных и
К натяжке ленты следует приступить только после окончания всех строительных и
Так как транспортерная лента поставляется в бухтах (рулонах) длиной 50÷70 м,
Так как транспортерная лента поставляется в бухтах (рулонах) длиной 50÷70 м,
 Самые дорогие отели мира
Самые дорогие отели мира Марина
Марина Введение
Введение Документооборот СЦ , взаимодействие региональной бухгалтерии и СЦ
Документооборот СЦ , взаимодействие региональной бухгалтерии и СЦ Отчет за 2020 год КРОО Родной очаг
Отчет за 2020 год КРОО Родной очаг Введение в строительное дело
Введение в строительное дело Жүрек толғанысы. Фотоальбом
Жүрек толғанысы. Фотоальбом Анализ бюджета Первого канала
Анализ бюджета Первого канала Агропромышленный комплекс (АПК)
Агропромышленный комплекс (АПК) ЕКІНЩІЛІК ГИПОТИРЕОЗ
ЕКІНЩІЛІК ГИПОТИРЕОЗ Мусульманские праздники
Мусульманские праздники Блокировка действия дистанционных защит при выходе параметров нагрузочного режима за допустимые значения
Блокировка действия дистанционных защит при выходе параметров нагрузочного режима за допустимые значения Простые и сложные предложения
Простые и сложные предложения Циклы обмена. Лекция 7
Циклы обмена. Лекция 7 КВП 1.1. Основи метрології і СІ (1)
КВП 1.1. Основи метрології і СІ (1) Ледовый дворец
Ледовый дворец Цех производства ферментированных продуктов
Цех производства ферментированных продуктов Приспособление для соединения с трубами на устье фонтанирующей скважины
Приспособление для соединения с трубами на устье фонтанирующей скважины Добровольческий отряд Вымпел
Добровольческий отряд Вымпел Страна секреты речи
Страна секреты речи Электротехника и электроника. Резонанс напряжений и резонанс токов в электрических цепях
Электротехника и электроника. Резонанс напряжений и резонанс токов в электрических цепях Презентация Чебурашка
Презентация Чебурашка Основы здорового питания
Основы здорового питания Урман
Урман Общие сведения о нефти и газе. Роль и значение буровых работ
Общие сведения о нефти и газе. Роль и значение буровых работ Редактирование растровых и векторных изображений
Редактирование растровых и векторных изображений Транспорт будущего
Транспорт будущего Определение содержания органических кислот в апельсиновом соке Добрый
Определение содержания органических кислот в апельсиновом соке Добрый