- Методика определения основных параметров режима контактной сварки. (Лекция 13)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №13 Тема 13. Методика определения основных параметров режима контактной сварки. Особенности нагрева при контактной
- 3. Особенности нагрева при контактной сварке. Общая характеристика нагрева при контактной сварке выражается приведенной нами ранее формулой
- 4. При высоких значениях qээ1 температура tсв достигается за время τmin. С уменьшением qээ длительность нагрева увеличивается.
- 5. Теплота Qээ является основным показателем процесса, ее используют для расчета величины сварочного тока. Сварочный ток рассчитывают
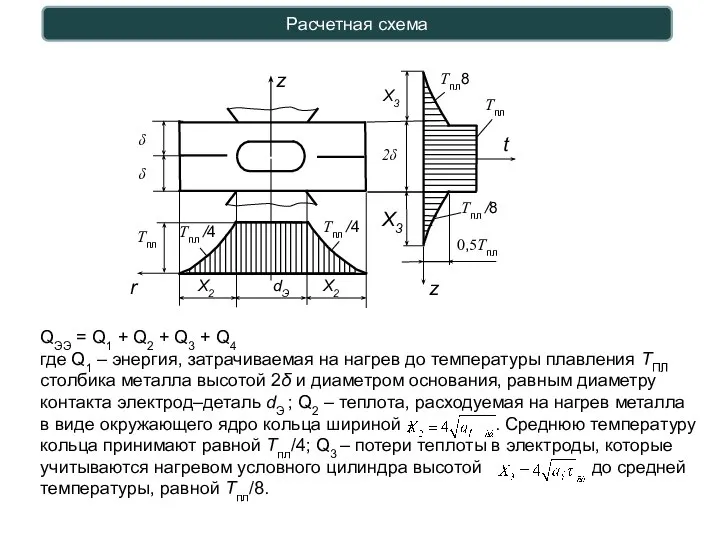
- 6. Расчетная схема QЭЭ = Q1 + Q2 + Q3 + Q4 где Q1 – энергия, затрачиваемая
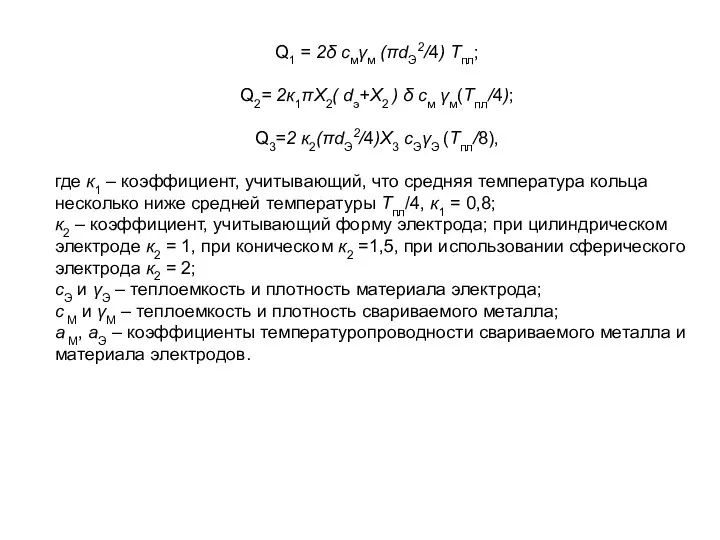
- 7. Q1 = 2δ смγм (πdЭ2/4) Тпл; Q2= 2к1πX2( dэ+X2 ) δ см γм(Тпл/4); Q3=2 к2(πdЭ2/4)Х3 сЭγЭ
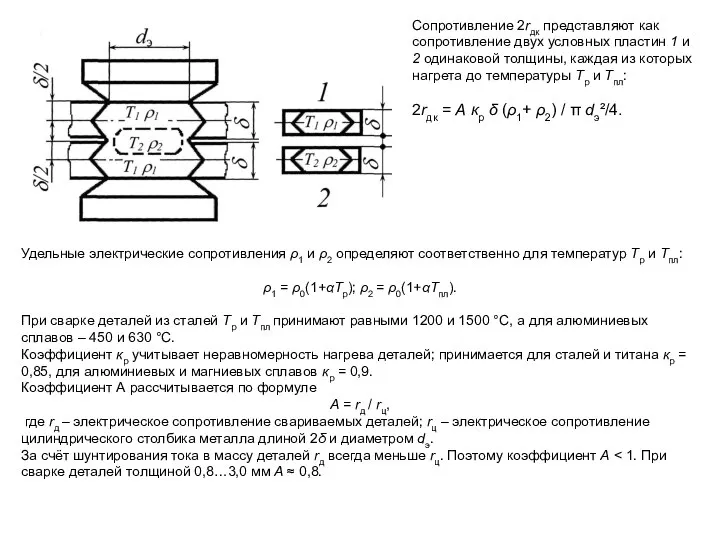
- 8. Удельные электрические сопротивления ρ1 и ρ2 определяют соответственно для температур Тр и Тпл: ρ1 = ρ0(1+αТр);
- 9. τсв определяют по эмпирическим формулам или таблицам рекомендованных режимов сварки. Величину тока шунтирования можно определить по
- 11. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №13
Тема 13. Методика определения основных параметров режима контактной сварки.
СОДЕРЖАНИЕ ЛЕКЦИИ №13
Тема 13. Методика определения основных параметров режима контактной сварки.
Особенности нагрева при контактной сварке.
Общая характеристика нагрева при контактной сварке выражается
Особенности нагрева при контактной сварке.
Общая характеристика нагрева при контактной сварке выражается
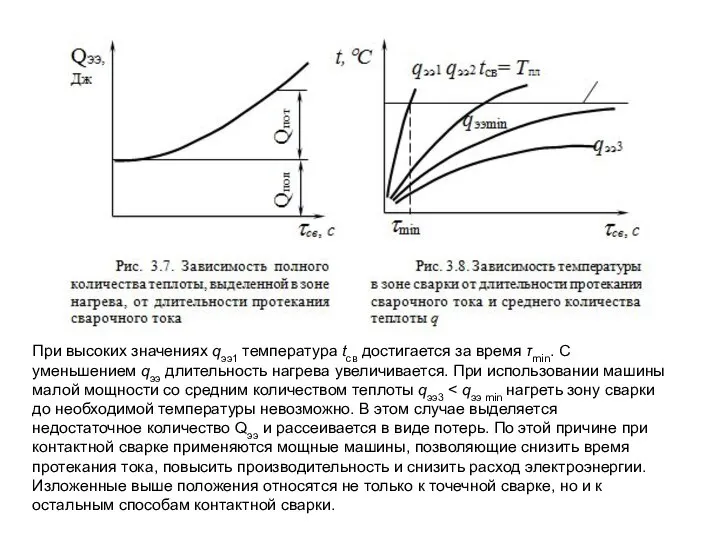
При высоких значениях qээ1 температура tсв достигается за время τmin. С
При высоких значениях qээ1 температура tсв достигается за время τmin. С
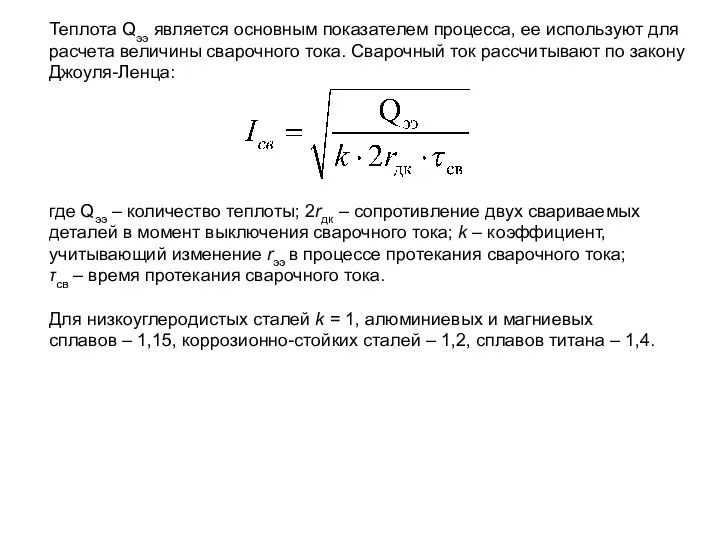
Теплота Qээ является основным показателем процесса, ее используют для расчета величины
Теплота Qээ является основным показателем процесса, ее используют для расчета величины
Расчетная схема
QЭЭ = Q1 + Q2 + Q3 + Q4
где Q1
Расчетная схема
QЭЭ = Q1 + Q2 + Q3 + Q4
где Q1
Q1 = 2δ смγм (πdЭ2/4) Тпл;
Q2= 2к1πX2( dэ+X2 ) δ
Q1 = 2δ смγм (πdЭ2/4) Тпл;
Q2= 2к1πX2( dэ+X2 ) δ
Удельные электрические сопротивления ρ1 и ρ2 определяют соответственно для температур Тр
Удельные электрические сопротивления ρ1 и ρ2 определяют соответственно для температур Тр
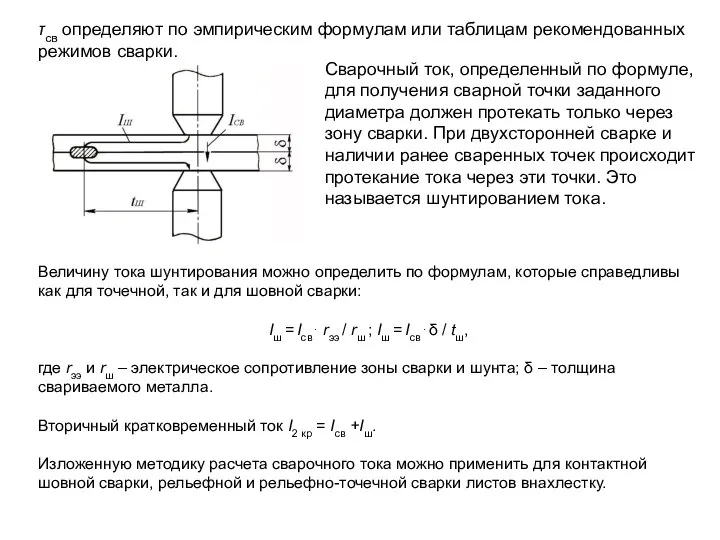
τсв определяют по эмпирическим формулам или таблицам рекомендованных режимов сварки.
Величину
τсв определяют по эмпирическим формулам или таблицам рекомендованных режимов сварки.
Величину
 Устойчивое развитие сельского хозяйства в Республике Тыва
Устойчивое развитие сельского хозяйства в Республике Тыва Техническое обслуживание и ремонт троллейбуса
Техническое обслуживание и ремонт троллейбуса Лошадка из полимерной глины
Лошадка из полимерной глины Буровые вышки
Буровые вышки Remotely Controlling Devices
Remotely Controlling Devices ProSys™ системы инсталляции
ProSys™ системы инсталляции 10 вопросов о русской песне младшим школьникам
10 вопросов о русской песне младшим школьникам Смена владельца сим-карты, МТС
Смена владельца сим-карты, МТС Религия и право
Религия и право Инструменты и приспособления для выполнения ручных работ
Инструменты и приспособления для выполнения ручных работ Овощи
Овощи По страницам любимых сказок
По страницам любимых сказок 20171015_urok_sotsialnye_normy_i_otklonyayushcheesya_povedenie_20_fevralya_2012
20171015_urok_sotsialnye_normy_i_otklonyayushcheesya_povedenie_20_fevralya_2012 Коллоквиум 1
Коллоквиум 1 Импритинг
Импритинг Мастер-план. Индустриальный парк Черняховск
Мастер-план. Индустриальный парк Черняховск Prezentatsia5
Prezentatsia5 Зайчику мій я тебе кохаю безмежно
Зайчику мій я тебе кохаю безмежно Разработка-производство изделий
Разработка-производство изделий Фирменный пассажирский поезд Красная стрела
Фирменный пассажирский поезд Красная стрела Фразовые глаголы
Фразовые глаголы Гибка металла
Гибка металла Классификация текстильных волокон. Зрительные иллюзии в одежде
Классификация текстильных волокон. Зрительные иллюзии в одежде Обеспечение мероприятий по переселению граждан из аварийного жилищного фонда
Обеспечение мероприятий по переселению граждан из аварийного жилищного фонда Интеллектуальная игра Морской бой
Интеллектуальная игра Морской бой 20140224_kultura_i_byt_drevney_rusi
20140224_kultura_i_byt_drevney_rusi Графические объекты
Графические объекты Доклад
Доклад