- Методы обеспечения точности сборки

Содержание
- 2. Важнейшей задачей сборочного процесса является обеспечение заданной точности сборки, т. е. достижения такого состояния, когда действительное
- 3. Основными сборочными параметрами являются: - зазоры осевые, радиалъные, торцевые ибоковые; -радиaльные и торцевые биения поверхностей деталей
- 4. Методы обеспечения точности сборки следующие: - Метод полной взаимозаменяемости; - Метод неполной взаимозаменяемости; метод подбора деталей;
- 5. Большинство расчетов, связанных с обеспечением точности сборки, базируются на теории размерных цепей. Размерной цепью называют совокупность
- 7. Для определения предельных отклонений замыкающею звена используют два метода расчета:1)по предельным отклонениям размеров (расчет на максимум-
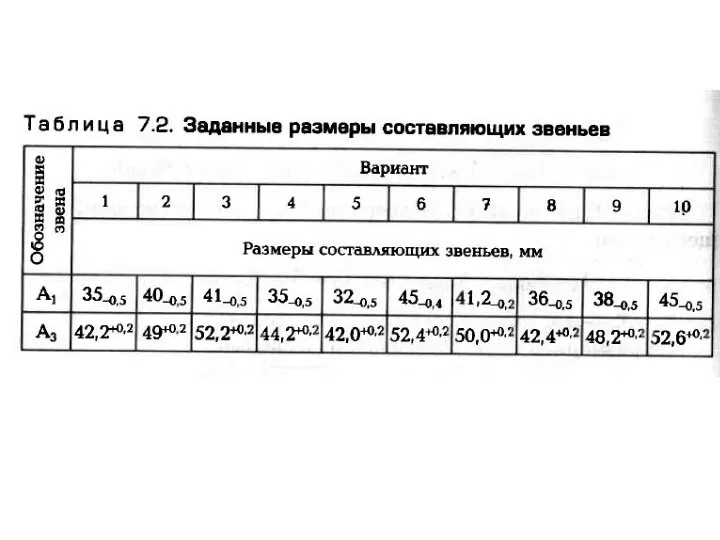
- 8. Задача 1
- 10. Задача 2
- 12. Задача 3
- 14. Скачать презентацию
Важнейшей задачей сборочного процесса является обеспечение
заданной точности сборки, т. е. достижения
Важнейшей задачей сборочного процесса является обеспечение
заданной точности сборки, т. е. достижения
Основными сборочными параметрами являются:
- зазоры осевые, радиалъные, торцевые ибоковые;
-радиaльные и торцевые
Основными сборочными параметрами являются:
- зазоры осевые, радиалъные, торцевые ибоковые;
-радиaльные и торцевые
Методы обеспечения точности сборки следующие:
- Метод полной взаимозаменяемости;
- Метод неполной взаимозаменяемости;
метод
Методы обеспечения точности сборки следующие:
- Метод полной взаимозаменяемости;
- Метод неполной взаимозаменяемости;
метод
Большинство расчетов, связанных с обеспечением точности сборки, базируются на теории размерных
Большинство расчетов, связанных с обеспечением точности сборки, базируются на теории размерных

Для определения предельных отклонений замыкающею звена используют два метода расчета:1)по предельным
Для определения предельных отклонений замыкающею звена используют два метода расчета:1)по предельным
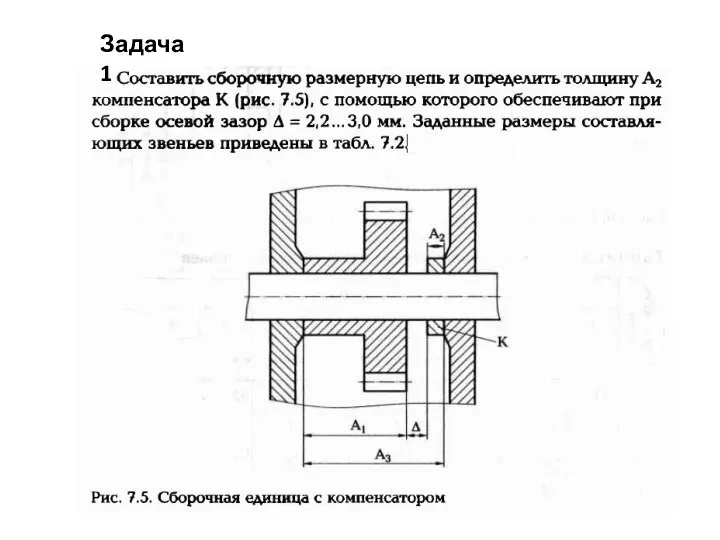
Задача 1
Задача 1
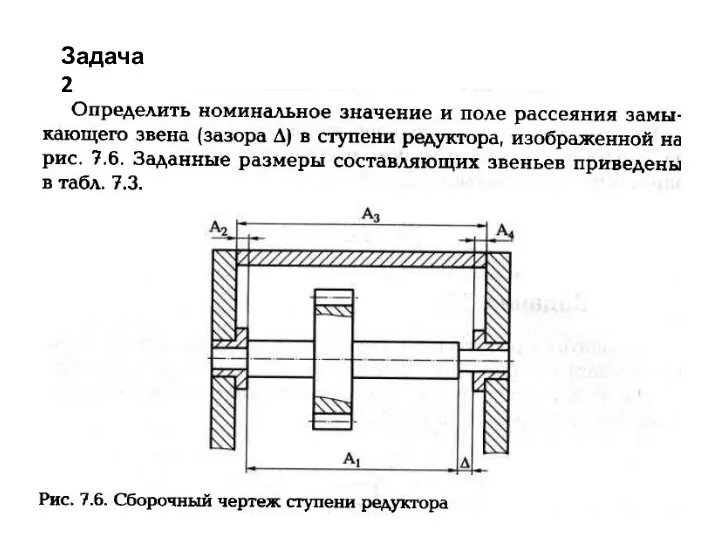
Задача 2
Задача 2

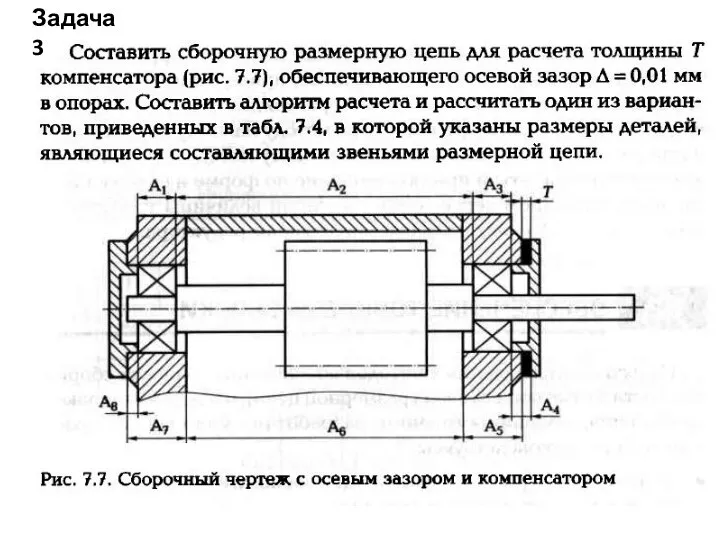
Задача 3
Задача 3
 Театральные маски
Театральные маски Сверление стен
Сверление стен Использование модуля Para View и Rocky при моделировании процесса экструдирования биотоплива
Использование модуля Para View и Rocky при моделировании процесса экструдирования биотоплива БДОУ Дсад №148, Нелина О.В. ,Николаева Е.А
БДОУ Дсад №148, Нелина О.В. ,Николаева Е.А 20120919_drevniy_mir
20120919_drevniy_mir Электроснабжение зданий и сооружений. Тема 6-10
Электроснабжение зданий и сооружений. Тема 6-10 многогранник-развертка
многогранник-развертка Алгоритм изготовления юбки
Алгоритм изготовления юбки Исследование влияния шихтовых материалов на качество отливок
Исследование влияния шихтовых материалов на качество отливок Дистанционное зондирование и интерпретация космических снимков для прогнозирования локальных структур
Дистанционное зондирование и интерпретация космических снимков для прогнозирования локальных структур Вентиляция
Вентиляция Джеральд Малколм Даррелл (1925 – 1995)
Джеральд Малколм Даррелл (1925 – 1995) Die entwicklung des verkehrswesens in astana
Die entwicklung des verkehrswesens in astana Кто во что верит?
Кто во что верит? Материалы для жбк. Арматура
Материалы для жбк. Арматура Экспресс Сервис На печать
Экспресс Сервис На печать Продажа производственно-промышленной базы. Лесопромышленное предприятие Туртас
Продажа производственно-промышленной базы. Лесопромышленное предприятие Туртас 20141222_obraz_aktrisy
20141222_obraz_aktrisy История компьютерной мыши
История компьютерной мыши Маргарита Агашина — Ах вы, ребята, ребята
Маргарита Агашина — Ах вы, ребята, ребята 20121204_pismo_po_pamyati
20121204_pismo_po_pamyati Загадки русского языка
Загадки русского языка Физические свойства древесины
Физические свойства древесины Х
Х Проверка 23 кабинета. Фотоальбом
Проверка 23 кабинета. Фотоальбом Подобие в жизни человека и немного юмора
Подобие в жизни человека и немного юмора 20150324_otkrytyy_urok_v_6_klasse._chelovek_slaven_dobrymi_delami._nxpowerlite
20150324_otkrytyy_urok_v_6_klasse._chelovek_slaven_dobrymi_delami._nxpowerlite Расположение элементов сайта
Расположение элементов сайта