- Modern-Expo Group

Содержание
- 2. Modern-Expo Group Підприємство «Modern-Expo Group®» займається виготовленням та продажею торговельного оснащення. Фарбувально-сушильні лінії №1,2,3,4,5 оснащені всім
- 3. Modern-Expo Group Наша місія: Створювати якісне торговельне обладнання для успішної реалізації ідей та проектів. Досягати світового
- 4. Теоретична частина УРОК № 1
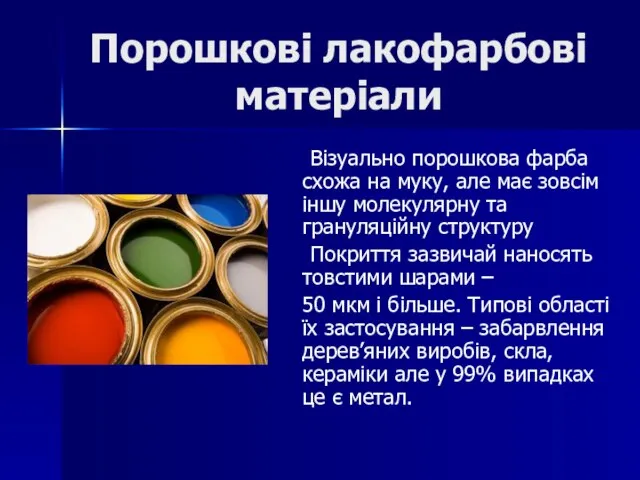
- 5. Порошкові лакофарбові матеріали Всі порошкові ЛФМ можуть бути розділені на дві великі групи: термопластичні і термореактивні.
- 6. Вихідними матеріалами для отримання таких фарб служать полімери з відносно великою молекулярною масою. Тому для формування
- 7. Візуально порошкова фарба схожа на муку, але має зовсім іншу молекулярну та грануляційну структуру Покриття зазвичай
- 8. Способи транспортування та зберігання порошкових фарб Порошкову фарбу зазвичай зберігають і відвантажують споживачеві в контейнерах, коробках,
- 9. Класифікація порошкових фарб та кольорів RAL У 1927 році "Німецький Інститут Гарантій Якості і Сертифікації RAL"
- 10. Обладнання фарбувально-сушильної лінії Зазвичай, перелік обладнання, яке застосовується для отримання покриття обмежується на таких агрегатах як:
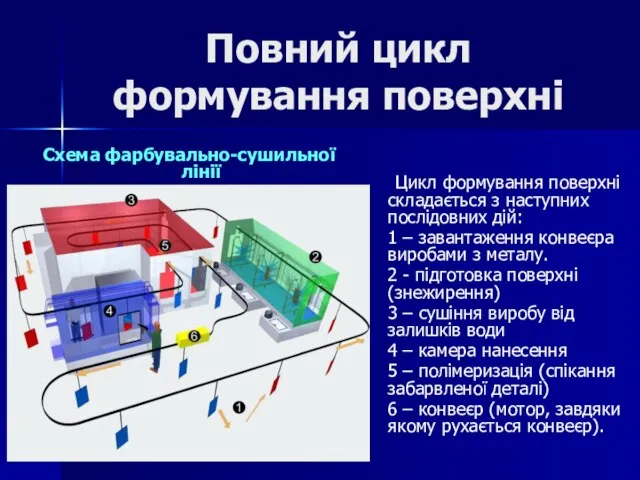
- 11. Повний цикл формування поверхні Схема фарбувально-сушильної лінії Цикл формування поверхні складається з наступних послідовних дій: 1
- 12. Обладнання для нанесення “Життєвий цикл” (рух) порошкової фарби
- 13. Обладнання для нанесення Живильник
- 14. Обладнання для нанесення Живильник Живильник (так званий резервуар або бачок, куди засипається фарба і проходить етап
- 15. Обладнання для нанесення Камера нанесення
- 16. Обладнання для нанесення Камера для нанесення Камера нанесення – це спеціально визначене місце для нанесення, основним
- 17. Обладнання для нанесення Автоматичні розпилювачі
- 18. Обладнання для нанесення Автоматичні розпилювачі Розпилювач (так званий пістолет, пристрій через який проходить порошкова фарба, яка
- 19. Обладнання для нанесення Маніпулятори
- 20. Обладнання для нанесення Маніпулятори Маніпулятор – це своєрідний штатив, на якому закріплені розпилювачі. Маніпулятори сприяють вертика-льному
- 21. Обладнання для нанесення Система шлангопроводів
- 22. Обладнання для нанесення Система шлангопроводів До системи шлангопроводів відносяться шланги для подачі стиснутого повітря, та шланги
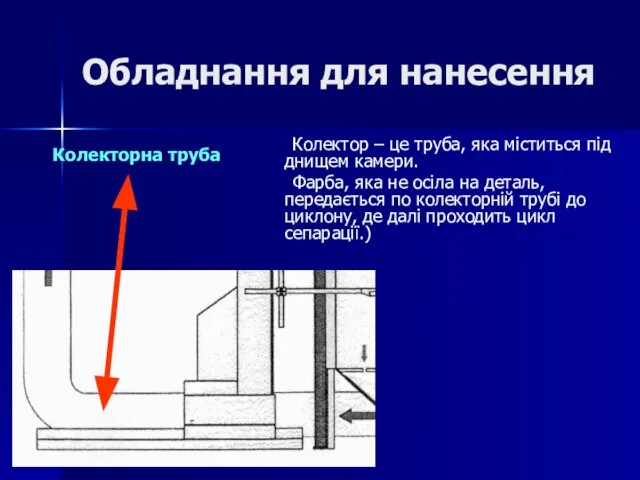
- 23. Обладнання для нанесення Колекторна труба
- 24. Обладнання для нанесення Колекторна труба Колектор – це труба, яка міститься під днищем камери. Фарба, яка
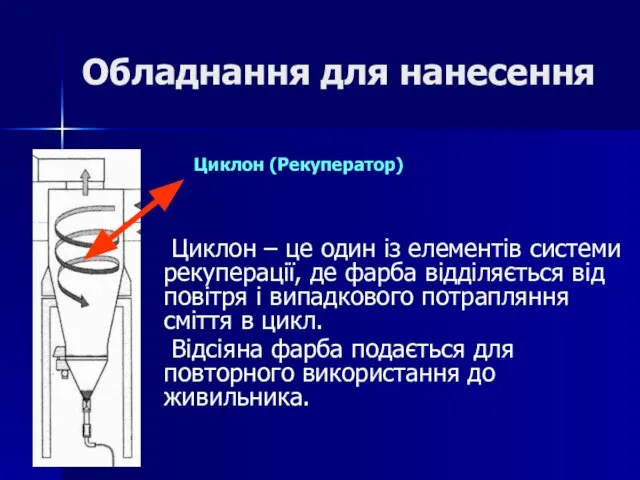
- 25. Обладнання для нанесення Циклон (Рекуператор)
- 26. Обладнання для нанесення Циклон (Рекуператор) Циклон – це один із елементів системи рекуперації, де фарба відділяється
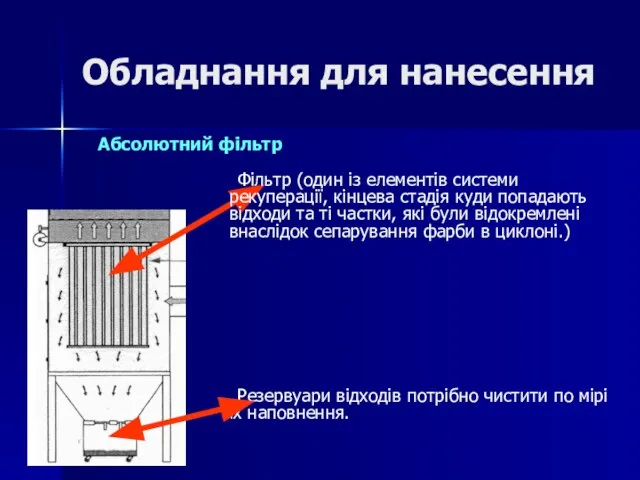
- 27. Обладнання для нанесення Абсолютний фільтр
- 28. Обладнання для нанесення Абсолютний фільтр Фільтр (один із елементів системи рекуперації, кінцева стадія куди попадають відходи
- 29. Обладнання для нанесення Резервуар перекачки порошкової фарби (Перистальтичний насос)
- 30. Обладнання для нанесення Резервуар перекачки порошкової фарби Агрегат перекачки – це пристрій, який подає відділену від
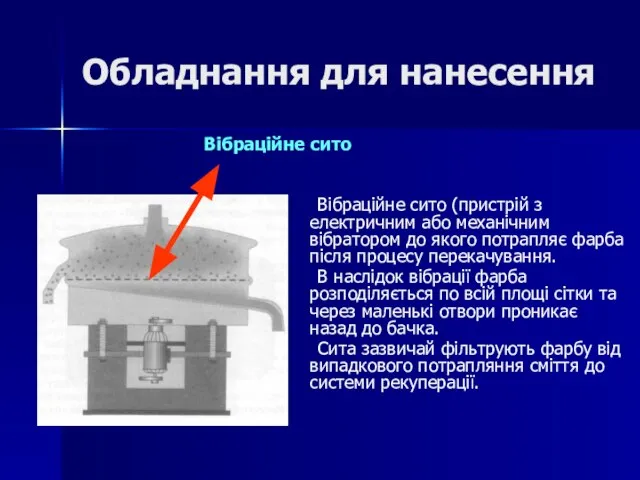
- 31. Обладнання для нанесення Вібраційне сито
- 32. Обладнання для нанесення Вібраційне сито Вібраційне сито (пристрій з електричним або механічним вібратором до якого потрапляє
- 33. Обладнання для нанесення Заслонка В деяких системах управління центром нанесення порошкових сумішей передбачена заслонка, яка при
- 34. Обладнання для нанесення Центр управління Центр управління нанесенням порошкової фарби – це пристрій (контролер) за допомогою
- 35. Ймовірні фактори при роботі з порошковими фарбами В цілому процес нанесення покриттів з порошкових фарб більш
- 36. Ураження електричним струмом Якщо при обслуговуванні електрообладнання оператор не виконує покладені на нього обов’язки та не
- 37. Ураження електричним струмом Для забезпечення заземлення оператора у рукавичок повинні бути відрізані долоні, щоб досягався контакт
- 39. Скачать презентацию
Modern-Expo Group
Підприємство «Modern-Expo Group®» займається виготовленням та продажею торговельного оснащення. Фарбувально-сушильні
Modern-Expo Group
Підприємство «Modern-Expo Group®» займається виготовленням та продажею торговельного оснащення. Фарбувально-сушильні

Modern-Expo Group
Наша місія:
Створювати якісне торговельне обладнання для успішної реалізації ідей
Modern-Expo Group
Наша місія:
Створювати якісне торговельне обладнання для успішної реалізації ідей
Теоретична частина
УРОК № 1
Теоретична частина
УРОК № 1

Порошкові лакофарбові матеріали
Всі порошкові ЛФМ можуть бути розділені на дві великі
Порошкові лакофарбові матеріали
Всі порошкові ЛФМ можуть бути розділені на дві великі

Вихідними матеріалами для отримання таких фарб служать полімери з відносно великою
Вихідними матеріалами для отримання таких фарб служать полімери з відносно великою
Візуально порошкова фарба схожа на муку, але має зовсім іншу молекулярну
Візуально порошкова фарба схожа на муку, але має зовсім іншу молекулярну

Способи транспортування та зберігання порошкових фарб
Порошкову фарбу зазвичай зберігають і
Способи транспортування та зберігання порошкових фарб
Порошкову фарбу зазвичай зберігають і

Класифікація порошкових фарб та кольорів RAL
У 1927 році "Німецький Інститут Гарантій
Класифікація порошкових фарб та кольорів RAL
У 1927 році "Німецький Інститут Гарантій

Обладнання фарбувально-сушильної лінії
Зазвичай, перелік обладнання, яке застосовується для отримання покриття обмежується
Обладнання фарбувально-сушильної лінії
Зазвичай, перелік обладнання, яке застосовується для отримання покриття обмежується
Повний цикл формування поверхні
Схема фарбувально-сушильної лінії
Цикл формування поверхні складається з
Повний цикл формування поверхні
Схема фарбувально-сушильної лінії
Цикл формування поверхні складається з

Обладнання для нанесення
“Життєвий цикл” (рух) порошкової фарби
Обладнання для нанесення
“Життєвий цикл” (рух) порошкової фарби

Обладнання для нанесення
Живильник
Обладнання для нанесення
Живильник

Обладнання для нанесення
Живильник
Живильник (так званий резервуар або бачок, куди засипається фарба
Обладнання для нанесення
Живильник
Живильник (так званий резервуар або бачок, куди засипається фарба

Обладнання для нанесення
Камера нанесення
Обладнання для нанесення
Камера нанесення

Обладнання для нанесення
Камера для нанесення
Камера нанесення – це спеціально визначене місце
Обладнання для нанесення
Камера для нанесення
Камера нанесення – це спеціально визначене місце

Обладнання для нанесення
Автоматичні розпилювачі
Обладнання для нанесення
Автоматичні розпилювачі

Обладнання для нанесення
Автоматичні розпилювачі
Розпилювач (так званий пістолет, пристрій через який проходить
Обладнання для нанесення
Автоматичні розпилювачі
Розпилювач (так званий пістолет, пристрій через який проходить

Обладнання для нанесення
Маніпулятори
Обладнання для нанесення
Маніпулятори

Обладнання для нанесення
Маніпулятори
Маніпулятор – це своєрідний штатив, на якому закріплені розпилювачі.
Маніпулятори
Обладнання для нанесення
Маніпулятори
Маніпулятор – це своєрідний штатив, на якому закріплені розпилювачі.
Маніпулятори

Обладнання для нанесення
Система шлангопроводів
Обладнання для нанесення
Система шлангопроводів

Обладнання для нанесення
Система шлангопроводів
До системи шлангопроводів відносяться шланги для подачі
Обладнання для нанесення
Система шлангопроводів
До системи шлангопроводів відносяться шланги для подачі

Обладнання для нанесення
Колекторна труба
Обладнання для нанесення
Колекторна труба
Обладнання для нанесення
Колекторна труба
Колектор – це труба, яка міститься під днищем
Обладнання для нанесення
Колекторна труба
Колектор – це труба, яка міститься під днищем

Обладнання для нанесення
Циклон (Рекуператор)
Обладнання для нанесення
Циклон (Рекуператор)
Обладнання для нанесення
Циклон (Рекуператор)
Циклон – це один із елементів системи рекуперації,
Обладнання для нанесення
Циклон (Рекуператор)
Циклон – це один із елементів системи рекуперації,

Обладнання для нанесення
Абсолютний фільтр
Обладнання для нанесення
Абсолютний фільтр
Обладнання для нанесення
Абсолютний фільтр
Фільтр (один із елементів системи рекуперації, кінцева стадія
Обладнання для нанесення
Абсолютний фільтр
Фільтр (один із елементів системи рекуперації, кінцева стадія

Обладнання для нанесення
Резервуар перекачки порошкової фарби
(Перистальтичний насос)
Обладнання для нанесення
Резервуар перекачки порошкової фарби
(Перистальтичний насос)

Обладнання для нанесення
Резервуар перекачки порошкової фарби
Агрегат перекачки – це пристрій, який
Обладнання для нанесення
Резервуар перекачки порошкової фарби
Агрегат перекачки – це пристрій, який

Обладнання для нанесення
Вібраційне сито
Обладнання для нанесення
Вібраційне сито
Обладнання для нанесення
Вібраційне сито
Вібраційне сито (пристрій з електричним або механічним вібратором
Обладнання для нанесення
Вібраційне сито
Вібраційне сито (пристрій з електричним або механічним вібратором

Обладнання для нанесення
Заслонка
В деяких системах управління центром нанесення порошкових сумішей передбачена
Обладнання для нанесення
Заслонка
В деяких системах управління центром нанесення порошкових сумішей передбачена

Обладнання для нанесення
Центр управління
Центр управління нанесенням порошкової фарби – це пристрій
Обладнання для нанесення
Центр управління
Центр управління нанесенням порошкової фарби – це пристрій
Ймовірні фактори при роботі з порошковими фарбами
В цілому процес нанесення покриттів
Ймовірні фактори при роботі з порошковими фарбами
В цілому процес нанесення покриттів
Ураження електричним струмом
Якщо при обслуговуванні електрообладнання оператор не виконує покладені на
Ураження електричним струмом
Якщо при обслуговуванні електрообладнання оператор не виконує покладені на
Ураження електричним струмом
Для забезпечення заземлення оператора у рукавичок повинні бути відрізані
Ураження електричним струмом
Для забезпечення заземлення оператора у рукавичок повинні бути відрізані
 Эссе по курсам
Эссе по курсам Порядок защиты ВОЛС от утечки информации в опасной зоне
Порядок защиты ВОЛС от утечки информации в опасной зоне Отчёт по ЮИДД
Отчёт по ЮИДД ПОРАЖЕНИЕ ОПРНО-ДВИГАТЕЛЬНОГО АППАРАТА ПРИ ИНФЕКЦИОННЫХ ЗАБОЛЕВАНИЯХ
ПОРАЖЕНИЕ ОПРНО-ДВИГАТЕЛЬНОГО АППАРАТА ПРИ ИНФЕКЦИОННЫХ ЗАБОЛЕВАНИЯХ Фамильный герб
Фамильный герб 3.1Krov
3.1Krov 20151218_pdd_2015
20151218_pdd_2015 Плетение бисером. Ракета параллельным плетением
Плетение бисером. Ракета параллельным плетением Получение металлов
Получение металлов 20140112_07.11.2013
20140112_07.11.2013 Царство животные
Царство животные Главные качества мужчины
Главные качества мужчины Букет для мамы
Букет для мамы композиция кадра сценичность
композиция кадра сценичность Информационный контакт центр Социальный диспетчер
Информационный контакт центр Социальный диспетчер Свайные работы. Методы погружения заранее изготовленных свай. Ускорение погружения свай
Свайные работы. Методы погружения заранее изготовленных свай. Ускорение погружения свай День снятия Блокады
День снятия Блокады Путешествие по библиотекам
Путешествие по библиотекам Законы физики служат людям. Архимед (287 – 212 г.г. до нашей эры)
Законы физики служат людям. Архимед (287 – 212 г.г. до нашей эры) Энергоэффективные дома
Энергоэффективные дома Окна, двери, ворота, полы
Окна, двери, ворота, полы Фотоальбом класса
Фотоальбом класса Лекция 5
Лекция 5 Личное портфолио
Личное портфолио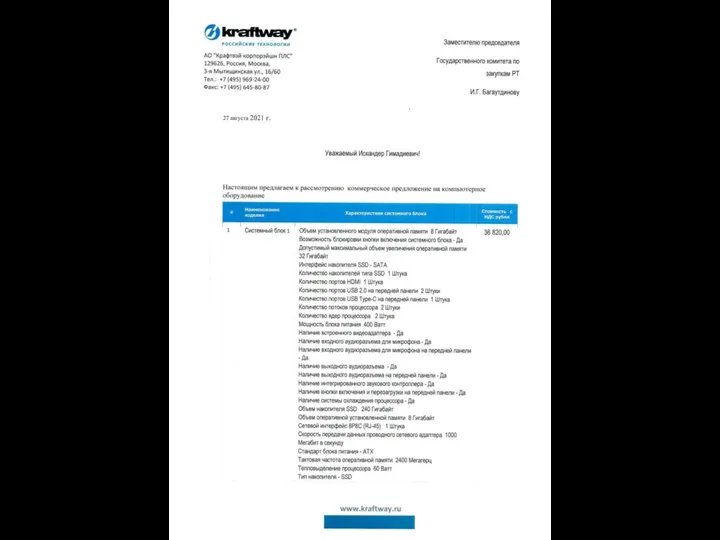 Российские технологии
Российские технологии баллы в пер.пол. 1 сем - 2 курс
баллы в пер.пол. 1 сем - 2 курс 20150913_urok_pamyati
20150913_urok_pamyati 20130412_prezentaciya_microsoft_powerpoint_1
20130412_prezentaciya_microsoft_powerpoint_1