- Наплавка на плоскую поверхность из низкоуглеродистой стали

Содержание
- 2. ВВЕДЕНИЕ До XIX века пайка и кузнечная сварка не теряли своей популярности. Но в этом столетии
- 3. ОБЩАЯ ЧАСТЬ Холодный прокат позволяет выдержать точные размеры изделий. Поверхность получается идеально гладкая и ровная, поэтому
- 4. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ Подготовка деталей к сварке - первый необходимый этап сварочного процесса. Подготовка сварного соединения включает
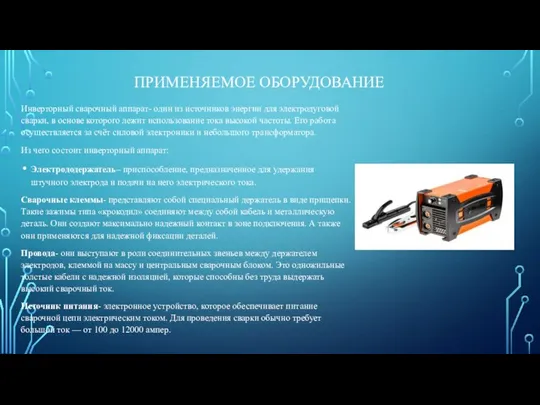
- 5. ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ Инверторный сварочный аппарат- один из источников энергии для электродуговой сварки, в основе которого лежит
- 6. МАТЕРИАЛ ИЗДЕЛИЯ, ЕГО СВОЙСТВА Сталь- сплав железа с углеродом. Углеродистые стали в своем составе содержат железо,
- 7. СВАРОЧНЫЕ МАТЕРИАЛЫ, ИХ ХАРАКТЕРИСТИКА Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями.
- 8. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ Наплавка — это нанесение слоя металла или сплава на поверхность изделия посредством
- 9. КОНТРОЛЬ КАЧЕСТВА Завершающий этап сварочных работ – проверка структуры шва. Для контроля качества сварных соединений деталей,
- 10. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА Организация рабочего места сварщика – это обязательное условие для его правильной и безопасной
- 11. ОХРАНА ТРУДА Перед началом сварочных работ привести в порядок рабочую одежду. Брезентовая куртка должна быть без
- 13. Скачать презентацию
ВВЕДЕНИЕ
До XIX века пайка и кузнечная сварка не теряли своей
ВВЕДЕНИЕ
До XIX века пайка и кузнечная сварка не теряли своей
ОБЩАЯ ЧАСТЬ
Холодный прокат позволяет выдержать точные размеры изделий. Поверхность получается идеально
ОБЩАЯ ЧАСТЬ
Холодный прокат позволяет выдержать точные размеры изделий. Поверхность получается идеально
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Подготовка деталей к сварке - первый необходимый этап сварочного процесса.
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
Подготовка деталей к сварке - первый необходимый этап сварочного процесса.
ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Инверторный сварочный аппарат- один из источников энергии для электродуговой сварки,
ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
Инверторный сварочный аппарат- один из источников энергии для электродуговой сварки,
МАТЕРИАЛ ИЗДЕЛИЯ, ЕГО СВОЙСТВА
Сталь- сплав железа с углеродом.
Углеродистые стали в
МАТЕРИАЛ ИЗДЕЛИЯ, ЕГО СВОЙСТВА
Сталь- сплав железа с углеродом.
Углеродистые стали в
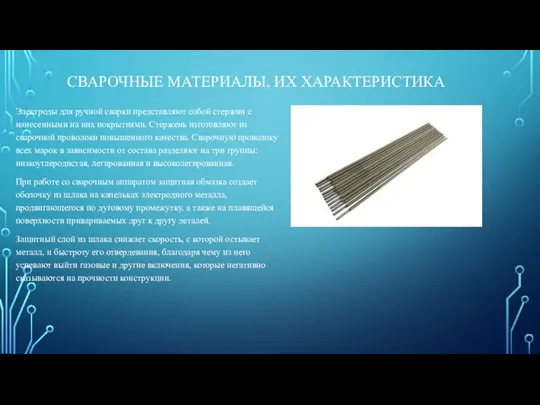
СВАРОЧНЫЕ МАТЕРИАЛЫ, ИХ ХАРАКТЕРИСТИКА
Электроды для ручной сварки представляют собой стержни с
СВАРОЧНЫЕ МАТЕРИАЛЫ, ИХ ХАРАКТЕРИСТИКА
Электроды для ручной сварки представляют собой стержни с
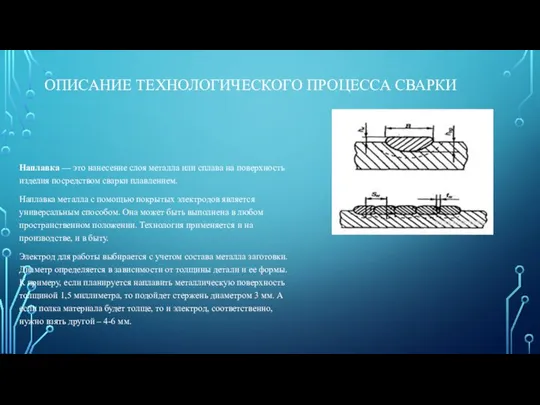
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
Наплавка — это нанесение слоя металла или сплава
ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
Наплавка — это нанесение слоя металла или сплава
КОНТРОЛЬ КАЧЕСТВА
Завершающий этап сварочных работ – проверка структуры шва. Для контроля
КОНТРОЛЬ КАЧЕСТВА
Завершающий этап сварочных работ – проверка структуры шва. Для контроля

ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Организация рабочего места сварщика – это обязательное условие для
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
Организация рабочего места сварщика – это обязательное условие для
ОХРАНА ТРУДА
Перед началом сварочных работ
привести в порядок рабочую одежду. Брезентовая куртка
ОХРАНА ТРУДА
Перед началом сварочных работ
привести в порядок рабочую одежду. Брезентовая куртка
 Рубский и скопцы
Рубский и скопцы Разработка технологического процесса сборки и сварки отсека цистерны
Разработка технологического процесса сборки и сварки отсека цистерны Практика в Мебельном салоне Трапеза
Практика в Мебельном салоне Трапеза Первый Мясокомбинат
Первый Мясокомбинат личный кабинет
личный кабинет Твердое топливо
Твердое топливо Машины и оборудование для свайных работ
Машины и оборудование для свайных работ Мисс Нагорный 2020, Сластенко И.Э
Мисс Нагорный 2020, Сластенко И.Э Shablon_prezentatsii_Inzhenernyi_774_start
Shablon_prezentatsii_Inzhenernyi_774_start Характеристики угольных пластов
Характеристики угольных пластов Выдающийся польский поэт Ю.Тувим
Выдающийся польский поэт Ю.Тувим 20121106_bulgakov
20121106_bulgakov Знакомство с понятием Этап. Этапы работы над проектом
Знакомство с понятием Этап. Этапы работы над проектом Өндірістік технологиялық практика есебі
Өндірістік технологиялық практика есебі Графические диктанты
Графические диктанты Цифровые технологии в основных направлениях деятельности музея
Цифровые технологии в основных направлениях деятельности музея proforma 2 Kazakhstan
proforma 2 Kazakhstan Welcome To Tchaikovskiy
Welcome To Tchaikovskiy 9 вариантов ГИА
9 вариантов ГИА Выдающиеся открытия, изобретения и их авторы
Выдающиеся открытия, изобретения и их авторы Барабанные сушилки для сушки сыпучих материалов
Барабанные сушилки для сушки сыпучих материалов Техническое перевооружение производства ригелей для подвальных помещений
Техническое перевооружение производства ригелей для подвальных помещений Построение отрезков с помощью линейки. Сравнение отрезков
Построение отрезков с помощью линейки. Сравнение отрезков И. А. Моисеев
И. А. Моисеев Bhutan, Vasilchenko Oksana, 321
Bhutan, Vasilchenko Oksana, 321 Основы здорового питания
Основы здорового питания Органная прелюдия
Органная прелюдия Футболка
Футболка