- Назначение, классификация и размещение производственных предприятий

Содержание
- 2. Лекция 1 Назначение, классификация и размещение производственных предприятий Производственные предприятия – комплекс сооружений, машин и оборудования,
- 3. ПРОИЗВОДСТВЕННЫЕ ПРЕДПРИЯТИЯ Основного назначения Карьеры, ДКЗ Битумные и эмульсионные базы Базы цемента и минерального порошка АБЗ
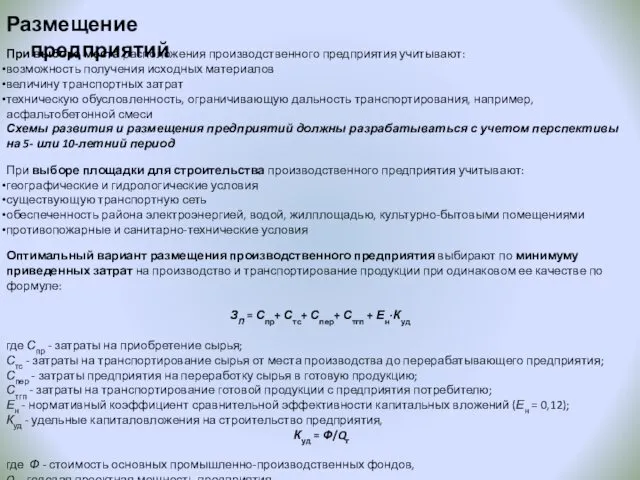
- 4. Размещение предприятий При выборе места расположения производственного предприятия учитывают: возможность получения исходных материалов величину транспортных затрат
- 5. Размещение предприятий При выборе места расположения производственного предприятия учитывают: возможность получения исходных материалов величину транспортных затрат
- 6. Лекция 2 Карьеры Изыскания месторождений песка, гравия, камня разделяют на три стадии: рекогносцировка поиск разведка Карьер
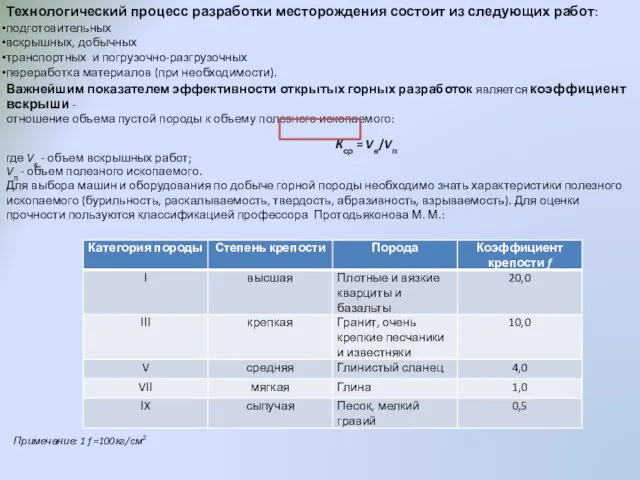
- 7. Технологический процесс разработки месторождения состоит из следующих работ: подготовительных вскрышных, добычных транспортных и погрузочно-разгрузочных переработка материалов
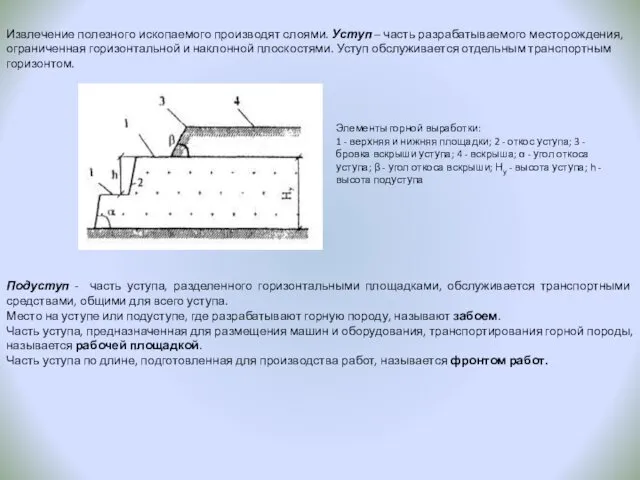
- 8. Извлечение полезного ископаемого производят слоями. Уступ – часть разрабатываемого месторождения, ограниченная горизонтальной и наклонной плоскостями. Уступ
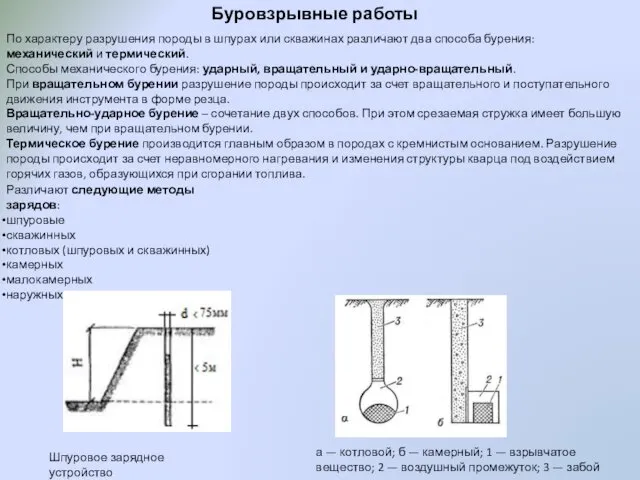
- 9. По характеру разрушения породы в шпурах или скважинах различают два способа бурения: механический и термический. Способы
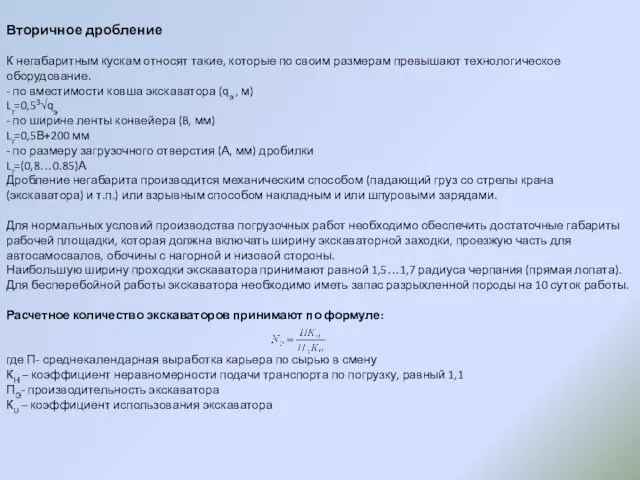
- 10. Вторичное дробление К негабаритным кускам относят такие, которые по своим размерам превышают технологическое оборудование. - по
- 11. Залежи обломочных горных пород, состоящие из смеси песка более 50 %, гравия и валунов, называют песчано-гравийными
- 12. Перед началом взрывных работ устанавливают границы опасной зоны, которые отмечают условными знаками. На границе во время
- 13. Лекция 3 Камнедробильные заводы Процессы переработки состоят из: дробления сортировки промывки обогащения щебня, гравия, песка Сортировка
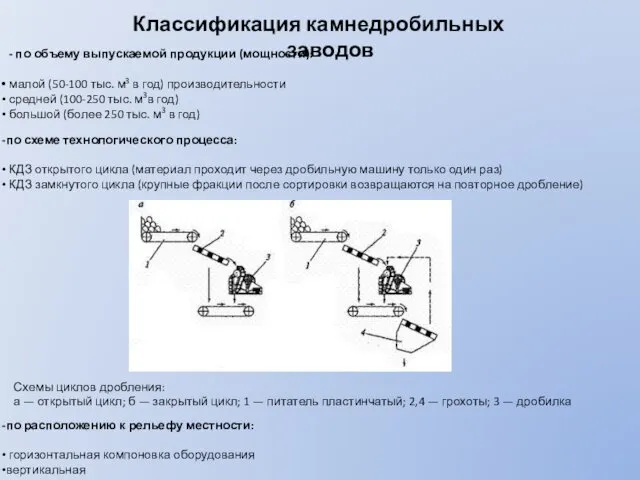
- 14. Классификация камнедробильных заводов - по объему выпускаемой продукции (мощности): малой (50-100 тыс. м3 в год) производительности
- 15. Технологическая схема дробления, сортировки, промывки Количественной характеристикой процесса дробления служит степень дробления: i = Дср/dср где
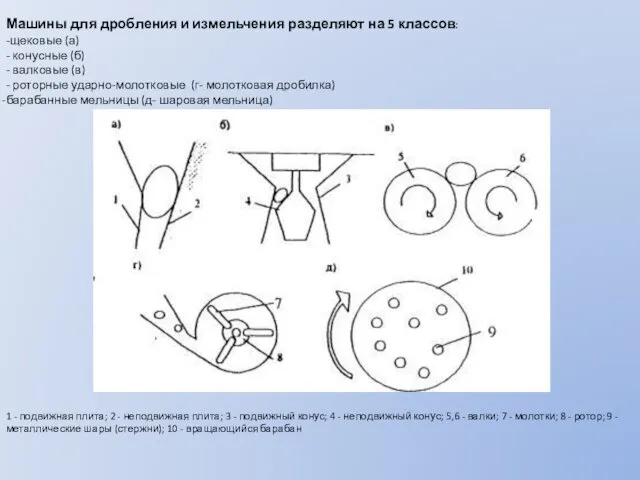
- 16. Машины для дробления и измельчения разделяют на 5 классов: -щековые (а) - конусные (б) - валковые
- 17. Сортировка - разделение на классы по крупности. В зависимости от назначения различают: подготовительную классификационную контрольную избирательную
- 18. Для промывки применяют машины: барабанные – скрубберы, цилиндрические гравиемойки, гравиемойки-сортировки, грохоты и драги вибрационные – вибромойки
- 19. Переработка гравийно-песчаных материалов По промываемости загрязняющих примесей исходную гравийно-песчаную массу можно подразделить на две категории: легкопромываемую
- 20. Производство минерального порошка для асфальтобетона Минеральный порошок - материал тонкого помола, приготовленный измельчением известняков, доломитов и
- 21. Контроль качества. Охрана труда На КДЗ контроль качества включает: Ежедневно - определение зернового состава; содержание пылевидных,
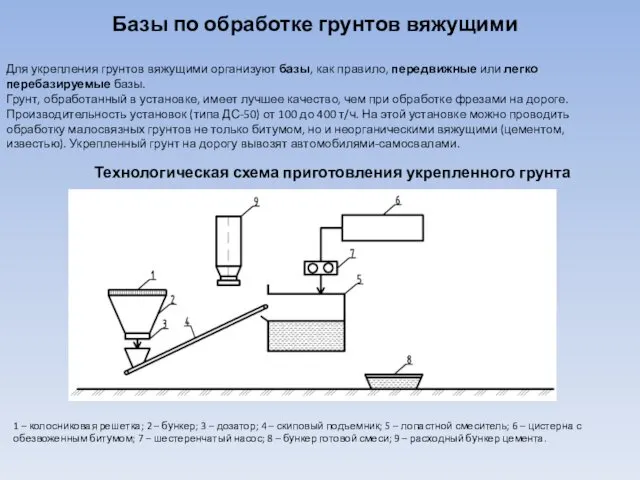
- 22. Лекция 4 Базы битумных материалов Различают: базы централизованного снабжения вяжущими крупных узлов строящихся дорог приобъектные, обслуживающие
- 23. 1 - секции битумохранилища; 2 - пожарный резервуар; 3 - битумоплавильная установка; 4 - расходная емкость
- 24. Битумохранилища бывают: В битуме, поступающем с завода, допускается содержание влаги до 2,5 %. Однако это выдерживается
- 25. Битумонагревательное оборудование: Битумоплавильный агрегат циклического действия: 1 - топка в сборе; 2 - котел; 3 -
- 26. Приготовление битумных эмульсий Анионные эмульсии в качестве эмульгатора содержат мыла высокомолекулярных соединений органических кислот: асидолы, мылонафты,
- 27. Приготовление эмульсий возможно по двум схемам: с введением эмульгатора в воду (Ι) вода эмульгатор кислота битум
- 28. Приготовление битумных паст и шламов Приготовление паст производят на АБЗ или битумных базах. В качестве вяжущего
- 29. Битумохранилища, установки для нагрева битума, приготовления эмульсий размещают с учетом господствующего ветра. Битумы, дегти и др.
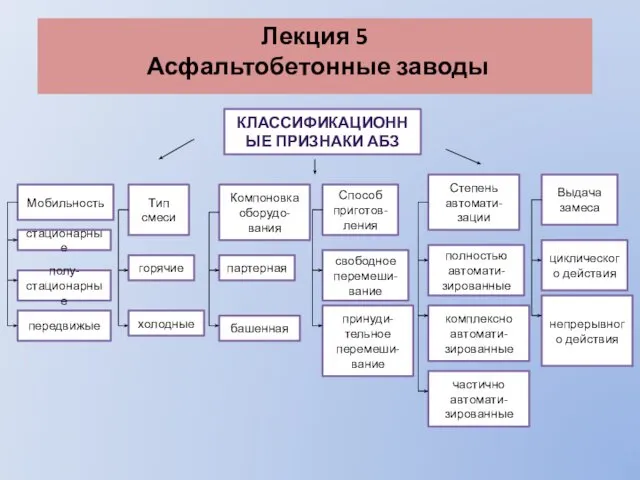
- 30. Лекция 5 Асфальтобетонные заводы КЛАССИФИКАЦИОННЫЕ ПРИЗНАКИ АБЗ Мобильность стационарные полу-стационарные передвижые Тип смеси горячие холодные Компоновка
- 31. По принципу работы технологического оборудования АБЗ смесители подразделяются на две категории: циклического и непрерывного действия. По
- 32. Технология приготовления асфальтобетонной смеси 1 - агрегат питания; 2 - ленточный транспортер; 3 - холодный ковшовый
- 33. Минеральный порошок: Склады на АБЗ Схема загрузки силосов: 1- автоцементовоз; 2 – силос; 3- камерный насос,
- 34. Склады минеральных материалов Годовую мощность АБЗ определяют объемом работ по строительству асфальтобетонных покрытий: где - коэффициент,
- 35. Пример компоновки генерального плана асфальтобетонного завода
- 36. 1 – колосниковая решетка; 2 – бункер; 3 – дозатор; 4 – скиповый подъемник; 5 –
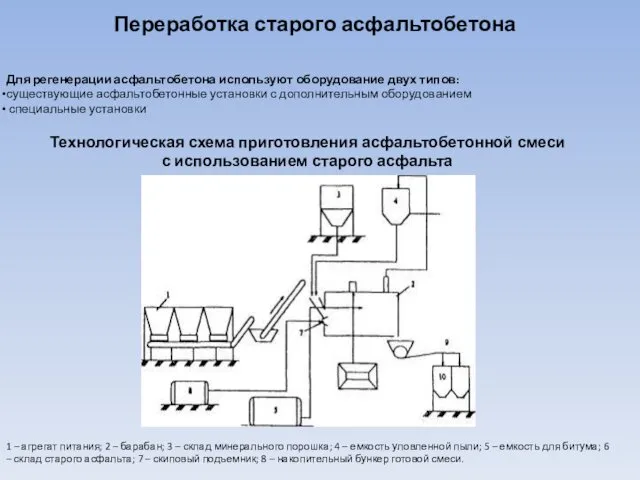
- 37. 1 – агрегат питания; 2 – барабан; 3 – склад минерального порошка; 4 – емкость уловленной
- 38. Охрана труда 1. Рабочие не моложе 18 лет. Допускаются к работе только после инструктажа. 2. Во
- 39. Лекция 6 Цементобетонные заводы При строительстве автомобильных дорог с цементобетонным покрытием различают два типа бетонных заводов:
- 40. 1 - ленточный конвейер; 2 - поворотная воронка; 3 - расходный бункер; 4 - дозатор воды;
- 41. Эффективность применения смесителя независимо от способа перемешивания определяется однородностью приготовления смеси при минимальной продолжительности перемешивания. Однородность
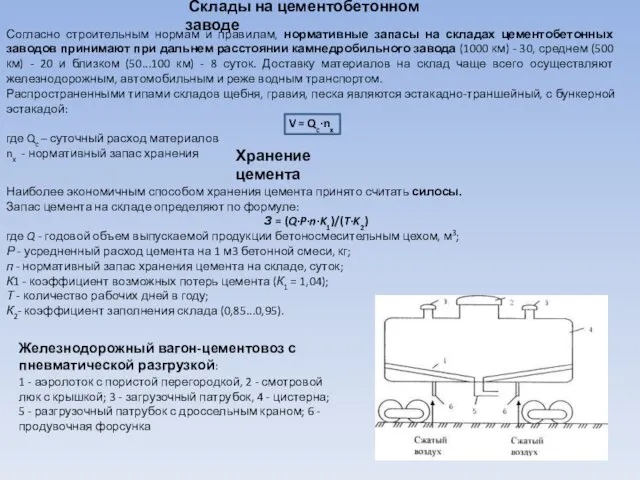
- 42. Склады на цементобетонном заводе Согласно строительным нормам и правилам, нормативные запасы на складах цементобетонных заводов принимают
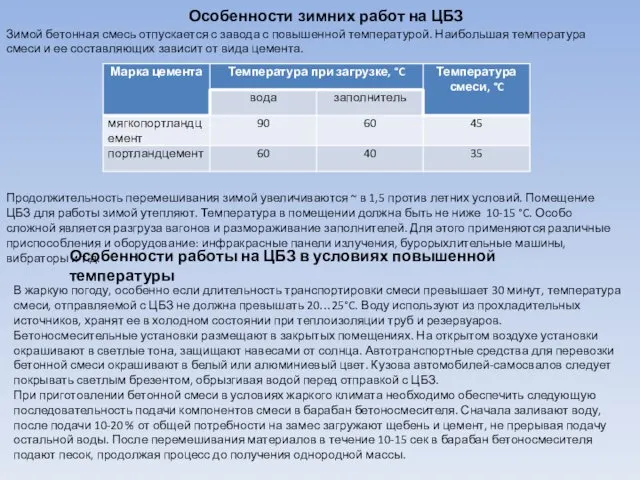
- 43. Особенности зимних работ на ЦБЗ Зимой бетонная смесь отпускается с завода с повышенной температурой. Наибольшая температура
- 44. 1 - склад каменных материалов; 2 - отделение подачи каменных материалов; 3 - отделение грохочения песка;
- 45. 1 - склад каменных материалов; 2 - отделение подачи каменных материалов; 3 - бетоносмесительное отделение; 4
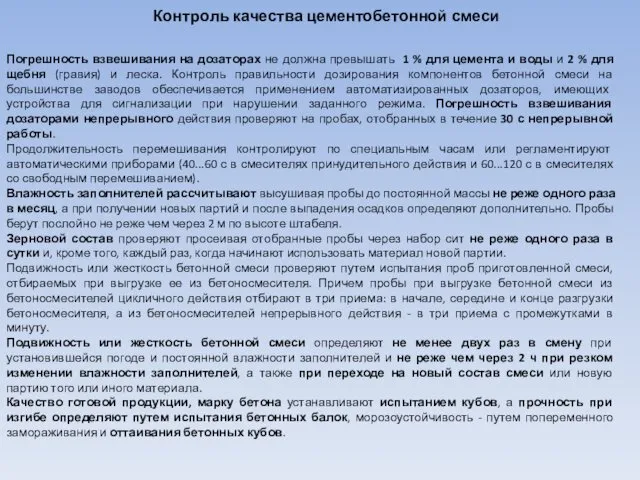
- 46. Контроль качества цементобетонной смеси Погрешность взвешивания на дозаторах не должна превышать 1 % для цемента и
- 47. Охрана труда и противопожарная защита Проезды и переходы должны иметь твердое дорожное покрытие и водостоки и
- 48. Лекция 6 Заводы и полигоны для изготовления железобетонных изделий Завод ЖБИ (предприятие, на котором основные технологические
- 49. Пример компоновки генерального плана полигона по изготовлению железобетонных изделий 1 - открытый склад каменных материалов; 2
- 50. 1 - место разгрузки заполнителей; 2 - приемные бункера; 3 - накопительные бункера; 4 - склад
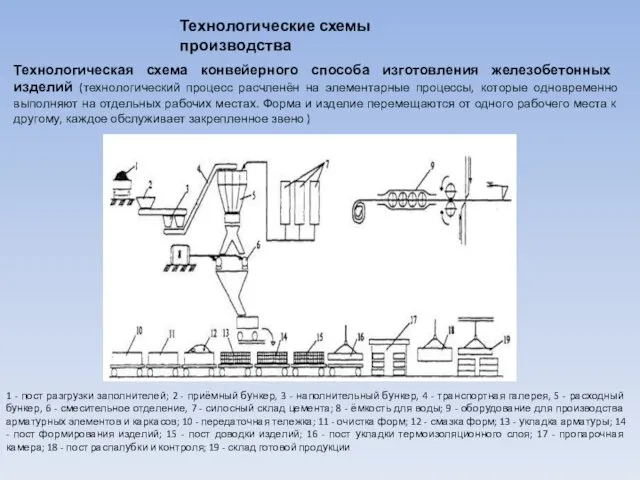
- 51. 1 - пост разгрузки заполнителей; 2 - приёмный бункер, 3 - наполнительный бункер, 4 - транспортная
- 52. А - зона хранения и обработки сырья; В - зона приготовления бетона; С - зона изготовления
- 53. Технология изготовления арматурных конструкций Основные виды арматурной стали: горячекатаная стержневая гладкая и периодического профиля; холоднокатаная проволочная
- 54. Формирование железобетонных изделий Процесс состоит в укладке бетонной смеси в формы с арматурным каркасом, распределения и
- 55. Формирование железобетонных изделий Виброштампование - воздействие на бетонную смесь виброштампом, который сочетает функции виброуплотнения, пригруза и
- 56. Тепловая обработка железобетонных изделий Наиболее распространенным способом ускорения твердения изделий является тепловлажностная обработка. Сущность ее заключается
- 57. Организация склада готовой продукции Хранение готовых железобетонных изделий осуществляют на открытых площадках, неподалеку от цеха пропаривания.
- 58. Контроль качества цементобетонной смеси и хранения ЖБИ Контроль качества на заводе возложен на лабораторию и отдел
- 59. Охрана труда и противопожарная защита Вредное действие на рабочих ЖБИ оказывает вибрация, которая может вызвать вибрационную
- 60. Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой Для нормального функционирования объектов производственной базы дорожного необходимо
- 61. Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой Сжатый воздух на производственных базах дорожного строительства используется
- 63. Скачать презентацию

Лекция 1
Назначение, классификация и размещение производственных предприятий
Производственные предприятия – комплекс
Лекция 1
Назначение, классификация и размещение производственных предприятий
Производственные предприятия – комплекс
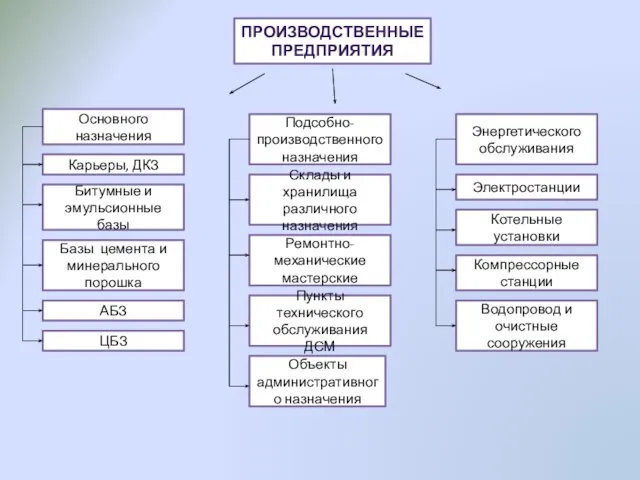
ПРОИЗВОДСТВЕННЫЕ ПРЕДПРИЯТИЯ
Основного назначения
Карьеры, ДКЗ
Битумные и эмульсионные базы
Базы цемента и минерального порошка
АБЗ
ЦБЗ
Подсобно-производственного
ПРОИЗВОДСТВЕННЫЕ ПРЕДПРИЯТИЯ
Основного назначения
Карьеры, ДКЗ
Битумные и эмульсионные базы
Базы цемента и минерального порошка
АБЗ
ЦБЗ
Подсобно-производственного
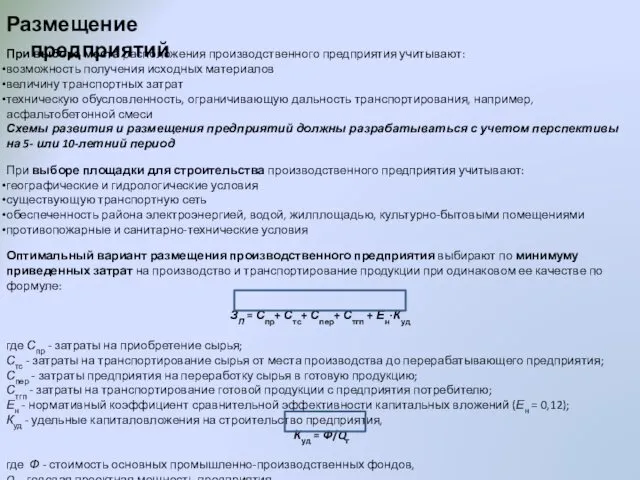
Размещение предприятий
При выборе места расположения производственного предприятия учитывают:
возможность получения исходных материалов
величину
Размещение предприятий
При выборе места расположения производственного предприятия учитывают:
возможность получения исходных материалов
величину
Размещение предприятий
При выборе места расположения производственного предприятия учитывают:
возможность получения исходных материалов
величину
Размещение предприятий
При выборе места расположения производственного предприятия учитывают:
возможность получения исходных материалов
величину
Лекция 2
Карьеры
Изыскания месторождений песка, гравия, камня разделяют на три стадии:
рекогносцировка
поиск
разведка
Карьер
Лекция 2
Карьеры
Изыскания месторождений песка, гравия, камня разделяют на три стадии:
рекогносцировка
поиск
разведка
Карьер
Технологический процесс разработки месторождения состоит из следующих работ:
подготовительных
вскрышных, добычных
транспортных и погрузочно-разгрузочных
переработка
Технологический процесс разработки месторождения состоит из следующих работ:
подготовительных
вскрышных, добычных
транспортных и погрузочно-разгрузочных
переработка
Извлечение полезного ископаемого производят слоями. Уступ – часть разрабатываемого месторождения, ограниченная
Извлечение полезного ископаемого производят слоями. Уступ – часть разрабатываемого месторождения, ограниченная
По характеру разрушения породы в шпурах или скважинах различают два способа
По характеру разрушения породы в шпурах или скважинах различают два способа
Вторичное дробление
К негабаритным кускам относят такие, которые по своим размерам превышают
Вторичное дробление
К негабаритным кускам относят такие, которые по своим размерам превышают
Залежи обломочных горных пород, состоящие из смеси песка более 50 %,
Залежи обломочных горных пород, состоящие из смеси песка более 50 %,

Перед началом взрывных работ устанавливают границы опасной зоны, которые отмечают условными
Перед началом взрывных работ устанавливают границы опасной зоны, которые отмечают условными
Лекция 3
Камнедробильные заводы
Процессы переработки состоят из:
дробления
сортировки
промывки
обогащения щебня, гравия, песка
Сортировка
Лекция 3
Камнедробильные заводы
Процессы переработки состоят из:
дробления
сортировки
промывки
обогащения щебня, гравия, песка
Сортировка
Классификация камнедробильных заводов
- по объему выпускаемой продукции (мощности):
малой (50-100
Классификация камнедробильных заводов
- по объему выпускаемой продукции (мощности):
малой (50-100

Технологическая схема дробления, сортировки, промывки
Количественной характеристикой процесса дробления служит степень дробления:
i
Технологическая схема дробления, сортировки, промывки
Количественной характеристикой процесса дробления служит степень дробления:
i
Машины для дробления и измельчения разделяют на 5 классов:
-щековые (а)
- конусные
Машины для дробления и измельчения разделяют на 5 классов:
-щековые (а)
- конусные
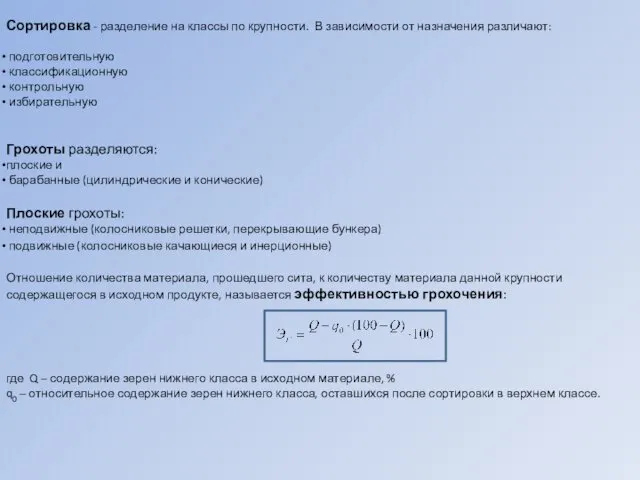
Сортировка - разделение на классы по крупности. В зависимости от назначения
Сортировка - разделение на классы по крупности. В зависимости от назначения
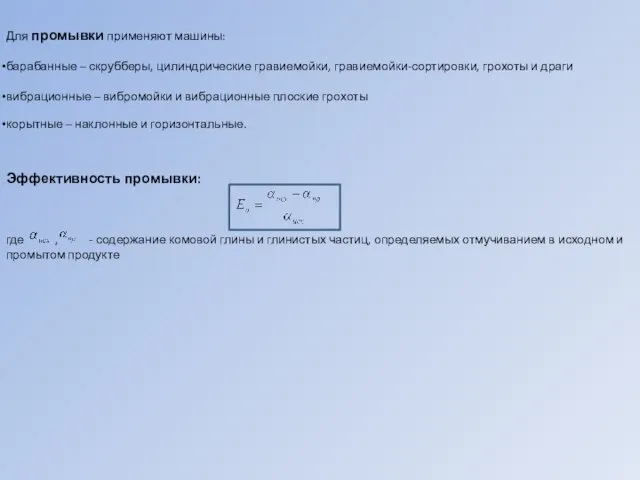
Для промывки применяют машины:
барабанные – скрубберы, цилиндрические гравиемойки, гравиемойки-сортировки, грохоты и
Для промывки применяют машины:
барабанные – скрубберы, цилиндрические гравиемойки, гравиемойки-сортировки, грохоты и
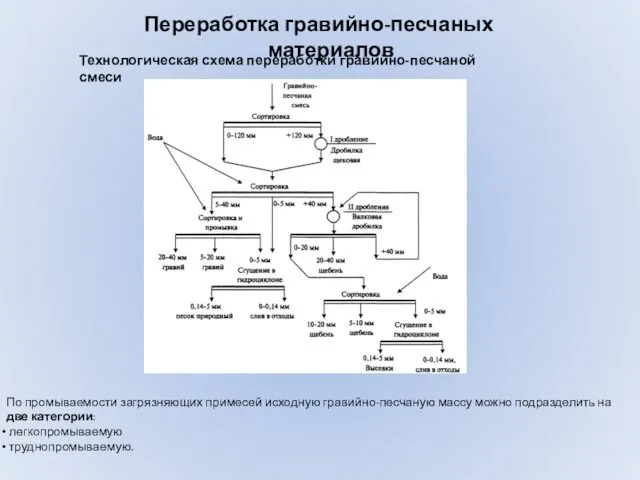
Переработка гравийно-песчаных материалов
По промываемости загрязняющих примесей исходную гравийно-песчаную массу можно подразделить
Переработка гравийно-песчаных материалов
По промываемости загрязняющих примесей исходную гравийно-песчаную массу можно подразделить
Производство минерального порошка для асфальтобетона
Минеральный порошок - материал тонкого помола, приготовленный
Производство минерального порошка для асфальтобетона
Минеральный порошок - материал тонкого помола, приготовленный
Контроль качества. Охрана труда
На КДЗ контроль качества включает:
Ежедневно - определение
Контроль качества. Охрана труда
На КДЗ контроль качества включает:
Ежедневно - определение
Лекция 4
Базы битумных материалов
Различают:
базы централизованного снабжения вяжущими
Лекция 4
Базы битумных материалов
Различают:
базы централизованного снабжения вяжущими

1 - секции битумохранилища;
2 - пожарный резервуар;
3 - битумоплавильная
1 - секции битумохранилища;
2 - пожарный резервуар;
3 - битумоплавильная
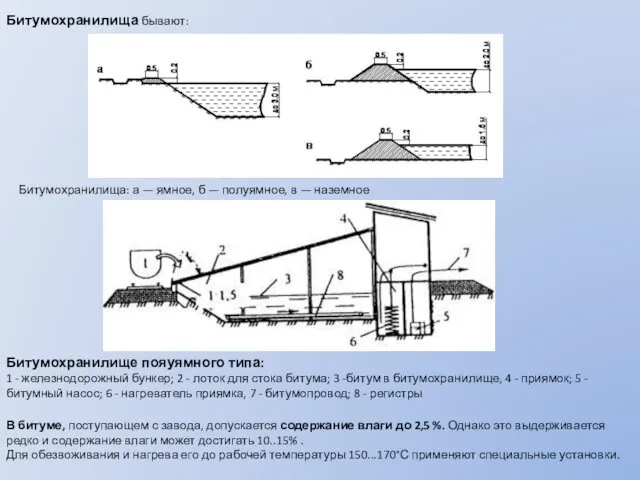
Битумохранилища бывают:
В битуме, поступающем с завода, допускается содержание влаги до 2,5
Битумохранилища бывают:
В битуме, поступающем с завода, допускается содержание влаги до 2,5
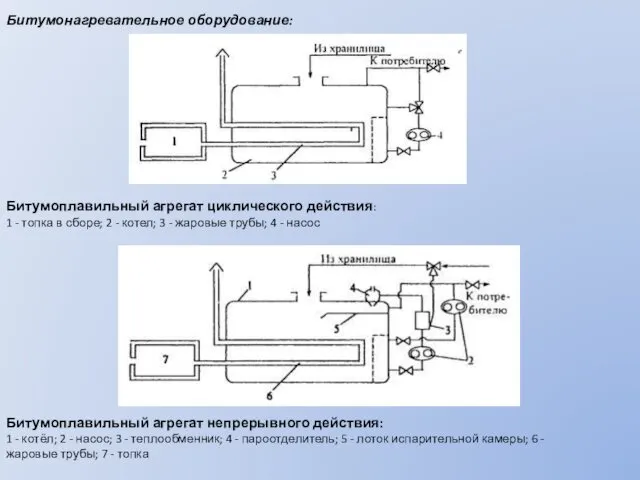
Битумонагревательное оборудование:
Битумоплавильный агрегат циклического действия:
1 - топка в сборе; 2 -
Битумонагревательное оборудование:
Битумоплавильный агрегат циклического действия: 1 - топка в сборе; 2 -
Приготовление битумных эмульсий
Анионные эмульсии в качестве эмульгатора содержат мыла высокомолекулярных соединений
Приготовление битумных эмульсий
Анионные эмульсии в качестве эмульгатора содержат мыла высокомолекулярных соединений

Приготовление эмульсий возможно по двум схемам:
с введением эмульгатора в воду (Ι)
вода
эмульгатор
кислота
битум
водная
Приготовление эмульсий возможно по двум схемам:
с введением эмульгатора в воду (Ι)
вода
эмульгатор
кислота
битум
водная
Приготовление битумных паст и шламов
Приготовление паст производят на АБЗ или битумных
Приготовление битумных паст и шламов
Приготовление паст производят на АБЗ или битумных
Битумохранилища, установки для нагрева битума, приготовления эмульсий размещают с учетом господствующего
Битумохранилища, установки для нагрева битума, приготовления эмульсий размещают с учетом господствующего
Лекция 5
Асфальтобетонные заводы
КЛАССИФИКАЦИОННЫЕ ПРИЗНАКИ АБЗ
Мобильность
стационарные
полу-стационарные
передвижые
Тип смеси
горячие
холодные
Компоновка оборудо-
вания
партерная
башенная
Способ приготов-ления
свободное перемеши-вание
принуди-
тельное перемеши-
вание
Степень
Лекция 5
Асфальтобетонные заводы
КЛАССИФИКАЦИОННЫЕ ПРИЗНАКИ АБЗ
Мобильность
стационарные
полу-стационарные
передвижые
Тип смеси
горячие
холодные
Компоновка оборудо-
вания
партерная
башенная
Способ приготов-ления
свободное перемеши-вание
принуди-
тельное перемеши-
вание
Степень
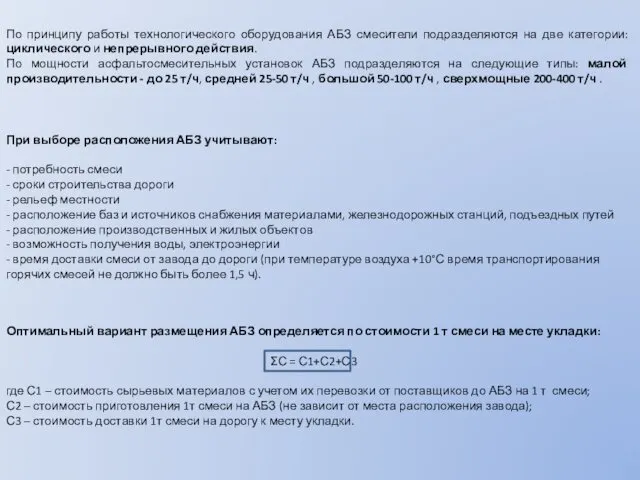
По принципу работы технологического оборудования АБЗ смесители подразделяются на две категории:
По принципу работы технологического оборудования АБЗ смесители подразделяются на две категории:

Технология приготовления асфальтобетонной смеси
1 - агрегат питания; 2 - ленточный транспортер;
Технология приготовления асфальтобетонной смеси
1 - агрегат питания; 2 - ленточный транспортер;
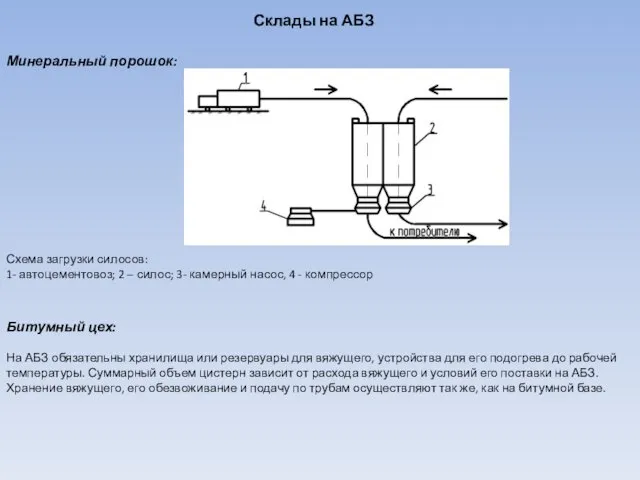
Минеральный порошок:
Склады на АБЗ
Схема загрузки силосов:
1- автоцементовоз; 2 – силос;
Минеральный порошок:
Склады на АБЗ
Схема загрузки силосов:
1- автоцементовоз; 2 – силос;
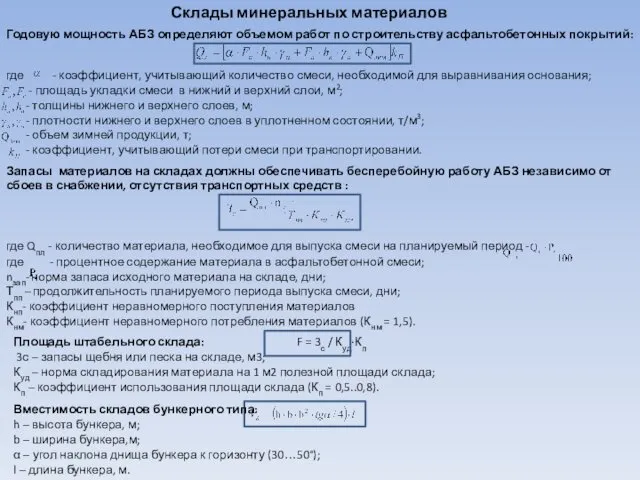
Склады минеральных материалов
Годовую мощность АБЗ определяют объемом работ по строительству асфальтобетонных
Склады минеральных материалов
Годовую мощность АБЗ определяют объемом работ по строительству асфальтобетонных
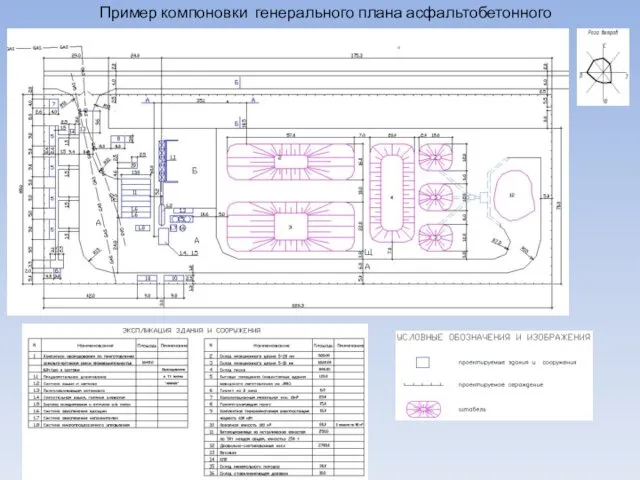
Пример компоновки генерального плана асфальтобетонного завода
Пример компоновки генерального плана асфальтобетонного завода
1 – колосниковая решетка; 2 – бункер; 3 – дозатор; 4
1 – колосниковая решетка; 2 – бункер; 3 – дозатор; 4
1 – агрегат питания; 2 – барабан; 3 – склад минерального
1 – агрегат питания; 2 – барабан; 3 – склад минерального
Охрана труда
1. Рабочие не моложе 18 лет. Допускаются к работе
Охрана труда
1. Рабочие не моложе 18 лет. Допускаются к работе
Лекция 6
Цементобетонные заводы
При строительстве автомобильных дорог с цементобетонным покрытием различают
Лекция 6
Цементобетонные заводы
При строительстве автомобильных дорог с цементобетонным покрытием различают

1 - ленточный конвейер; 2 - поворотная воронка; 3 - расходный
1 - ленточный конвейер; 2 - поворотная воронка; 3 - расходный
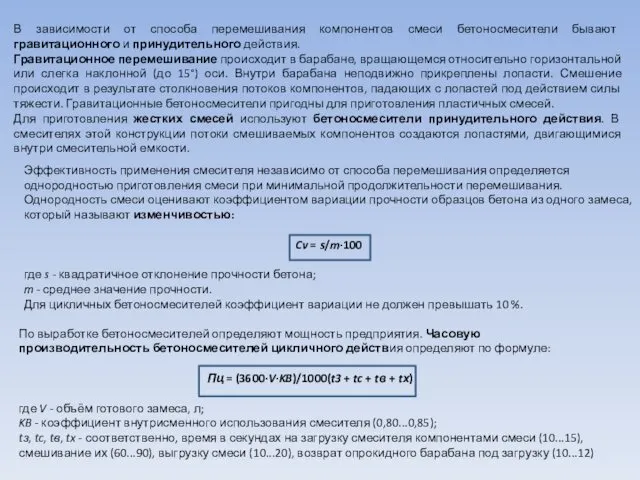
Эффективность применения смесителя независимо от способа перемешивания определяется однородностью приготовления смеси
Эффективность применения смесителя независимо от способа перемешивания определяется однородностью приготовления смеси
Склады на цементобетонном заводе
Согласно строительным нормам и правилам, нормативные запасы
Склады на цементобетонном заводе
Согласно строительным нормам и правилам, нормативные запасы
Особенности зимних работ на ЦБЗ
Зимой бетонная смесь отпускается с завода
Особенности зимних работ на ЦБЗ
Зимой бетонная смесь отпускается с завода

1 - склад каменных материалов; 2 - отделение подачи каменных материалов;
1 - склад каменных материалов; 2 - отделение подачи каменных материалов;

1 - склад каменных материалов;
2 - отделение подачи каменных материалов;
1 - склад каменных материалов;
2 - отделение подачи каменных материалов;
Контроль качества цементобетонной смеси
Погрешность взвешивания на дозаторах не должна превышать
Контроль качества цементобетонной смеси
Погрешность взвешивания на дозаторах не должна превышать
Охрана труда и противопожарная защита
Проезды и переходы должны иметь твердое
Охрана труда и противопожарная защита
Проезды и переходы должны иметь твердое
Лекция 6
Заводы и полигоны для изготовления железобетонных изделий
Завод ЖБИ
Лекция 6
Заводы и полигоны для изготовления железобетонных изделий
Завод ЖБИ

Пример компоновки генерального плана
полигона по изготовлению железобетонных изделий
1 - открытый
Пример компоновки генерального плана
полигона по изготовлению железобетонных изделий
1 - открытый

1 - место разгрузки заполнителей; 2 - приемные бункера; 3 -
1 - место разгрузки заполнителей; 2 - приемные бункера; 3 -
1 - пост разгрузки заполнителей; 2 - приёмный бункер, 3 -
1 - пост разгрузки заполнителей; 2 - приёмный бункер, 3 -
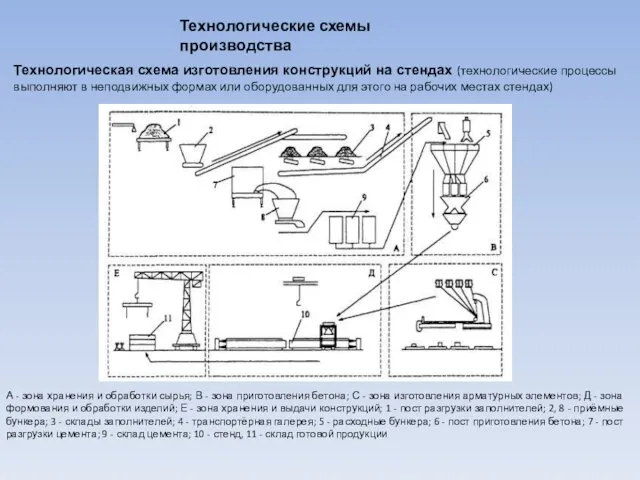
А - зона хранения и обработки сырья; В - зона приготовления
А - зона хранения и обработки сырья; В - зона приготовления
Технология изготовления арматурных конструкций
Основные виды арматурной стали: горячекатаная стержневая гладкая
Технология изготовления арматурных конструкций
Основные виды арматурной стали: горячекатаная стержневая гладкая
Формирование железобетонных изделий
Процесс состоит в укладке бетонной смеси в формы с
Формирование железобетонных изделий
Процесс состоит в укладке бетонной смеси в формы с
Формирование железобетонных изделий
Виброштампование - воздействие на бетонную смесь виброштампом, который
Формирование железобетонных изделий
Виброштампование - воздействие на бетонную смесь виброштампом, который
Тепловая обработка железобетонных изделий
Наиболее распространенным способом ускорения твердения изделий является
Тепловая обработка железобетонных изделий
Наиболее распространенным способом ускорения твердения изделий является
Организация склада готовой продукции
Хранение готовых железобетонных изделий осуществляют на
Организация склада готовой продукции
Хранение готовых железобетонных изделий осуществляют на
Контроль качества цементобетонной смеси и
хранения ЖБИ
Контроль качества на заводе
Контроль качества цементобетонной смеси и
хранения ЖБИ
Контроль качества на заводе
Охрана труда и противопожарная защита
Вредное действие на рабочих ЖБИ оказывает вибрация,
Охрана труда и противопожарная защита
Вредное действие на рабочих ЖБИ оказывает вибрация,
Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой
Для нормального функционирования объектов
Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой
Для нормального функционирования объектов
Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой
Сжатый воздух на производственных
Обеспечение дорожного строительства электроэнергией, сжатым воздухом, паром, водой
Сжатый воздух на производственных
 Залишайся у країні
Залишайся у країні Без права на забвение
Без права на забвение Новопавловская СОШ_ Семенины
Новопавловская СОШ_ Семенины BMW
BMW Игровой бар
Игровой бар Основные аспекты государственного регулирования рынка интеллектуальной собственности. Средства индивидуализации
Основные аспекты государственного регулирования рынка интеллектуальной собственности. Средства индивидуализации Теология процветания
Теология процветания Техническое оснащение энергопредприятий Казахстана 10.09.10
Техническое оснащение энергопредприятий Казахстана 10.09.10 Асинхронные машины. Лекция 13
Асинхронные машины. Лекция 13 Афганистан – ты боль моей души… 25.12.1979 – 15.02.1989
Афганистан – ты боль моей души… 25.12.1979 – 15.02.1989 Дуговые печи
Дуговые печи Токарная обработка древесины
Токарная обработка древесины Микрокомпьютер для обучения информационным технологиям и программированию
Микрокомпьютер для обучения информационным технологиям и программированию Понятие профессиональной деятельности. Разделение и специализация труда. 11 класс
Понятие профессиональной деятельности. Разделение и специализация труда. 11 класс 215 лет со дня рождения Ханса Христиана Андерсена
215 лет со дня рождения Ханса Христиана Андерсена Зачем искусство
Зачем искусство Ввод-вывод данных в PLC FP Sigma
Ввод-вывод данных в PLC FP Sigma Фотоальбом
Фотоальбом С Днём рождения, РДШ!!!
С Днём рождения, РДШ!!! Я расскажу вам о себе. Михайлова Мария Алексеевна
Я расскажу вам о себе. Михайлова Мария Алексеевна Фотоальбом
Фотоальбом Православное молодёжное движение на современном этапе 2000-2016
Православное молодёжное движение на современном этапе 2000-2016 Схема управления автоматизированным электроприводом вентилятора
Схема управления автоматизированным электроприводом вентилятора 20111012_applikaciya_transport
20111012_applikaciya_transport Три веселых дня с семьей на природе
Три веселых дня с семьей на природе Сопротивление, индуктивность, емкость. Резистор, дроссель, конденсатор
Сопротивление, индуктивность, емкость. Резистор, дроссель, конденсатор Месторождения нефти и газа, Особенность месторождений ООО Газпром добыча Надым
Месторождения нефти и газа, Особенность месторождений ООО Газпром добыча Надым 20151117_obmen_torgovlya_reklama
20151117_obmen_torgovlya_reklama