- Negraujošā kontrole Dzelzceļa transportā

Содержание
- 2. Kas ir negraujošā kontrole? Negraujošā kontrole (NK), svešvalodās -Неразрушающий контроль, Nondestructive testing (NDT): Zinātne un tehnikas
- 3. Kas ir defekts? Defekts – neatbilstība noteiktajām prasībām (standartiem, tehniskajiem noteikumiem, instrukcijai, utt.): Atkāpes no materiāla
- 4. Defektu veidi 1. Metāla kausēšanas un liešanas defekti: neatbilstība uzdotam ķīmiskam sastāvam. Notiek, kad nepareizi tiek
- 5. 2. Spiedapstrādes defekti: ārējas un iekšējas plaisas, nepilnības – veidojās spedapstrādes un daudzkārtīgas karsēšanas rezultātā; noslāņošanās
- 6. 3. Termiskās apstrādes defekti: pārkarsējums un pārdedzinājums - pārkarsējums – strauja austenīta graudu augšana un plastiskuma
- 7. Metinātu šuvu defekti nosacīti sadalās uz virsmu (ārējiem) un iekšējiem defektiem. a) nevienmerīgs šuvu plaеums; b)
- 8. – iekšējie defekti: a) gāzes porainība; b) sārņu ieslēgumi; c) iekšējie tukšumi šuves saknēs; d) plaisas;
- 10. Defektu lokalizācija/novietojums
- 11. Ko ietekmē defekts? No vispārīgās tehniskās uzturēšanas teorijas – iekārtai jābūt nesabojātai un darbderīgai; Defekts padara
- 12. Negraujošās kontroles pamatprasības Iespēja veikt detaļu/iekārtu kontroli visā tās darba ciklā (izgatavošana – ekspluatācija – remonts)
- 13. NK pamatveidi
- 15. Optiskās metodes; Kapilārās iespiešanās metodes; Siltummetodes; Magnētiskās metodes; Elektriskās metodes; Izmantojot virpuļstrāvas; Akustiskās (t.sk. vibrodiagnostiskās, ultraskaņas);
- 16. NK metožu efektivitāte Katrai metodei ir savi plusi un mīnusi, kā arī jomas, kurās tās var
- 17. Neferromagnētisku materiālu pārbaudei der: radiācijas, akustiskās, virpuļstrāvu, optiskās metodes. Ierobežoti lieto: kapilārās, siltuma metodes. Nav pielietojuma:
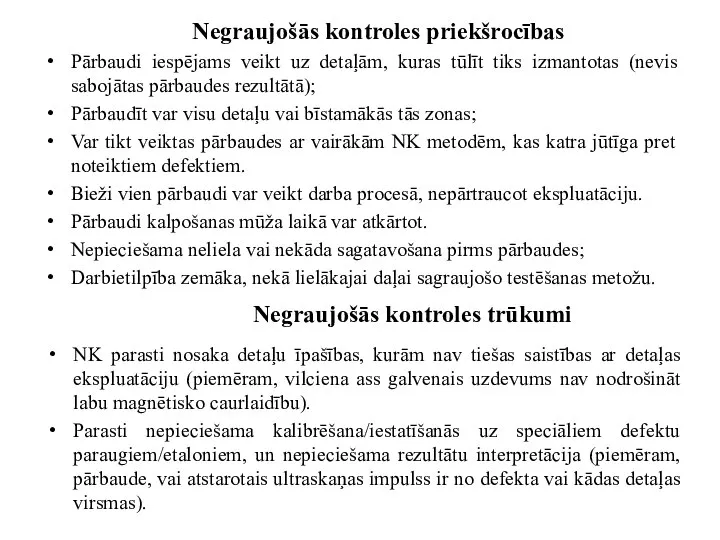
- 18. Negraujošās kontroles priekšrocības Pārbaudi iespējams veikt uz detaļām, kuras tūlīt tiks izmantotas (nevis sabojātas pārbaudes rezultātā);
- 19. Optiskie NK veidi Pamatojas uz vizuālu detaļu apsekošanu vai parametru reģistrāciju, pielietojot (vai retāk – nepielietojot)
- 20. Optiskie NK veidi 1 – mikroskops; 2 – palielināmais; 3 – radiusa mērītais; 4 – bīdmēris;
- 21. Optiskie NK veidi Endoskops ar zondu GE Inspection Technologies
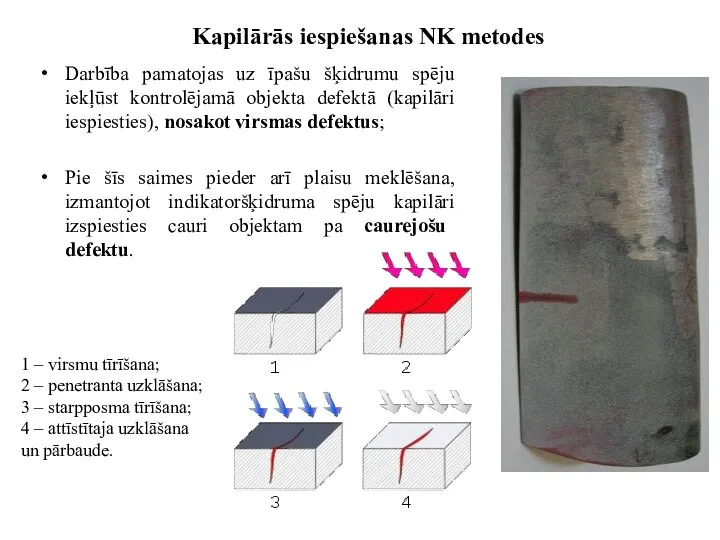
- 22. Kapilārās iespiešanas NK metodes Darbība pamatojas uz īpašu šķidrumu spēju iekļūst kontrolējamā objekta defektā (kapilāri iespiesties),
- 23. Izšķir: Ahromatisko; Krāsu; Luminiscences. Kapilārās iespiešanas NK metodes SKC-S – tīrītais (iepriekšēja virsmas tīrīšana un penetranta
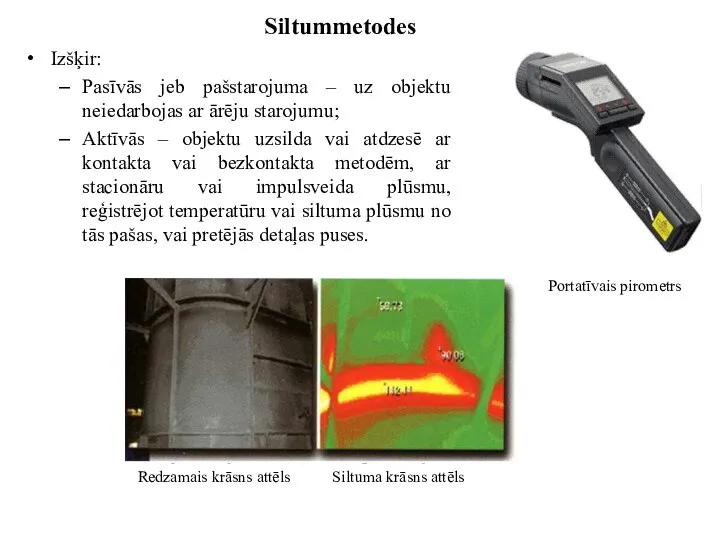
- 24. Siltummetodes Izšķir: Pasīvās jeb pašstarojuma – uz objektu neiedarbojas ar ārēju starojumu; Aktīvās – objektu uzsilda
- 25. Darbība pamatojas uz temperatūras vai temperatūras lauku reģistrāciju; Piemēram, bukšu pārkarsēšanas kontroles sistēma, kas reģistrē bukses
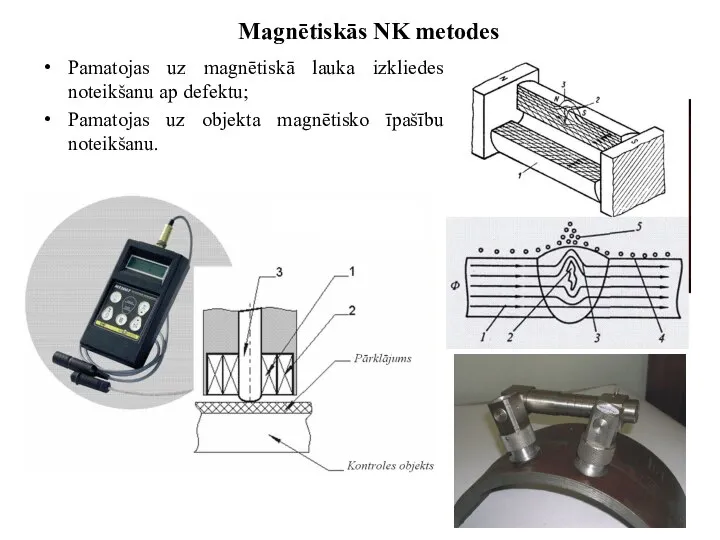
- 26. Magnētiskās NK metodes Pamatojas uz magnētiskā lauka izkliedes noteikšanu ap defektu; Pamatojas uz objekta magnētisko īpašību
- 27. Magnētiskās NK metodes Var izmantot tikai objektiem, kurus iespējams magnetizēt vai piemīt pietiekama magnētiskā caurlaidība; Var
- 28. Elektriskās NK metodes Pamatojas uz elektriskā lauka parametru reģistrāciju, kas mijiedarbībojas ar objektu (elektriskā metode), vai
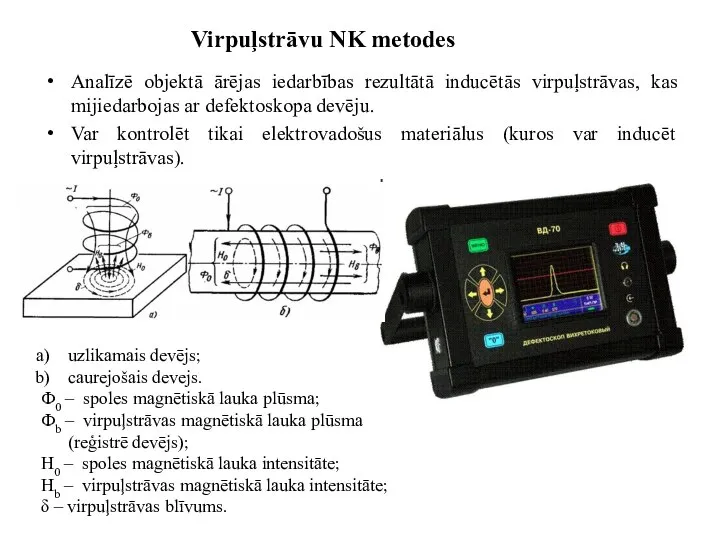
- 29. Virpuļstrāvu NK metodes Analīzē objektā ārējas iedarbības rezultātā inducētās virpuļstrāvas, kas mijiedarbojas ar defektoskopa devēju. Var
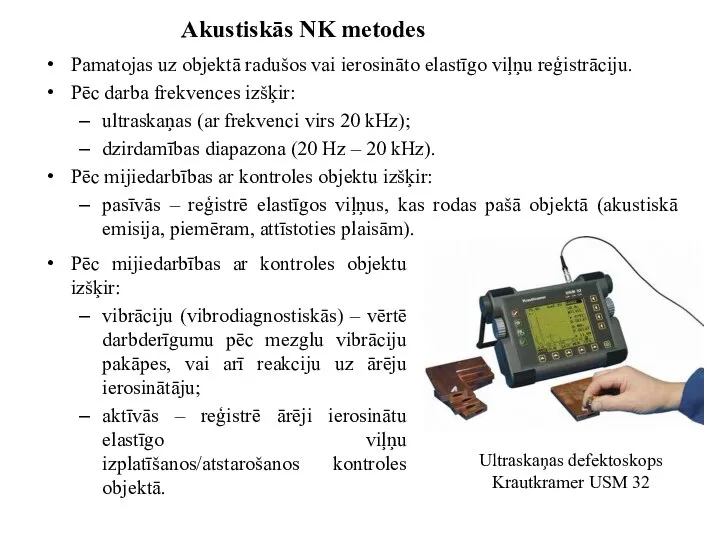
- 30. Akustiskās NK metodes Pamatojas uz objektā radušos vai ierosināto elastīgo viļņu reģistrāciju. Pēc darba frekvences izšķir:
- 31. Ultraskaņas NK Izmanto pjezoelektriskos pārveidotājus, kas gan ierosina un ievada objektā ultraskaņas svārstības, gan arī uztver
- 32. Radiācijas NK metodes Pamatojas uz caurplūstoša jonizējošā starojuma reģistrāciju, kad tas izgājis cauri kontrolējamajam objektam. Radiācijas
- 33. Radioviļņu NK metodes Reģistrē elektromagnētisko viļņu (ar viļņu garumu 1-100 mm) parametru izmaiņas, pēc mijiedarbības ar
- 34. Ultraskaņas defektoskopija
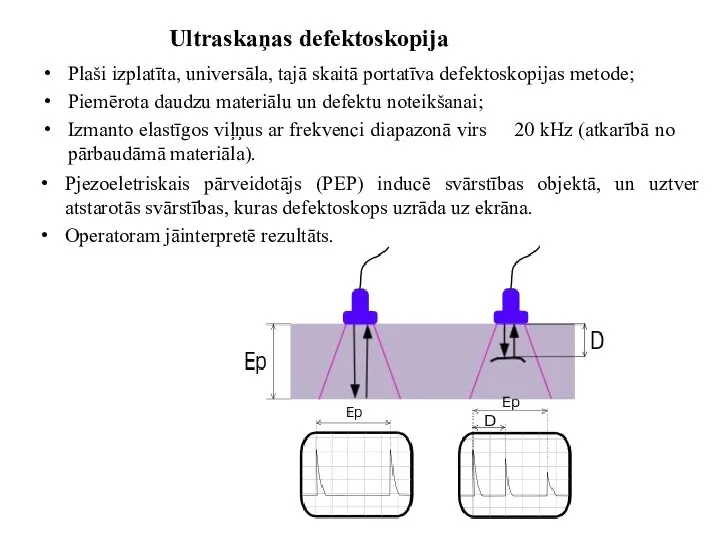
- 35. Ultraskaņas defektoskopija Plaši izplatīta, universāla, tajā skaitā portatīva defektoskopijas metode; Piemērota daudzu materiālu un defektu noteikšanai;
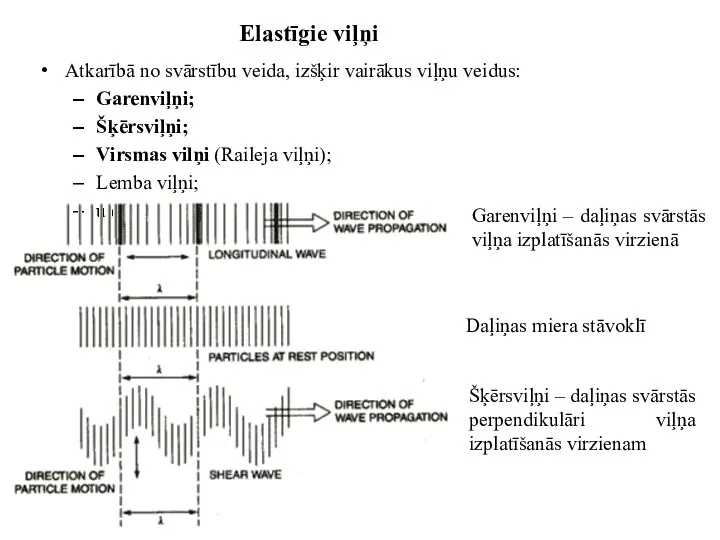
- 36. Elastīgie viļņi Atkarībā no svārstību veida, izšķir vairākus viļņu veidus: Garenviļņi; Šķērsviļņi; Virsmas vilņi (Raileja viļņi);
- 37. Garenvilnis
- 38. Šķērsvilnis
- 39. Virsmas vilnis (Raileja vilnis) Daļiņas svārstās pa elipsi, kas apvieno reizē gan garenvilni, gan šķērsvilni.
- 40. Viļņu parametri Viļņa garums λ Viļņa kustības ātrums c Viļņa frekvence f Viļņa periods T Viļņa
- 41. Viļņu izplatīšanās frekvences Dažādos materiālos dažādi viļņi izplatās ar dažādiem ātrumiem, daži piemēri: Piemērs Meklējam defektus
- 42. Akustiskā pretestība Akustisko pretestību nosaka pēc formulas: - materiāla blīvums; - skaņas ātrums materiālā. Akustiskā pretestība
- 43. Atstarošanās no virsmām Ja vilnim jāšķērso robeža starp vidēm, kuras akustiskās pretestības nav vienādas, tad jo
- 44. Viļņu laušana Vilnim šķērsojot robežšķirtni starp divām vidēm, notiek gan viļņa laušana, gan atstarošana (Snēliusa likums).
- 45. Viļņu laušana Gan šķērsojot robežšķirtni, gan atstarojoties no virsmas, notiek arī viļņu pārveidošana (no garenviļņa šķērsvilnī
- 46. Viļņu laušana Vienlaikus notiek gan atstarošanās, gan laušana no katras robežšķirtnes – objektā var būt plašs
- 47. Kritiskie leņķi 1. kritiskais leņķis (βkr1 = 27,5º tēraudam) – lauztais garenvilnis slīd pa virsmu, detaļā
- 48. Pjezoelektriskie pārveidotāji (PEP) Ierosina ultraskaņas svārstības, kā arī pārveido uztvertās svārstības par elektrisku signālu, izmantojot pjezoelektrisko
- 49. Leņķa PEPi Uz PEPiem norādītais leņķis nav stara krišanas leņķis, bet gan leņķis, ar kādu stars
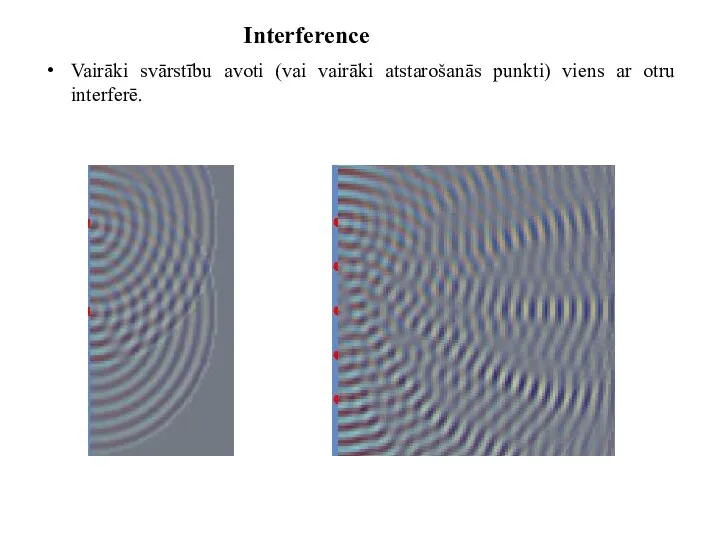
- 50. Interference Vairāki svārstību avoti (vai vairāki atstarošanās punkti) viens ar otru interferē.
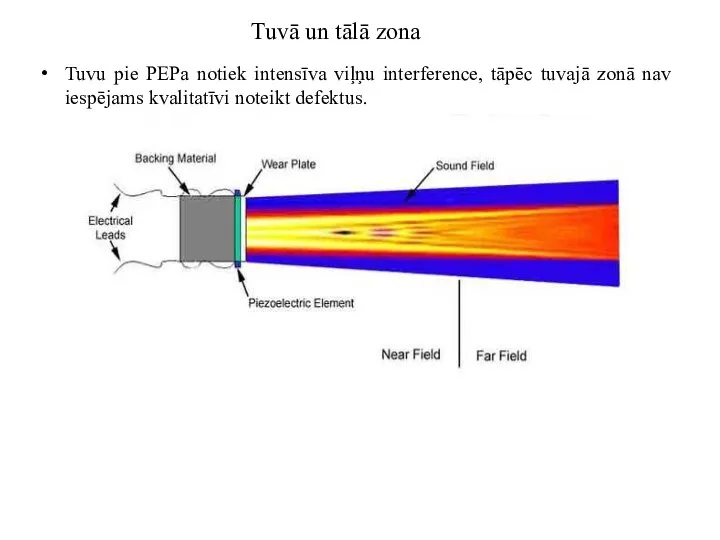
- 51. Tuvā un tālā zona Tuvu pie PEPa notiek intensīva viļņu interference, tāpēc tuvajā zonā nav iespējams
- 52. PEPa virziendiagramma Jo lielāks pjezoelements, jo šaurāks, koncentrētāks kūlis, precīzāks rezultāts.
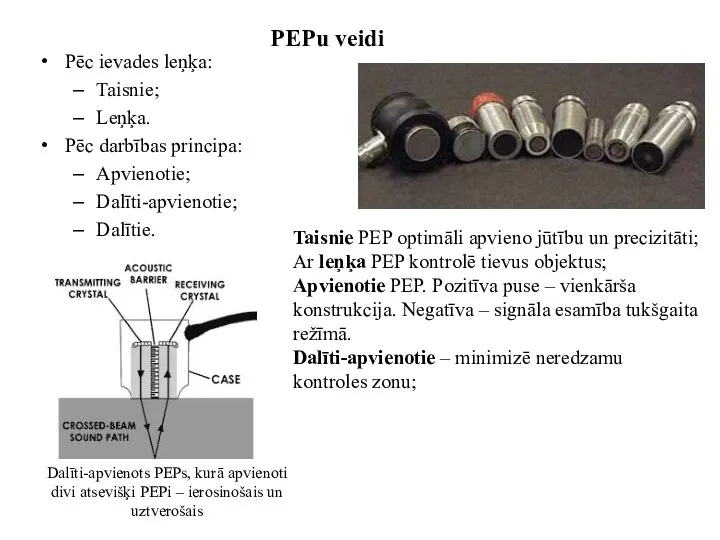
- 53. PEPu veidi Pēc ievades leņķa: Taisnie; Leņķa. Pēc darbības principa: Apvienotie; Dalīti-apvienotie; Dalītie. Taisnie PEP optimāli
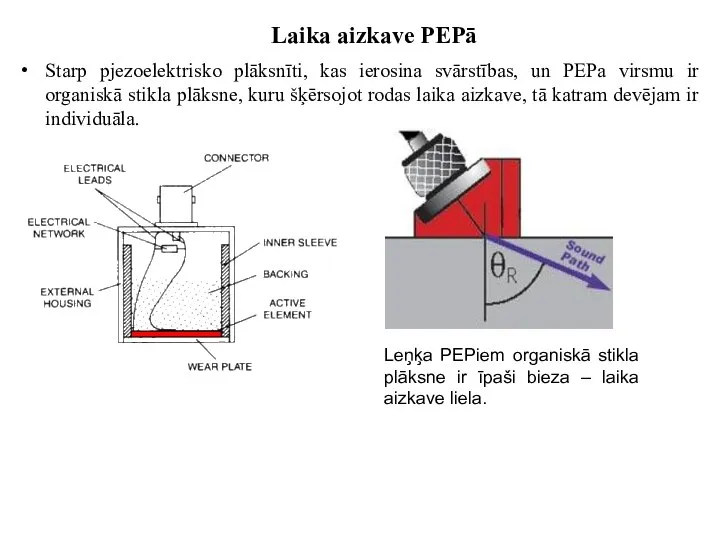
- 54. Laika aizkave PEPā Starp pjezoelektrisko plāksnīti, kas ierosina svārstības, un PEPa virsmu ir organiskā stikla plāksne,
- 55. Kontakts ar darba objektu Pat neliela gaisa sprauga starp PEPu un darba objektu rada robežšķirtni ar
- 56. Attēlošanas veidi
- 57. Nosacītie defekta izmēri Svarīgi ne tikai atrast defektu, bet arī saprast, kādi ir tā izmēri? Varbūt
- 58. Sagatavošanās praktiskam darbam ar ultraskaņas defektoskopu
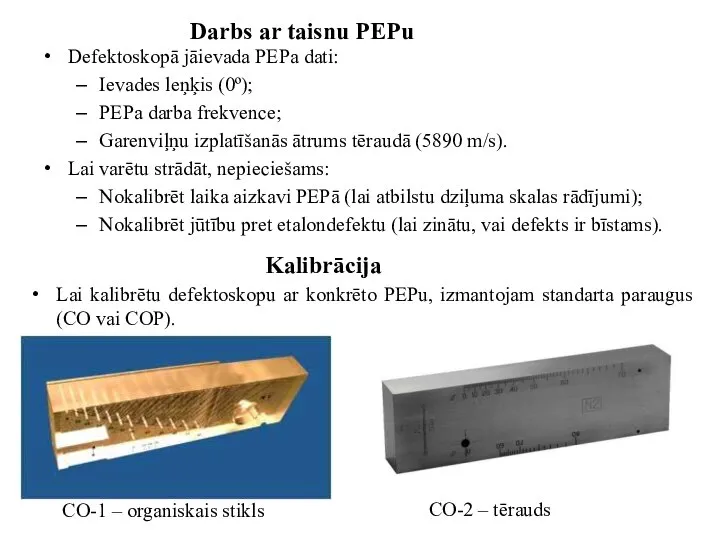
- 59. Darbs ar taisnu PEPu Defektoskopā jāievada PEPa dati: Ievades leņķis (0º); PEPa darba frekvence; Garenviļņu izplatīšanās
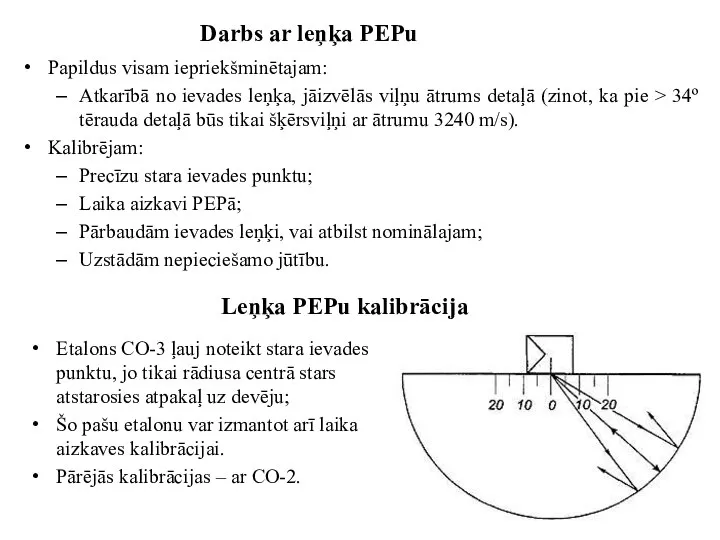
- 60. Darbs ar leņķa PEPu Papildus visam iepriekšminētajam: Atkarībā no ievades leņķa, jāizvēlās viļņu ātrums detaļā (zinot,
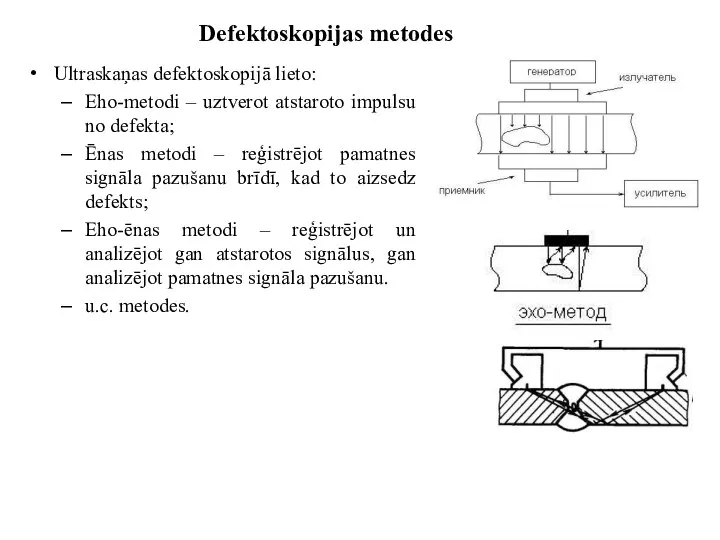
- 61. Defektoskopijas metodes Ultraskaņas defektoskopijā lieto: Eho-metodi – uztverot atstaroto impulsu no defekta; Ēnas metodi – reģistrējot
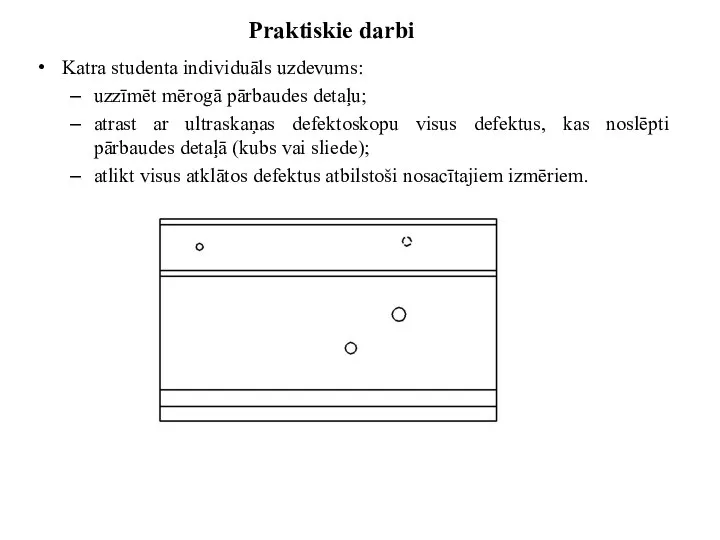
- 62. Praktiskie darbi Katra studenta individuāls uzdevums: uzzīmēt mērogā pārbaudes detaļu; atrast ar ultraskaņas defektoskopu visus defektus,
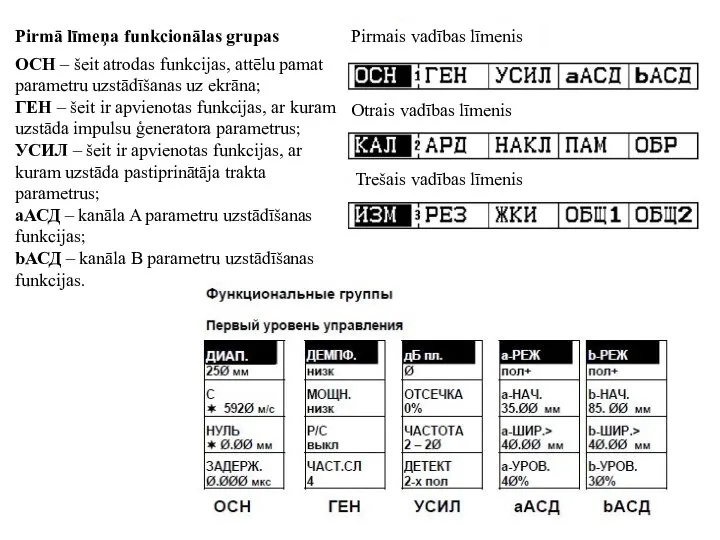
- 65. Pirmā līmeņa funkcionālas grupas ОСН – šeit atrodas funkcijas, attēlu pamat parametru uzstādīšanas uz ekrāna; ГЕН
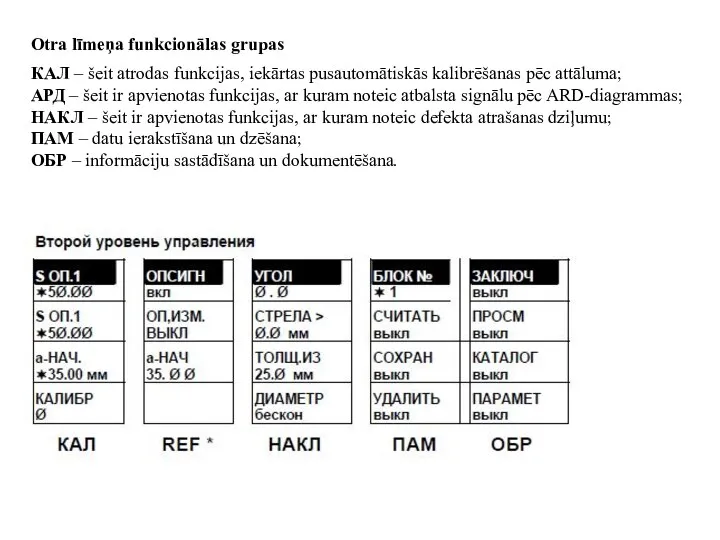
- 66. Otra līmeņa funkcionālas grupas КАЛ – šeit atrodas funkcijas, iekārtas pusautomātiskās kalibrēšanas pēc attāluma; АРД –
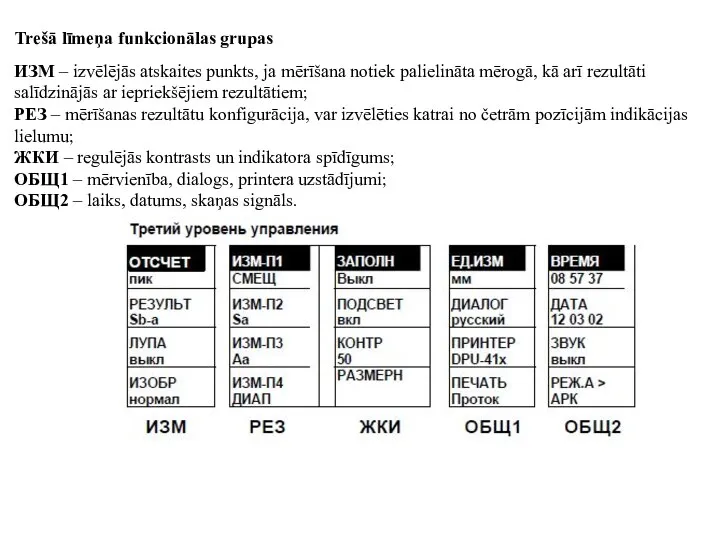
- 67. Trešā līmeņa funkcionālas grupas ИЗМ – izvēlējās atskaites punkts, ja mērīšana notiek palielināta mērogā, kā arī
- 68. Attēla uzstādīšana USM 35X Pirms darba ar USM 35X ir nepieciešams to noregulēt, t.i. uzdot tādus
- 69. Defekta vietas noteikšana (aprēķins). Funkcionāla grupa НАКЛ. Funkcionālā grupā НАКЛ tiek atradās funkcijas, ar kuram var
- 70. Ja notiek kontrole ar slīpo PEP, tad defektoskopam ir arī iespēja aprēķināt L garumu stara garenvirzienā
- 71. Defektoskops «Пеленг УД2 102» displejs rezīmu tabula vadību pogas
- 73. Скачать презентацию
Kas ir negraujošā kontrole?
Negraujošā kontrole (NK), svešvalodās -Неразрушающий контроль, Nondestructive testing
Kas ir negraujošā kontrole?
Negraujošā kontrole (NK), svešvalodās -Неразрушающий контроль, Nondestructive testing
Kas ir defekts?
Defekts – neatbilstība noteiktajām prasībām (standartiem, tehniskajiem noteikumiem, instrukcijai,
Kas ir defekts?
Defekts – neatbilstība noteiktajām prasībām (standartiem, tehniskajiem noteikumiem, instrukcijai,
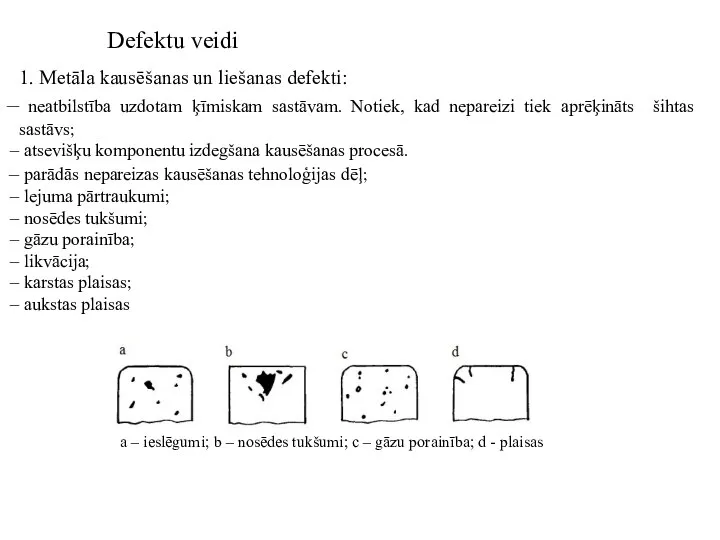
Defektu veidi
1. Metāla kausēšanas un liešanas defekti:
neatbilstība uzdotam ķīmiskam sastāvam.
Defektu veidi
1. Metāla kausēšanas un liešanas defekti:
neatbilstība uzdotam ķīmiskam sastāvam.
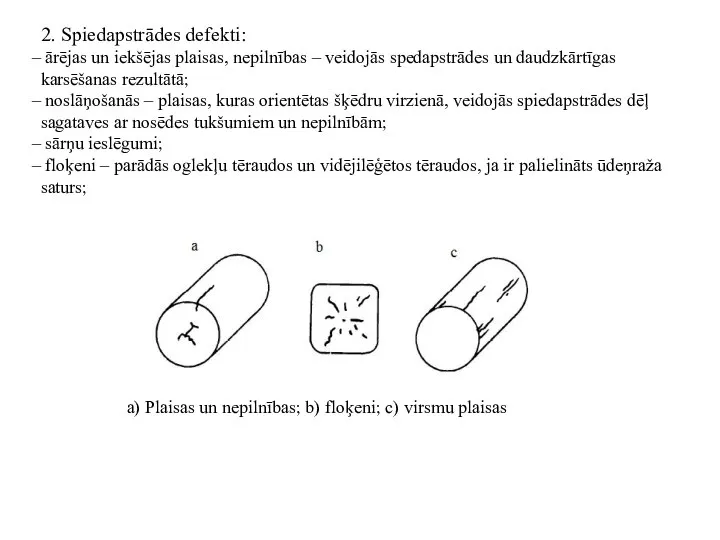
2. Spiedapstrādes defekti:
ārējas un iekšējas plaisas, nepilnības – veidojās spedapstrādes
2. Spiedapstrādes defekti:
ārējas un iekšējas plaisas, nepilnības – veidojās spedapstrādes
3. Termiskās apstrādes defekti:
pārkarsējums un pārdedzinājums - pārkarsējums – strauja
3. Termiskās apstrādes defekti:
pārkarsējums un pārdedzinājums - pārkarsējums – strauja
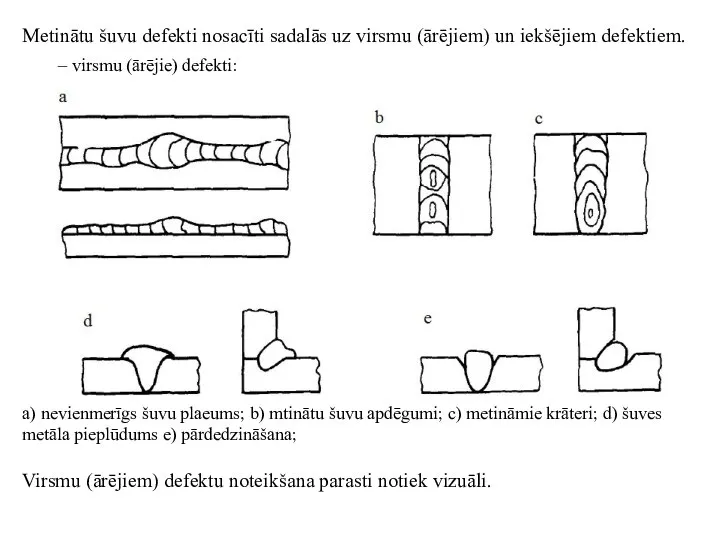
Metinātu šuvu defekti nosacīti sadalās uz virsmu (ārējiem) un iekšējiem defektiem.
Metinātu šuvu defekti nosacīti sadalās uz virsmu (ārējiem) un iekšējiem defektiem.
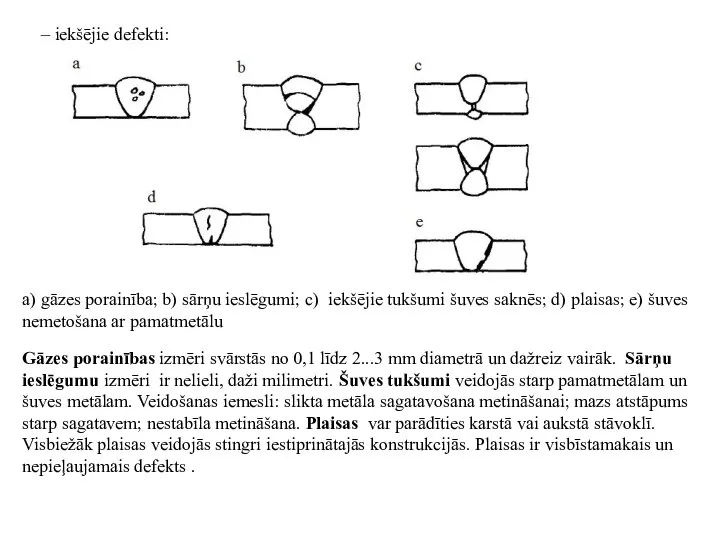
– iekšējie defekti:
a) gāzes porainība; b) sārņu ieslēgumi; c) iekšējie tukšumi
– iekšējie defekti:
a) gāzes porainība; b) sārņu ieslēgumi; c) iekšējie tukšumi


Defektu lokalizācija/novietojums
Defektu lokalizācija/novietojums
Ko ietekmē defekts?
No vispārīgās tehniskās uzturēšanas teorijas – iekārtai jābūt nesabojātai
Ko ietekmē defekts?
No vispārīgās tehniskās uzturēšanas teorijas – iekārtai jābūt nesabojātai
Negraujošās kontroles pamatprasības
Iespēja veikt detaļu/iekārtu kontroli visā tās darba ciklā (izgatavošana
Negraujošās kontroles pamatprasības
Iespēja veikt detaļu/iekārtu kontroli visā tās darba ciklā (izgatavošana
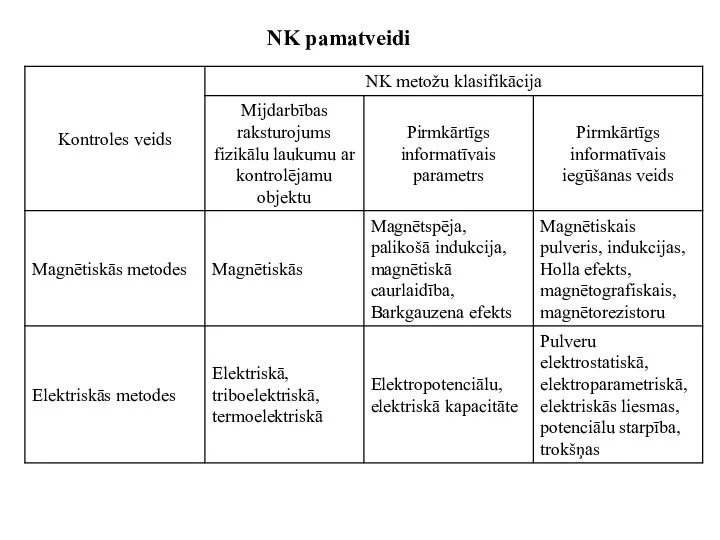
NK pamatveidi
NK pamatveidi

Optiskās metodes;
Kapilārās iespiešanās metodes;
Siltummetodes;
Magnētiskās metodes;
Elektriskās metodes;
Izmantojot virpuļstrāvas;
Akustiskās (t.sk. vibrodiagnostiskās, ultraskaņas);
Radiācijas;
Radioviļņu.
NK pamatveidi
Optiskās metodes;
Kapilārās iespiešanās metodes;
Siltummetodes;
Magnētiskās metodes;
Elektriskās metodes;
Izmantojot virpuļstrāvas;
Akustiskās (t.sk. vibrodiagnostiskās, ultraskaņas);
Radiācijas;
Radioviļņu.
NK pamatveidi
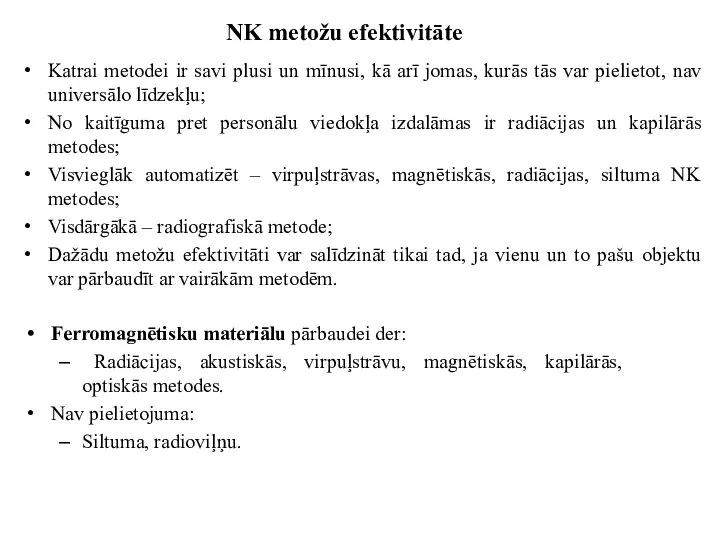
NK metožu efektivitāte
Katrai metodei ir savi plusi un mīnusi, kā arī
NK metožu efektivitāte
Katrai metodei ir savi plusi un mīnusi, kā arī
Neferromagnētisku materiālu pārbaudei der:
radiācijas, akustiskās, virpuļstrāvu, optiskās metodes.
Ierobežoti lieto:
kapilārās, siltuma metodes.
Nav
Neferromagnētisku materiālu pārbaudei der:
radiācijas, akustiskās, virpuļstrāvu, optiskās metodes.
Ierobežoti lieto:
kapilārās, siltuma metodes.
Nav
Negraujošās kontroles priekšrocības
Pārbaudi iespējams veikt uz detaļām, kuras tūlīt tiks izmantotas
Negraujošās kontroles priekšrocības
Pārbaudi iespējams veikt uz detaļām, kuras tūlīt tiks izmantotas
Optiskie NK veidi
Pamatojas uz vizuālu detaļu apsekošanu vai parametru reģistrāciju, pielietojot
Optiskie NK veidi
Pamatojas uz vizuālu detaļu apsekošanu vai parametru reģistrāciju, pielietojot

Optiskie NK veidi
1 – mikroskops; 2 – palielināmais; 3 – radiusa
Optiskie NK veidi
1 – mikroskops; 2 – palielināmais; 3 – radiusa

Optiskie NK veidi
Endoskops ar zondu GE Inspection Technologies
Optiskie NK veidi
Endoskops ar zondu GE Inspection Technologies
Kapilārās iespiešanas NK metodes
Darbība pamatojas uz īpašu šķidrumu spēju iekļūst kontrolējamā
Kapilārās iespiešanas NK metodes
Darbība pamatojas uz īpašu šķidrumu spēju iekļūst kontrolējamā
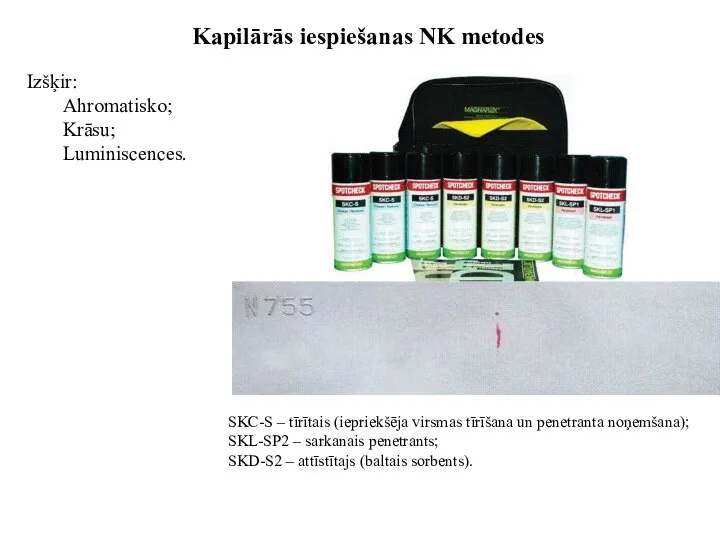
Izšķir:
Ahromatisko;
Krāsu;
Luminiscences.
Kapilārās iespiešanas NK metodes
SKC-S – tīrītais (iepriekšēja virsmas tīrīšana un penetranta
Izšķir:
Ahromatisko;
Krāsu;
Luminiscences.
Kapilārās iespiešanas NK metodes
SKC-S – tīrītais (iepriekšēja virsmas tīrīšana un penetranta
Siltummetodes
Izšķir:
Pasīvās jeb pašstarojuma – uz objektu neiedarbojas ar ārēju starojumu;
Aktīvās –
Siltummetodes
Izšķir:
Pasīvās jeb pašstarojuma – uz objektu neiedarbojas ar ārēju starojumu;
Aktīvās –
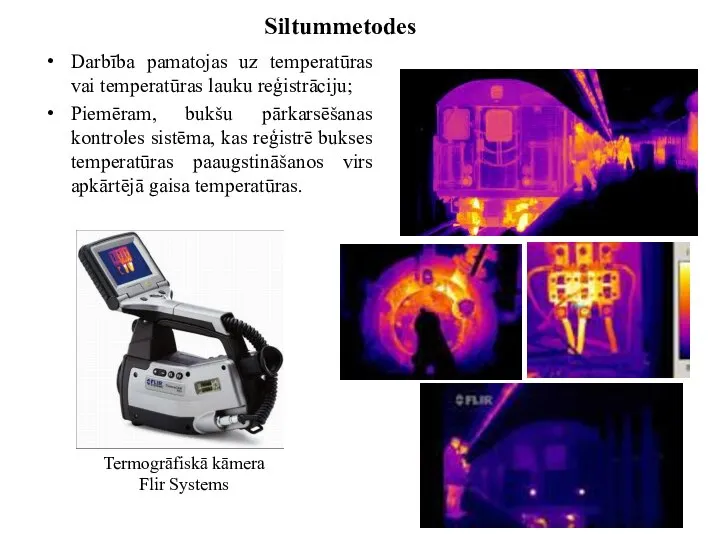
Darbība pamatojas uz temperatūras vai temperatūras lauku reģistrāciju;
Piemēram, bukšu pārkarsēšanas kontroles
Darbība pamatojas uz temperatūras vai temperatūras lauku reģistrāciju;
Piemēram, bukšu pārkarsēšanas kontroles
Magnētiskās NK metodes
Pamatojas uz magnētiskā lauka izkliedes noteikšanu ap defektu;
Pamatojas uz
Magnētiskās NK metodes
Pamatojas uz magnētiskā lauka izkliedes noteikšanu ap defektu;
Pamatojas uz
Magnētiskās NK metodes
Var izmantot tikai objektiem, kurus iespējams magnetizēt vai piemīt
Magnētiskās NK metodes
Var izmantot tikai objektiem, kurus iespējams magnetizēt vai piemīt
Elektriskās NK metodes
Pamatojas uz elektriskā lauka parametru reģistrāciju, kas mijiedarbībojas ar
Elektriskās NK metodes
Pamatojas uz elektriskā lauka parametru reģistrāciju, kas mijiedarbībojas ar
Virpuļstrāvu NK metodes
Analīzē objektā ārējas iedarbības rezultātā inducētās virpuļstrāvas, kas mijiedarbojas
Virpuļstrāvu NK metodes
Analīzē objektā ārējas iedarbības rezultātā inducētās virpuļstrāvas, kas mijiedarbojas
Akustiskās NK metodes
Pamatojas uz objektā radušos vai ierosināto elastīgo viļņu reģistrāciju.
Pēc
Akustiskās NK metodes
Pamatojas uz objektā radušos vai ierosināto elastīgo viļņu reģistrāciju.
Pēc
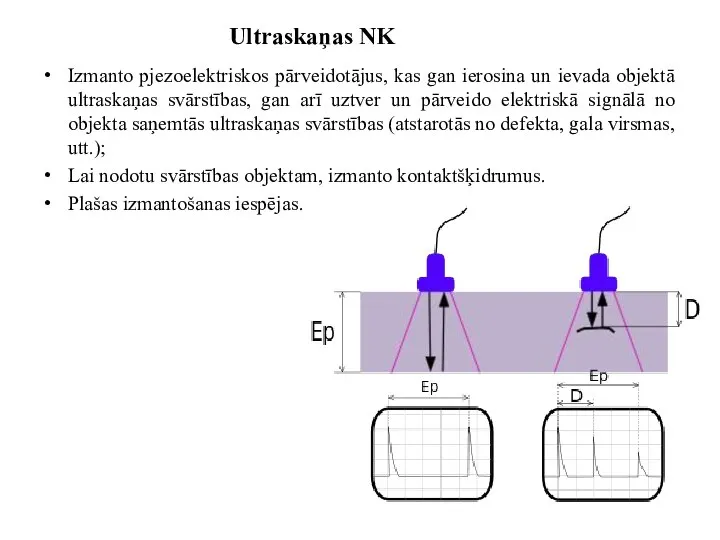
Ultraskaņas NK
Izmanto pjezoelektriskos pārveidotājus, kas gan ierosina un ievada objektā ultraskaņas
Ultraskaņas NK
Izmanto pjezoelektriskos pārveidotājus, kas gan ierosina un ievada objektā ultraskaņas
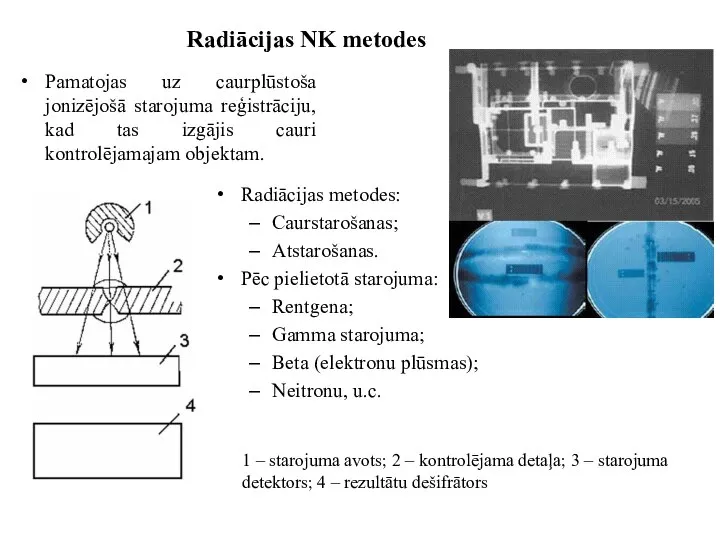
Radiācijas NK metodes
Pamatojas uz caurplūstoša jonizējošā starojuma reģistrāciju, kad tas izgājis
Radiācijas NK metodes
Pamatojas uz caurplūstoša jonizējošā starojuma reģistrāciju, kad tas izgājis
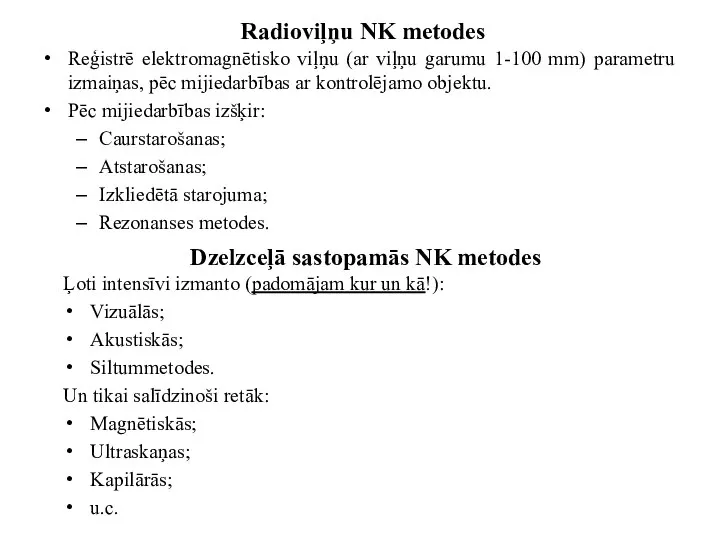
Radioviļņu NK metodes
Reģistrē elektromagnētisko viļņu (ar viļņu garumu 1-100 mm) parametru
Radioviļņu NK metodes
Reģistrē elektromagnētisko viļņu (ar viļņu garumu 1-100 mm) parametru
Ultraskaņas defektoskopija
Ultraskaņas defektoskopija
Ultraskaņas defektoskopija
Plaši izplatīta, universāla, tajā skaitā portatīva defektoskopijas metode;
Piemērota daudzu materiālu
Ultraskaņas defektoskopija
Plaši izplatīta, universāla, tajā skaitā portatīva defektoskopijas metode;
Piemērota daudzu materiālu
Elastīgie viļņi
Atkarībā no svārstību veida, izšķir vairākus viļņu veidus:
Garenviļņi;
Šķērsviļņi;
Virsmas vilņi (Raileja
Elastīgie viļņi
Atkarībā no svārstību veida, izšķir vairākus viļņu veidus:
Garenviļņi;
Šķērsviļņi;
Virsmas vilņi (Raileja
Garenvilnis
Garenvilnis
Šķērsvilnis
Šķērsvilnis

Virsmas vilnis (Raileja vilnis)
Daļiņas svārstās pa elipsi, kas apvieno reizē gan
Virsmas vilnis (Raileja vilnis)
Daļiņas svārstās pa elipsi, kas apvieno reizē gan
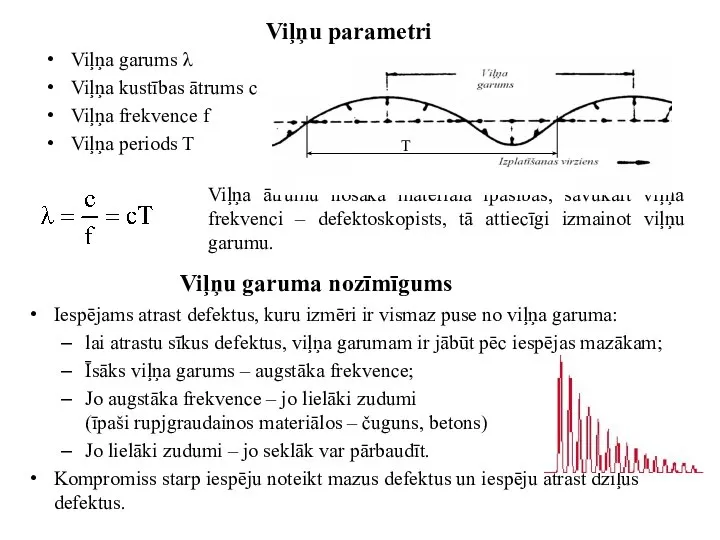
Viļņu parametri
Viļņa garums λ
Viļņa kustības ātrums c
Viļņa frekvence f
Viļņa periods T
Viļņa
Viļņu parametri
Viļņa garums λ
Viļņa kustības ātrums c
Viļņa frekvence f
Viļņa periods T
Viļņa

Viļņu izplatīšanās frekvences
Dažādos materiālos dažādi viļņi izplatās ar dažādiem ātrumiem, daži
Viļņu izplatīšanās frekvences
Dažādos materiālos dažādi viļņi izplatās ar dažādiem ātrumiem, daži
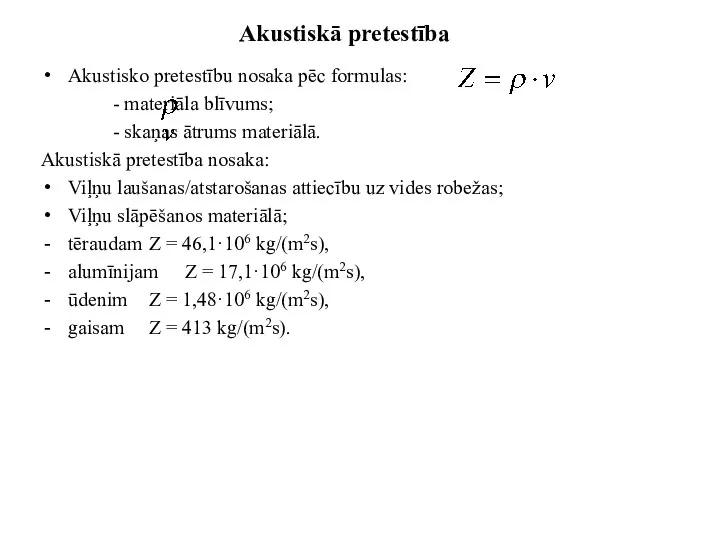
Akustiskā pretestība
Akustisko pretestību nosaka pēc formulas:
- materiāla blīvums;
- skaņas ātrums materiālā.
Akustiskā
Akustiskā pretestība
Akustisko pretestību nosaka pēc formulas:
- materiāla blīvums;
- skaņas ātrums materiālā.
Akustiskā
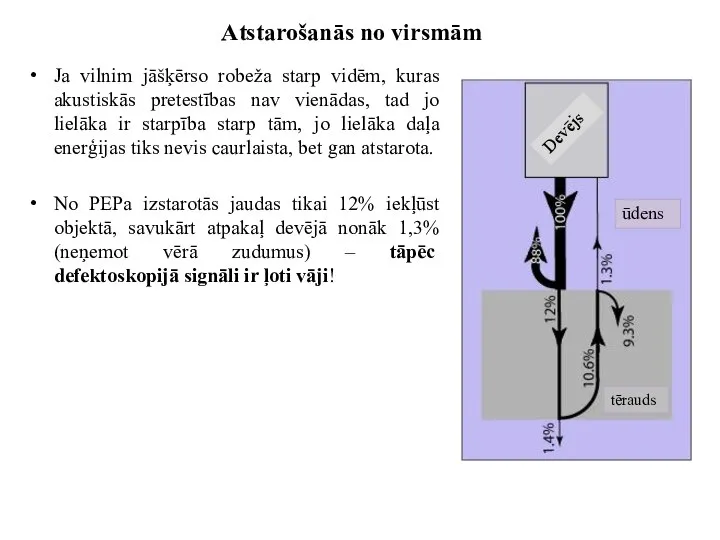
Atstarošanās no virsmām
Ja vilnim jāšķērso robeža starp vidēm, kuras akustiskās pretestības
Atstarošanās no virsmām
Ja vilnim jāšķērso robeža starp vidēm, kuras akustiskās pretestības
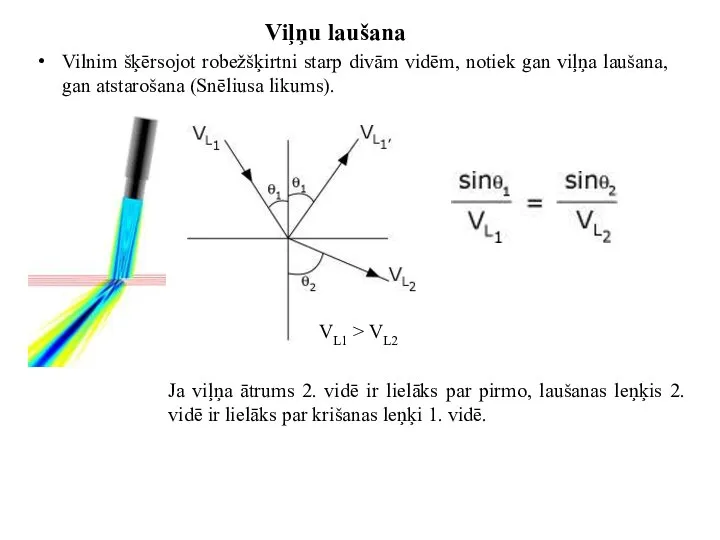
Viļņu laušana
Vilnim šķērsojot robežšķirtni starp divām vidēm, notiek gan viļņa laušana,
Viļņu laušana
Vilnim šķērsojot robežšķirtni starp divām vidēm, notiek gan viļņa laušana,
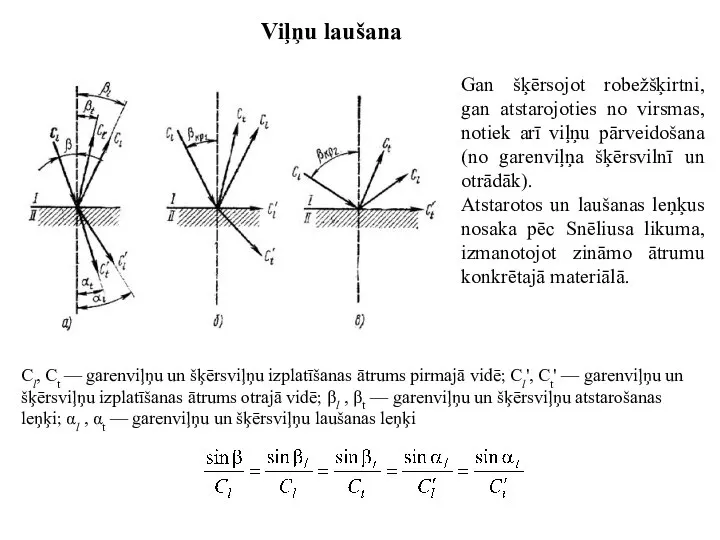
Viļņu laušana
Gan šķērsojot robežšķirtni, gan atstarojoties no virsmas, notiek arī viļņu
Viļņu laušana
Gan šķērsojot robežšķirtni, gan atstarojoties no virsmas, notiek arī viļņu
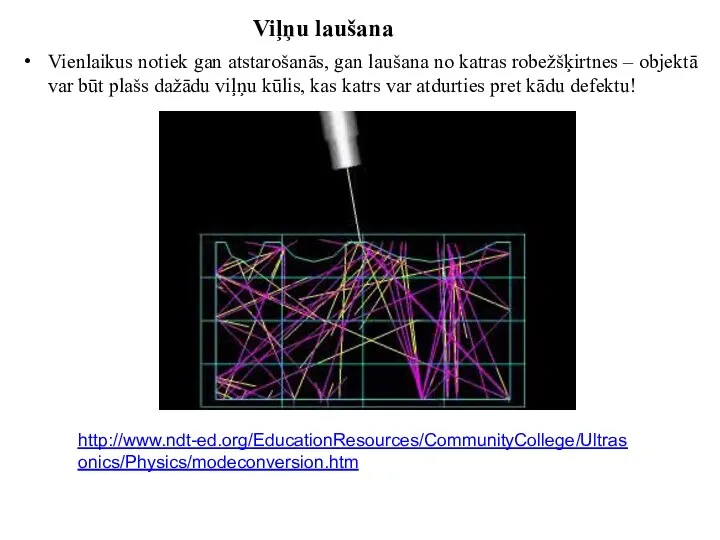
Viļņu laušana
Vienlaikus notiek gan atstarošanās, gan laušana no katras robežšķirtnes –
Viļņu laušana
Vienlaikus notiek gan atstarošanās, gan laušana no katras robežšķirtnes –
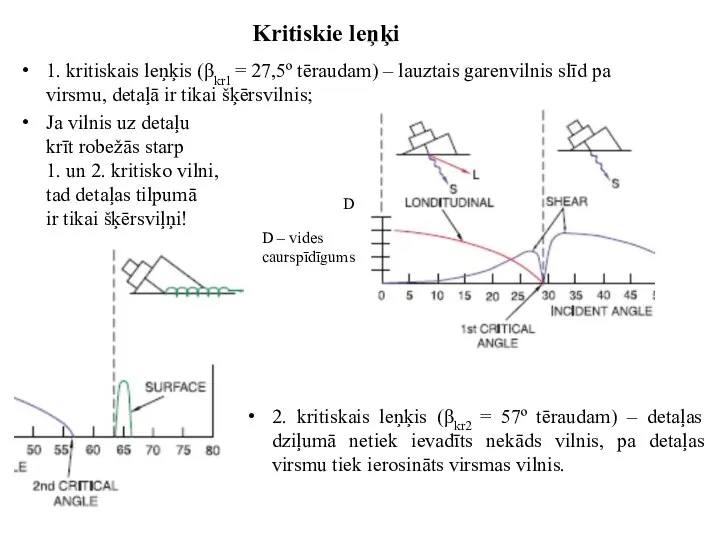
Kritiskie leņķi
1. kritiskais leņķis (βkr1 = 27,5º tēraudam) – lauztais garenvilnis
Kritiskie leņķi
1. kritiskais leņķis (βkr1 = 27,5º tēraudam) – lauztais garenvilnis
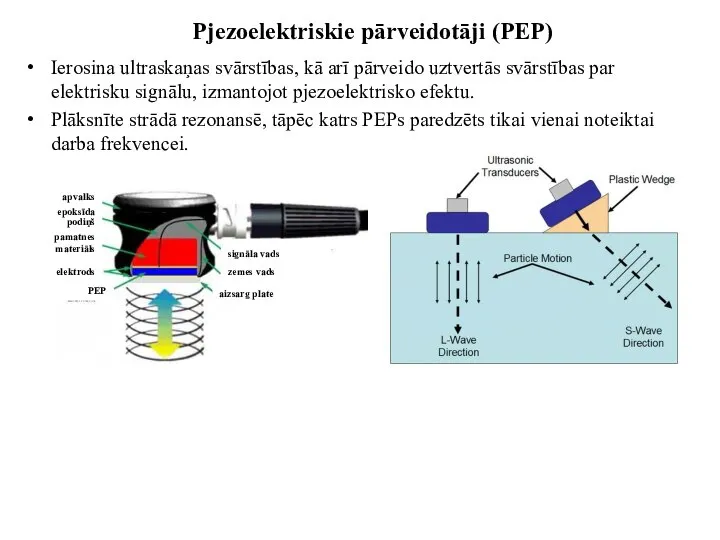
Pjezoelektriskie pārveidotāji (PEP)
Ierosina ultraskaņas svārstības, kā arī pārveido uztvertās svārstības par
Pjezoelektriskie pārveidotāji (PEP)
Ierosina ultraskaņas svārstības, kā arī pārveido uztvertās svārstības par

Leņķa PEPi
Uz PEPiem norādītais leņķis nav stara krišanas leņķis, bet gan
Leņķa PEPi
Uz PEPiem norādītais leņķis nav stara krišanas leņķis, bet gan
Interference
Vairāki svārstību avoti (vai vairāki atstarošanās punkti) viens ar otru interferē.
Interference
Vairāki svārstību avoti (vai vairāki atstarošanās punkti) viens ar otru interferē.
Tuvā un tālā zona
Tuvu pie PEPa notiek intensīva viļņu interference, tāpēc
Tuvā un tālā zona
Tuvu pie PEPa notiek intensīva viļņu interference, tāpēc

PEPa virziendiagramma
Jo lielāks pjezoelements, jo šaurāks, koncentrētāks kūlis, precīzāks rezultāts.
PEPa virziendiagramma
Jo lielāks pjezoelements, jo šaurāks, koncentrētāks kūlis, precīzāks rezultāts.
PEPu veidi
Pēc ievades leņķa:
Taisnie;
Leņķa.
Pēc darbības principa:
Apvienotie;
Dalīti-apvienotie;
Dalītie.
Taisnie PEP optimāli apvieno jūtību un
PEPu veidi
Pēc ievades leņķa:
Taisnie;
Leņķa.
Pēc darbības principa:
Apvienotie;
Dalīti-apvienotie;
Dalītie.
Taisnie PEP optimāli apvieno jūtību un
Laika aizkave PEPā
Starp pjezoelektrisko plāksnīti, kas ierosina svārstības, un PEPa virsmu
Laika aizkave PEPā
Starp pjezoelektrisko plāksnīti, kas ierosina svārstības, un PEPa virsmu
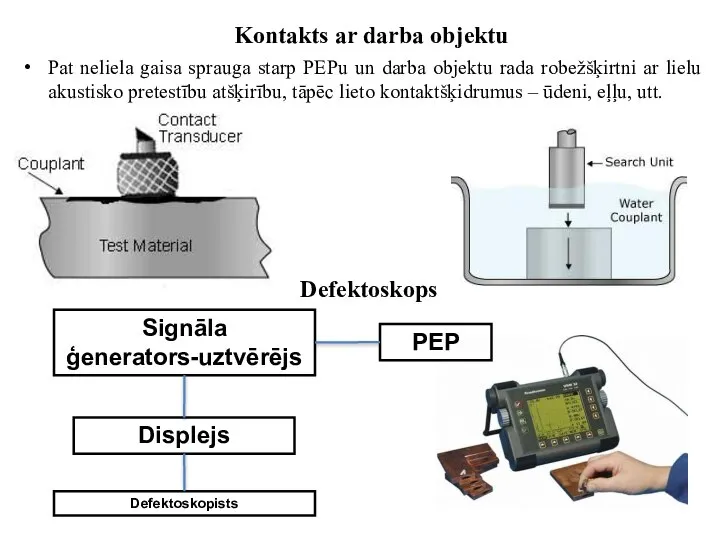
Kontakts ar darba objektu
Pat neliela gaisa sprauga starp PEPu un darba
Kontakts ar darba objektu
Pat neliela gaisa sprauga starp PEPu un darba
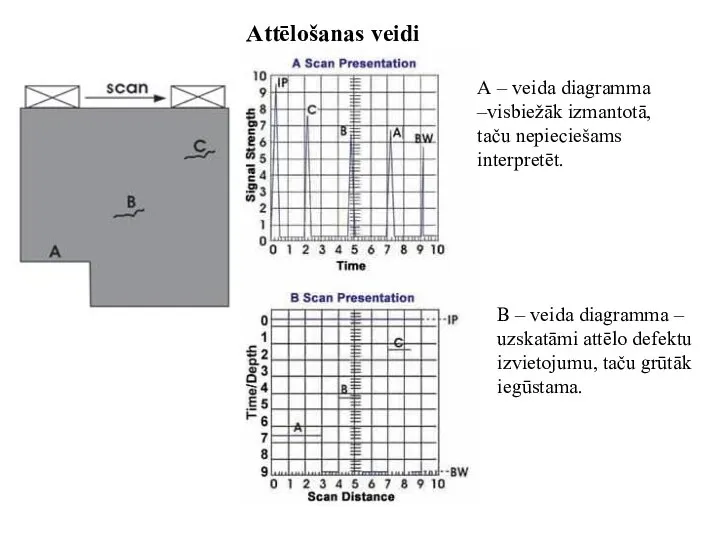
Attēlošanas veidi
Attēlošanas veidi
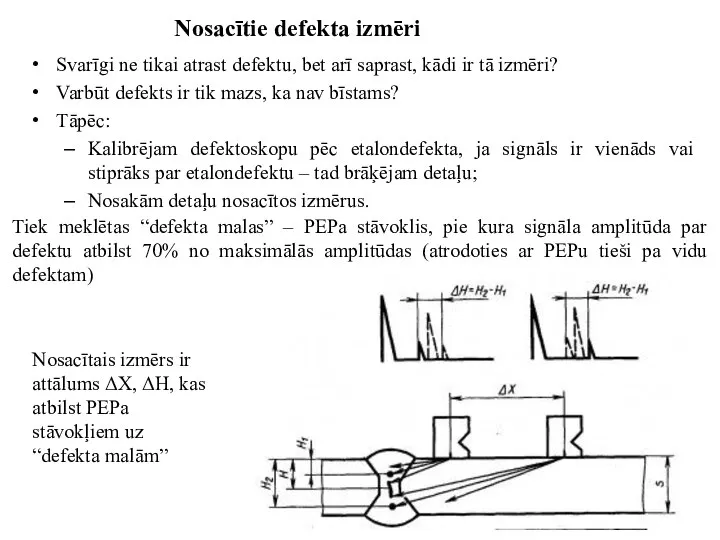
Nosacītie defekta izmēri
Svarīgi ne tikai atrast defektu, bet arī saprast, kādi
Nosacītie defekta izmēri
Svarīgi ne tikai atrast defektu, bet arī saprast, kādi
Sagatavošanās praktiskam darbam ar ultraskaņas defektoskopu
Sagatavošanās praktiskam darbam ar ultraskaņas defektoskopu
Darbs ar taisnu PEPu
Defektoskopā jāievada PEPa dati:
Ievades leņķis (0º);
PEPa darba frekvence;
Garenviļņu
Darbs ar taisnu PEPu
Defektoskopā jāievada PEPa dati:
Ievades leņķis (0º);
PEPa darba frekvence;
Garenviļņu
Darbs ar leņķa PEPu
Papildus visam iepriekšminētajam:
Atkarībā no ievades leņķa, jāizvēlās viļņu
Darbs ar leņķa PEPu
Papildus visam iepriekšminētajam:
Atkarībā no ievades leņķa, jāizvēlās viļņu
Defektoskopijas metodes
Ultraskaņas defektoskopijā lieto:
Eho-metodi – uztverot atstaroto impulsu no defekta;
Ēnas metodi
Defektoskopijas metodes
Ultraskaņas defektoskopijā lieto:
Eho-metodi – uztverot atstaroto impulsu no defekta;
Ēnas metodi
Praktiskie darbi
Katra studenta individuāls uzdevums:
uzzīmēt mērogā pārbaudes detaļu;
atrast ar ultraskaņas defektoskopu
Praktiskie darbi
Katra studenta individuāls uzdevums:
uzzīmēt mērogā pārbaudes detaļu;
atrast ar ultraskaņas defektoskopu


Pirmā līmeņa funkcionālas grupas
ОСН – šeit atrodas funkcijas, attēlu pamat parametru
Pirmā līmeņa funkcionālas grupas
ОСН – šeit atrodas funkcijas, attēlu pamat parametru
Otra līmeņa funkcionālas grupas
КАЛ – šeit atrodas funkcijas, iekārtas pusautomātiskās kalibrēšanas
Otra līmeņa funkcionālas grupas
КАЛ – šeit atrodas funkcijas, iekārtas pusautomātiskās kalibrēšanas
Trešā līmeņa funkcionālas grupas
ИЗМ – izvēlējās atskaites punkts, ja mērīšana notiek
Trešā līmeņa funkcionālas grupas
ИЗМ – izvēlējās atskaites punkts, ja mērīšana notiek
Attēla uzstādīšana USM 35X
Pirms darba ar USM 35X ir nepieciešams to
Attēla uzstādīšana USM 35X
Pirms darba ar USM 35X ir nepieciešams to
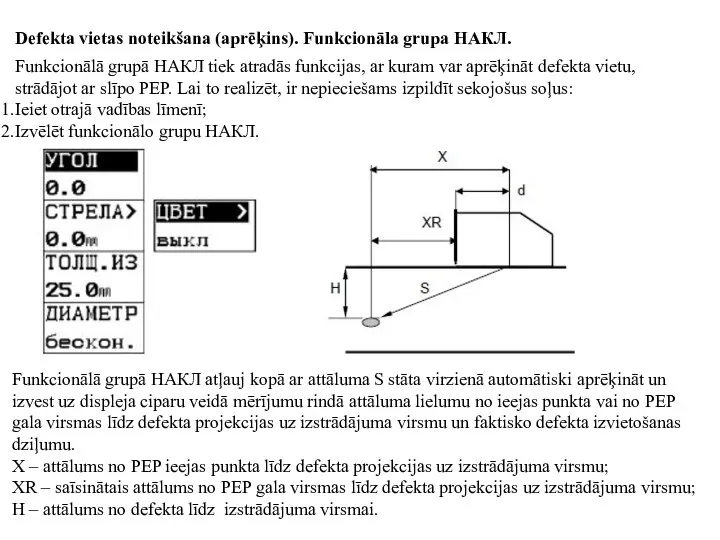
Defekta vietas noteikšana (aprēķins). Funkcionāla grupa НАКЛ.
Funkcionālā grupā НАКЛ tiek atradās
Defekta vietas noteikšana (aprēķins). Funkcionāla grupa НАКЛ.
Funkcionālā grupā НАКЛ tiek atradās
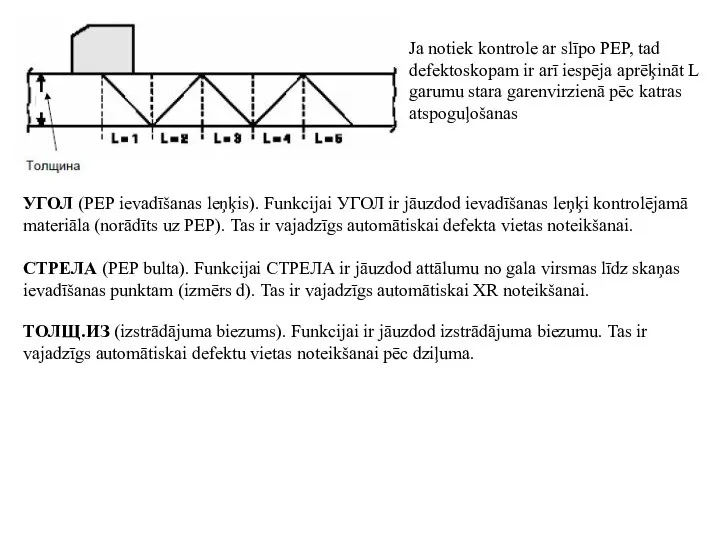
Ja notiek kontrole ar slīpo PEP, tad defektoskopam ir arī iespēja
Ja notiek kontrole ar slīpo PEP, tad defektoskopam ir arī iespēja
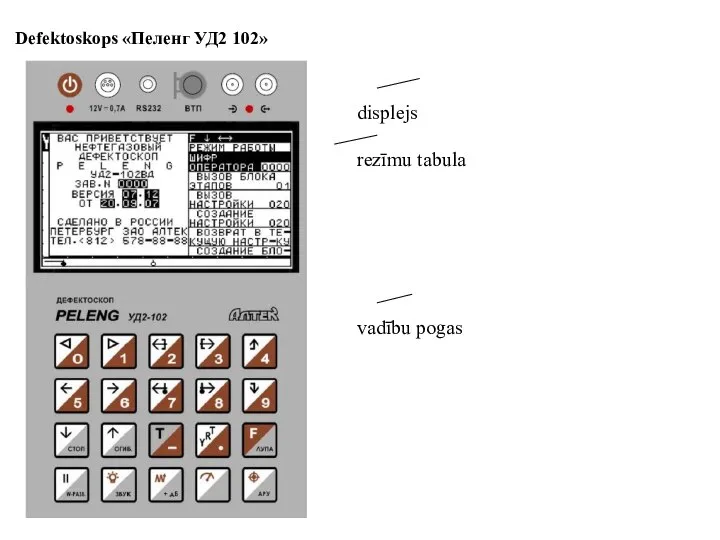
Defektoskops «Пеленг УД2 102»
displejs
rezīmu tabula
vadību pogas
Defektoskops «Пеленг УД2 102»
displejs
rezīmu tabula
vadību pogas
 клуб бардовской песни
клуб бардовской песни 20110527_Interaktivnyy_plakat_Sinkveyn
20110527_Interaktivnyy_plakat_Sinkveyn Гарнизонная церковь в честь Покрова Богородицы в г. Орле
Гарнизонная церковь в честь Покрова Богородицы в г. Орле Предприятие по добыче, обогащению и переработке руд Тырныаузского вольфрамо-молибденового месторождения. Гидрометаллургический
Предприятие по добыче, обогащению и переработке руд Тырныаузского вольфрамо-молибденового месторождения. Гидрометаллургический Бейджики 1-Б
Бейджики 1-Б Сервис буровых растворов
Сервис буровых растворов 2 Kap2
2 Kap2 outlook
outlook Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием
Проектирование изделий из тканей, содержащих искусственные волокна, из искусственных кож, замши, тканей с пленочным покрытием Программируемые логические контроллеры
Программируемые логические контроллеры 20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0
20140123_agressiya_1_u_detey_kak_sledstvie_uvlecheniya_kompyuternymi_-_kopiya_0 БОШКА
БОШКА Работа с фрагментами в Paint
Работа с фрагментами в Paint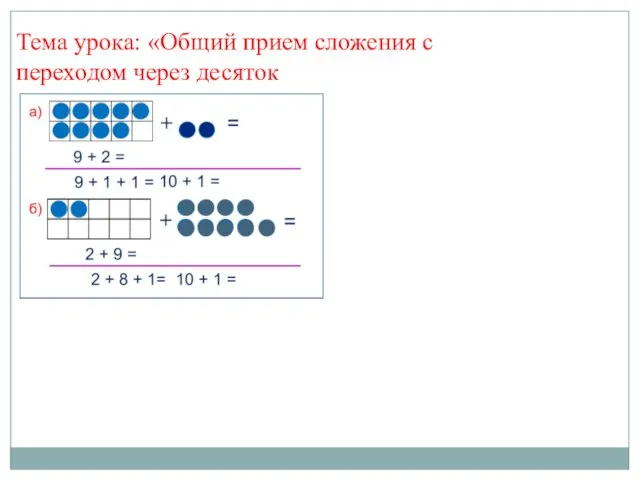 Общий прием сложения с переходом через десяток
Общий прием сложения с переходом через десяток kiber
kiber Портфолио Арсенұлы Әлнұр Арсен
Портфолио Арсенұлы Әлнұр Арсен Асинхронные машины. Конструкция и принцип действия
Асинхронные машины. Конструкция и принцип действия педсовет авг 20
педсовет авг 20 ФГОС ОО формирование компетенций ср-ми ДО
ФГОС ОО формирование компетенций ср-ми ДО Резюме2 (2)
Резюме2 (2) Угловые соединения
Угловые соединения Смена владельца сим-карты, МТС
Смена владельца сим-карты, МТС 28 листы рекомендаций
28 листы рекомендаций Ребенок с ограниченными возможностями здоровья в современном российском обществе
Ребенок с ограниченными возможностями здоровья в современном российском обществе Переробка та утилізація відходів нафтопереробної галузі
Переробка та утилізація відходів нафтопереробної галузі Очистные сооружения хозяйственно-бытовых стоков
Очистные сооружения хозяйственно-бытовых стоков Результаты работы с механизированным фондом скважин ЦДНГ №8 за 1 кв. 2015 г
Результаты работы с механизированным фондом скважин ЦДНГ №8 за 1 кв. 2015 г Мультимедийное оборудование в профессиональной деятельности
Мультимедийное оборудование в профессиональной деятельности