- Общие сведения о сварке, электродуовая сварка и резка.электроконтактная сварка

Содержание
- 2. Рассматриваемые вопросы: 1. Сущность сварки. 2.Достоинства и недостатки процесса сварки. 3.Классификация сварных швов. 4. Требования, предъявляемые
- 3. 1. Сущность сварки. Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями
- 4. 2.Достоинства и недостатки процесса сварки. Достоинства сварных соединений: • Возможность получения изделий больших размеров (корпуса судов
- 5. Недостатки сварных соединений: • Вероятность возникновения при сварке плавлением различных дефектов швов, снижающих прочность соединения при
- 6. 3.Классификация сварочных швов.
- 11. 4. Требования, предъявляемые к качеству сварочного шва Отдельная группа требований для сварных швов касается их качества.
- 12. 3. Третья категория сварных швов – низшее качество. Соблюдение данного объема требований считается достаточным для стыковых
- 13. 5. Дефекты сварных швов и контроль сварочных соединений
- 14. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 - 79 1) НЕРАЗРУШАЮЩИЕ методы контроля
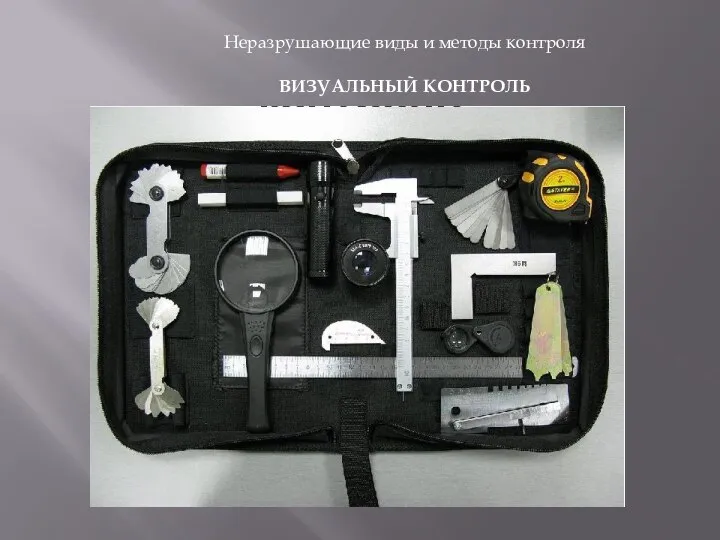
- 15. Неразрушающие виды и методы контроля ВИЗУАЛЬНЫЙ КОНТРОЛЬ
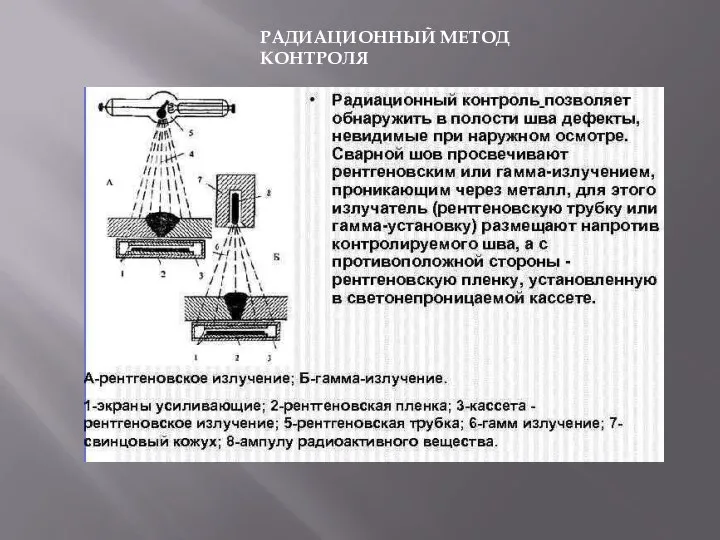
- 16. РАДИАЦИОННЫЙ МЕТОД КОНТРОЛЯ
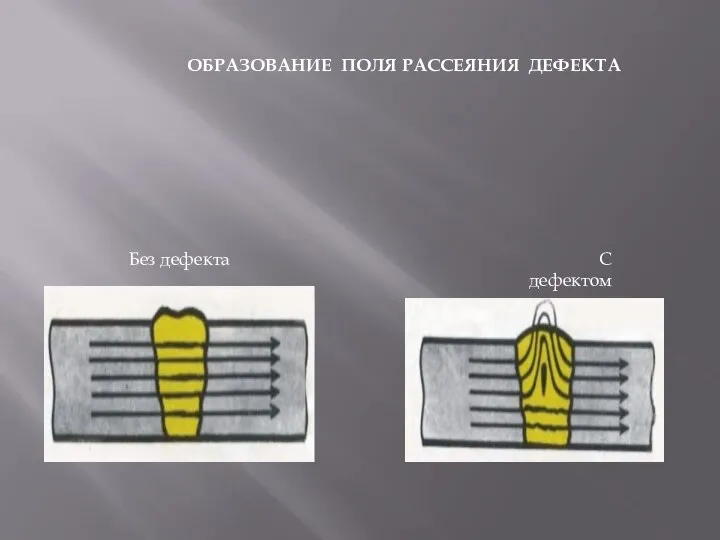
- 17. МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯ Основаны на регистрации локальных магнитных полей рассеяния, возникающих в намагниченных деталях и конструкциях
- 18. ОБРАЗОВАНИЕ ПОЛЯ РАССЕЯНИЯ ДЕФЕКТА Без дефекта С дефектом
- 19. Запись на ленту: 1. сварочное соединение (изделие); 2. электромагнит; 3. ферромагнитная лента. МАГНИТОГРАФИЧЕСКИЙ МЕТОД
- 20. Характер импульсов на экране осциллографа 1. Сварной шов без дефектов 2. Трещины и непровары 3. Шлаковые
- 21. КЕРОСИНОВАЯ ПРОБА В основе проверки керосином лежит явление капиллярности. Суть способа состоит в способности керосина подниматься
- 23. Скачать презентацию
Рассматриваемые вопросы:
1. Сущность сварки.
2.Достоинства и недостатки процесса сварки.
3.Классификация сварных швов.
4. Требования,
Рассматриваемые вопросы: 1. Сущность сварки. 2.Достоинства и недостатки процесса сварки. 3.Классификация сварных швов. 4. Требования,
1. Сущность сварки.
Сваркой называется процесс получения неразъемных соединений посредством установления
1. Сущность сварки.
Сваркой называется процесс получения неразъемных соединений посредством установления
2.Достоинства и недостатки процесса сварки.
Достоинства сварных соединений:
• Возможность получения изделий больших
2.Достоинства и недостатки процесса сварки.
Достоинства сварных соединений:
• Возможность получения изделий больших
Недостатки сварных соединений:
• Вероятность возникновения при сварке плавлением различных дефектов швов,
Недостатки сварных соединений:
• Вероятность возникновения при сварке плавлением различных дефектов швов,
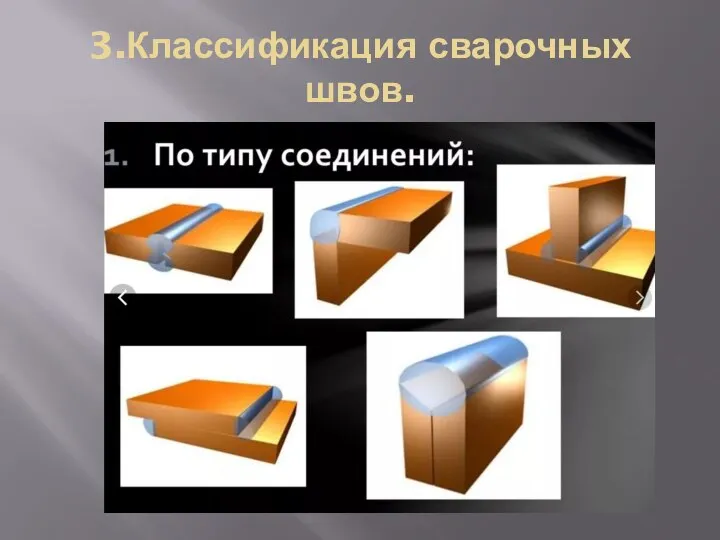
3.Классификация сварочных швов.
3.Классификация сварочных швов.




4. Требования, предъявляемые к качеству сварочного шва
Отдельная группа требований для сварных
4. Требования, предъявляемые к качеству сварочного шва
Отдельная группа требований для сварных
3. Третья категория сварных швов – низшее качество.
Соблюдение данного объема требований считается
3. Третья категория сварных швов – низшее качество.
Соблюдение данного объема требований считается
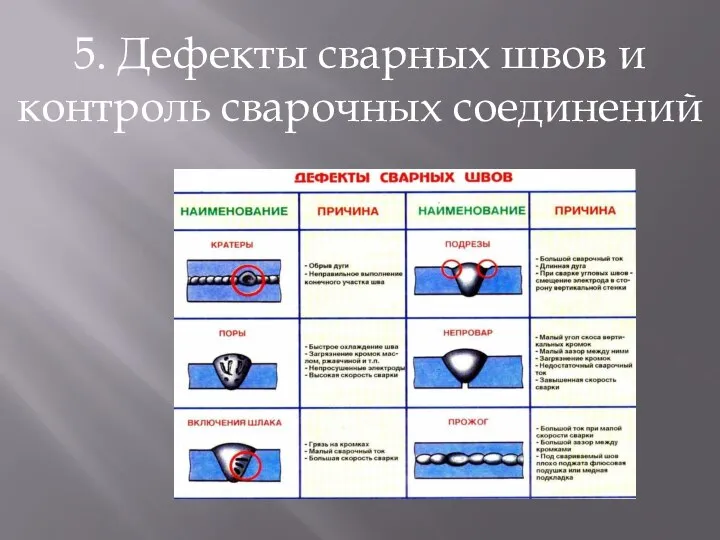
5. Дефекты сварных швов и контроль сварочных соединений
5. Дефекты сварных швов и контроль сварочных соединений
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 -
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 -
Неразрушающие виды и методы контроля
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
Неразрушающие виды и методы контроля
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
РАДИАЦИОННЫЙ МЕТОД КОНТРОЛЯ
РАДИАЦИОННЫЙ МЕТОД КОНТРОЛЯ

МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯ
Основаны на регистрации локальных магнитных полей рассеяния, возникающих в
МАГНИТНЫЕ МЕТОДЫ КОНТРОЛЯ
Основаны на регистрации локальных магнитных полей рассеяния, возникающих в
ОБРАЗОВАНИЕ ПОЛЯ РАССЕЯНИЯ ДЕФЕКТА
Без дефекта С дефектом
ОБРАЗОВАНИЕ ПОЛЯ РАССЕЯНИЯ ДЕФЕКТА
Без дефекта С дефектом

Запись на ленту:
1. сварочное соединение (изделие);
2. электромагнит;
3. ферромагнитная лента.
МАГНИТОГРАФИЧЕСКИЙ МЕТОД
Запись на ленту:
1. сварочное соединение (изделие);
2. электромагнит;
3. ферромагнитная лента.
МАГНИТОГРАФИЧЕСКИЙ МЕТОД
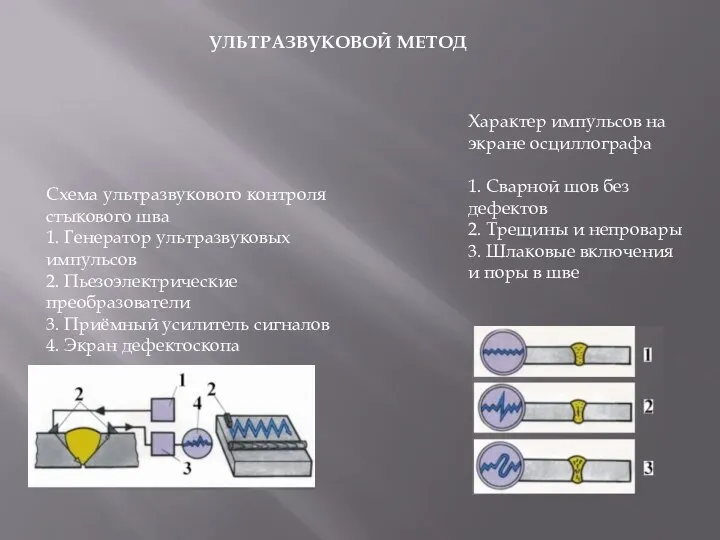
Характер импульсов на экране осциллографа
1. Сварной шов без дефектов
2. Трещины и
Характер импульсов на экране осциллографа 1. Сварной шов без дефектов 2. Трещины и
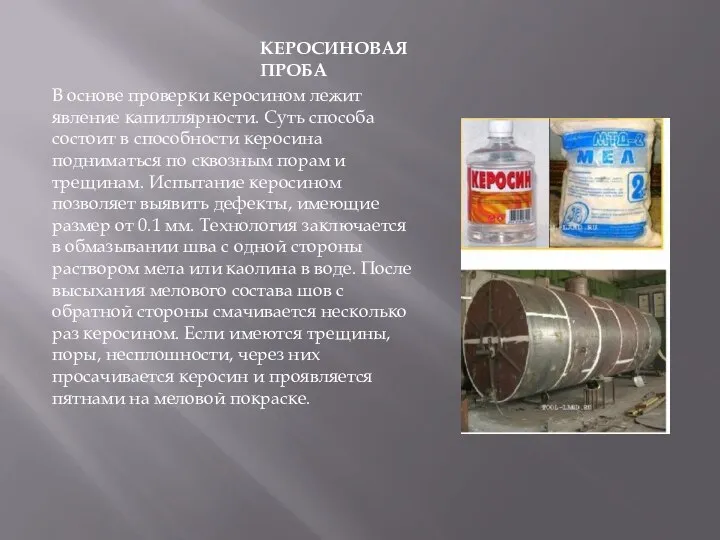
КЕРОСИНОВАЯ ПРОБА
В основе проверки керосином лежит явление капиллярности. Суть способа состоит
КЕРОСИНОВАЯ ПРОБА
В основе проверки керосином лежит явление капиллярности. Суть способа состоит
 Кинокомпания - Ты и Я. Личный фотоальбом
Кинокомпания - Ты и Я. Личный фотоальбом Технология геликоидной перфорации пластов. Увеличение добычи нефти на 40%
Технология геликоидной перфорации пластов. Увеличение добычи нефти на 40% Маршрут: Могилев – Краков – Вена – Зальцбург – Могилев
Маршрут: Могилев – Краков – Вена – Зальцбург – Могилев 20160127_ust-kanskiy_rayon
20160127_ust-kanskiy_rayon Линейный компрессор
Линейный компрессор Fizicheskaya_kultura_i_sport
Fizicheskaya_kultura_i_sport Известные белорусы
Известные белорусы Крест и крестное знамение
Крест и крестное знамение Дополнительная общеобразовательная общеразвивающая программа технической направленности объединения В мире макетов
Дополнительная общеобразовательная общеразвивающая программа технической направленности объединения В мире макетов Противопожарная сигнализация
Противопожарная сигнализация Классификация раздельных пунктов
Классификация раздельных пунктов Prezentatsia1
Prezentatsia1 Реконструкция и восстановление скважин
Реконструкция и восстановление скважин Моделирование
Моделирование Зоны доставки ресторана. Способы создания карты
Зоны доставки ресторана. Способы создания карты Садкова Анна о себе
Садкова Анна о себе Коммерческое предложение ПРИМУЛА 16.08.2022
Коммерческое предложение ПРИМУЛА 16.08.2022 С днём рождения
С днём рождения Религиозная ситуация в Полаткощинском аульном округе на 2017 год
Религиозная ситуация в Полаткощинском аульном округе на 2017 год 20170531_material_k_meropriyatiyu
20170531_material_k_meropriyatiyu Презентация площадки Культура
Презентация площадки Культура Тема: Студент СПО - 2012
Тема: Студент СПО - 2012 Екскаватор ЕО-4121 з основною частиною складової стріли та обладнанням зворотної лопати
Екскаватор ЕО-4121 з основною частиною складової стріли та обладнанням зворотної лопати Общешкольное родительское собрание
Общешкольное родительское собрание Надежность бурового и нефтепромыслового оборудования
Надежность бурового и нефтепромыслового оборудования Структура нормативноправового обеспечения охраны ОС в России
Структура нормативноправового обеспечения охраны ОС в России птичьи разговоры
птичьи разговоры Дополнительное задание Призовой Фонд
Дополнительное задание Призовой Фонд