- Общие вопросы неразрушающего контроля

Содержание
- 2. ОБЩИЕ ВОПРОСЫ НК I. КАЧЕСТВО ПРОДУКЦИИ Слайд № 1 ПРОДУКЦИЯ – результат труда, полученный в определенном
- 3. ОБЩИЕ ВОПРОСЫ НК I. КАЧЕСТВО ПРОДУКЦИИ Слайд № 2 Группа технологических показателей качества продукции: механические (прочность,
- 4. ОБЩИЕ ВОПРОСЫ НК II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ Слайд № 3 НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ – контроль, при котором не
- 5. ОБЩИЕ ВОПРОСЫ НК II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ Слайд № 4 ЦЕЛЬ НК: Снижение и недопущение аварийности СИСТЕМА
- 6. ОБЩИЕ ВОПРОСЫ НК III. ГОСТ 18353-81. ВИДЫ НК Слайд № 5 МАГНИТНЫЙ ВИД НК Вид НК,
- 7. ОБЩИЕ ВОПРОСЫ НК III. ГОСТ 18353-81. ВИДЫ НК Слайд № 6 5. ТЕПЛОВОЙ ВИД НК Вид
- 8. ОБЩИЕ ВОПРОСЫ НК III. ГОСТ 18353-81. ВИДЫ НК Слайд № 7 8. АКУСТИЧЕСКИЙ ВИД НК Вид
- 9. Тема: КЛАССИФИКАЦИЯ ДЕФЕКТОВ ИжГТУ УПОЛНОМОЧЕННЫЙ ОРГАН ПО СЕРТИФИКАЦИИ ПЕРСОНАЛА Сертификация по акустическому виду неразрушающего контроля ПР
- 10. КЛАССИФИКАЦИЯ ДЕФЕКТОВ ХАРАКТЕРИСТИКИ ДЕФЕКТОВ Технологическая характеристика дефекта (тип дефекта или код) местоположение по сечению; причины возникновения
- 11. КЛАССИФИКАЦИЯ ДЕФЕКТОВ ХАРАКТЕРИСТИКИ ДЕФЕКТОВ 3. Дефектоскопическая характеристика – главная измеряемая характеристика (эквивалентная площадь дефекта; амплитуда эхо-сигнала;
- 12. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ УСАДОЧНАЯ РАКОВИНА Нарушение сплошности металла в виде открытой или закрытой полости
- 13. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ Слайд № 3 03.03.2010 Боковая рама № 5250 изготовлена в 2007,
- 14. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ Слайд № 3 09.03.10 боковая рама № 13702 изготовленной в 03.2007
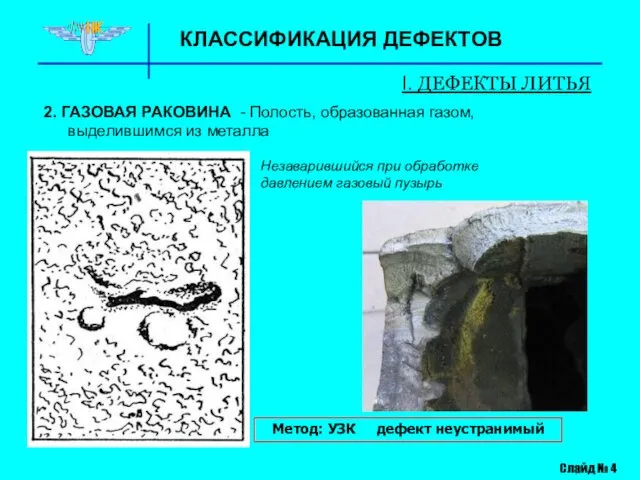
- 15. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ 2. ГАЗОВАЯ РАКОВИНА - Полость, образованная газом, выделившимся из металла Слайд
- 16. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ Слайд № 4 3. ФЛОКЕН - дефект в виде разрыва тела
- 17. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ 4. РЫХЛОТА Скопление мелких усадочных раковин Слайд № 5 1 2
- 18. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ 5. ГОРЯЧАЯ ТРЕЩИНА Слайд № 5 6. ХОЛОДНАЯ ТРЕЩИНА Разрыв тела
- 19. КЛАССИФИКАЦИЯ ДЕФЕКТОВ I. ДЕФЕКТЫ ЛИТЬЯ 7. ЛИКВАЦИЯ Неоднородность сплава по его химическому составу. Может приводить к
- 20. КЛАССИФИКАЦИЯ ДЕФЕКТОВ 8. НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ Частицы, попавшие в металл извне (шлак, графит, песок) или образовавшиеся в
- 21. КЛАССИФИКАЦИЯ ДЕФЕКТОВ Слайд № 7 9. «ДЕФЕКТ КОРОЧКИ» Участки металла, загрязненные неметаллическими включениями I. ДЕФЕКТЫ ЛИТЬЯ
- 22. КЛАССИФИКАЦИЯ ДЕФЕКТОВ II. ДЕФЕКТЫ КОВКИ И ПРОКАТА ВОЛОСОВИНЫ Нитевидные неровности в металле, образовавшиеся при деформации неметаллических
- 23. КЛАССИФИКАЦИЯ ДЕФЕКТОВ II. ДЕФЕКТЫ КОВКИ И ПРОКАТА Слайд № 8 Схема расположения прокатных плен на прутке
- 24. КЛАССИФИКАЦИЯ ДЕФЕКТОВ II. ДЕФЕКТЫ КОВКИ И ПРОКАТА 5. ПОДРЕЗ Дефект поверхности в виде продольного углубления, расположенного
- 25. Слайд № 10 КЛАССИФИКАЦИЯ ДЕФЕКТОВ III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ШЛИФОВОЧНЫЕ ТРЕЩИНЫ Сетка паутинообразных надрывов в результате
- 26. КЛАССИФИКАЦИЯ ДЕФЕКТОВ III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ Слайд № 11 4. ВМЯТИНА Дефект поверхности в виде произвольно
- 27. КЛАССИФИКАЦИЯ ДЕФЕКТОВ III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ Слайд № 11 16.01.2010 Излом оси, Свердл.ЖД Согласно акта экспертизы
- 28. КЛАССИФИКАЦИЯ ДЕФЕКТОВ IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Слайд № 12 РАЗНОЗЕРНИСТАЯ СТРУКТУРА - КАРБИДНАЯ СЕТКА Выделение цементита
- 29. КЛАССИФИКАЦИЯ ДЕФЕКТОВ IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ Слайд № 13 3. МЯГКИЕ ПЯТНА Локальные изменения свойств (твердости)
- 30. КЛАССИФИКАЦИЯ ДЕФЕКТОВ V. ДЕФЕКТЫ СВАРКИ Слайд № 14 УСАДОЧНАЯ РАКОВИНА – дефект в виде полости или
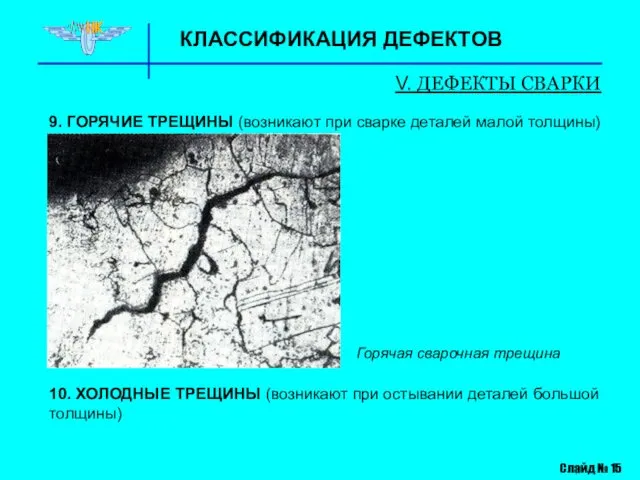
- 31. КЛАССИФИКАЦИЯ ДЕФЕКТОВ V. ДЕФЕКТЫ СВАРКИ Слайд № 15 9. ГОРЯЧИЕ ТРЕЩИНЫ (возникают при сварке деталей малой
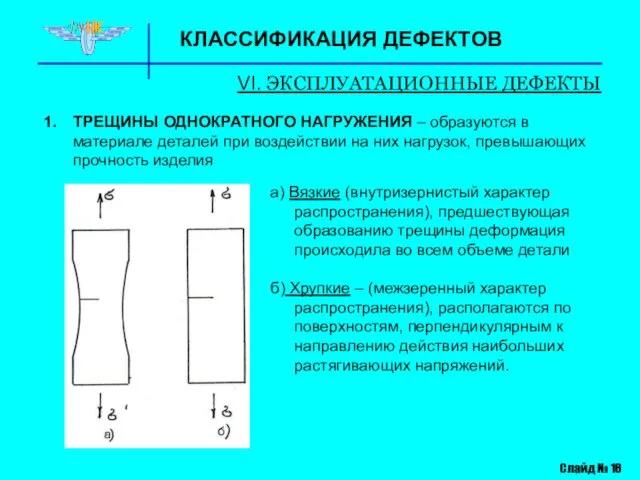
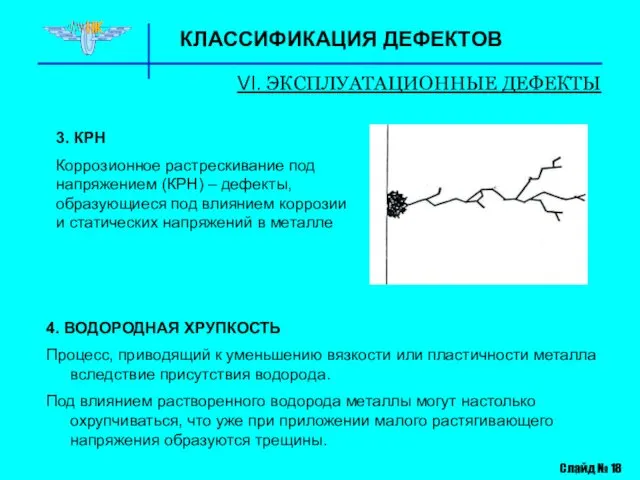
- 32. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 16 ТРЕЩИНЫ ОДНОКРАТНОГО НАГРУЖЕНИЯ – образуются в материале деталей
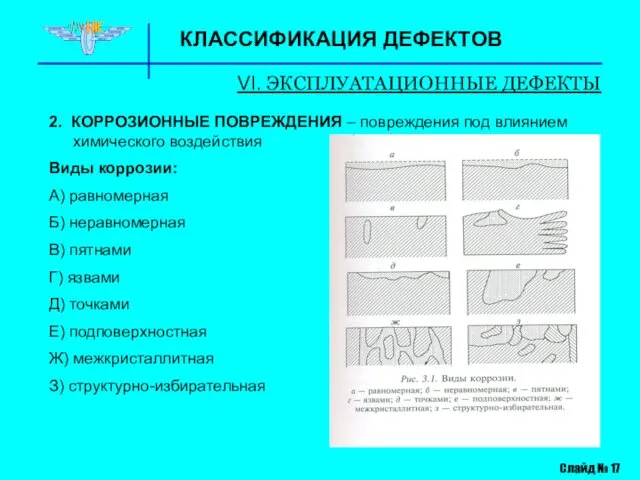
- 33. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 17 2. КОРРОЗИОННЫЕ ПОВРЕЖДЕНИЯ – повреждения под влиянием химического
- 34. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 17 коррозия усадочная раковина шлак 02.04.2010 Заб.ЖД Излом боковой
- 35. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 17
- 36. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 18 4. ВОДОРОДНАЯ ХРУПКОСТЬ Процесс, приводящий к уменьшению вязкости
- 37. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 19 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК УСТАЛОСТНЫЕ ТРЕЩИНЫ
- 38. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 19 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК Излом шейки
- 39. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 20 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ (ЦИКЛИЧЕСКИХ) НАГРУЗОК ТРЕЩИНЫ
- 40. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 21 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК 3. ТРЕЩИНЫ
- 41. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 22 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК ФРЕТТИНГ разрушение
- 42. КЛАССИФИКАЦИЯ ДЕФЕКТОВ VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ Слайд № 23 ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК 5. ФРЕТТИНГ
- 44. Скачать презентацию
ОБЩИЕ ВОПРОСЫ НК
I. КАЧЕСТВО ПРОДУКЦИИ
Слайд № 1
ПРОДУКЦИЯ – результат труда, полученный
ОБЩИЕ ВОПРОСЫ НК
I. КАЧЕСТВО ПРОДУКЦИИ
Слайд № 1
ПРОДУКЦИЯ – результат труда, полученный

ОБЩИЕ ВОПРОСЫ НК
I. КАЧЕСТВО ПРОДУКЦИИ
Слайд № 2
Группа технологических показателей качества продукции:
ОБЩИЕ ВОПРОСЫ НК
I. КАЧЕСТВО ПРОДУКЦИИ
Слайд № 2
Группа технологических показателей качества продукции:

ОБЩИЕ ВОПРОСЫ НК
II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Слайд № 3
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ – контроль, при
ОБЩИЕ ВОПРОСЫ НК
II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Слайд № 3
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ – контроль, при
ОБЩИЕ ВОПРОСЫ НК
II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Слайд № 4
ЦЕЛЬ НК:
Снижение и недопущение аварийности
СИСТЕМА
ОБЩИЕ ВОПРОСЫ НК
II. НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Слайд № 4
ЦЕЛЬ НК:
Снижение и недопущение аварийности
СИСТЕМА
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 5
МАГНИТНЫЙ ВИД НК
Вид
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 5
МАГНИТНЫЙ ВИД НК
Вид
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 6
5. ТЕПЛОВОЙ ВИД
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 6
5. ТЕПЛОВОЙ ВИД
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 7
8. АКУСТИЧЕСКИЙ ВИД
ОБЩИЕ ВОПРОСЫ НК
III. ГОСТ 18353-81. ВИДЫ НК
Слайд № 7
8. АКУСТИЧЕСКИЙ ВИД
Тема: КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ИжГТУ
УПОЛНОМОЧЕННЫЙ ОРГАН ПО СЕРТИФИКАЦИИ ПЕРСОНАЛА
Сертификация по акустическому виду неразрушающего
Тема: КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ИжГТУ
УПОЛНОМОЧЕННЫЙ ОРГАН ПО СЕРТИФИКАЦИИ ПЕРСОНАЛА
Сертификация по акустическому виду неразрушающего
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ХАРАКТЕРИСТИКИ ДЕФЕКТОВ
Технологическая характеристика дефекта (тип дефекта или код)
местоположение по сечению;
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ХАРАКТЕРИСТИКИ ДЕФЕКТОВ
Технологическая характеристика дефекта (тип дефекта или код)
местоположение по сечению;

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ХАРАКТЕРИСТИКИ ДЕФЕКТОВ
3. Дефектоскопическая характеристика – главная измеряемая характеристика (эквивалентная площадь
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
ХАРАКТЕРИСТИКИ ДЕФЕКТОВ
3. Дефектоскопическая характеристика – главная измеряемая характеристика (эквивалентная площадь

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
УСАДОЧНАЯ РАКОВИНА
Нарушение сплошности металла в виде открытой или
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
УСАДОЧНАЯ РАКОВИНА
Нарушение сплошности металла в виде открытой или

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 3
03.03.2010 Боковая рама № 5250 изготовлена
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 3
03.03.2010 Боковая рама № 5250 изготовлена

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 3
09.03.10 боковая рама № 13702 изготовленной
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 3
09.03.10 боковая рама № 13702 изготовленной
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
2. ГАЗОВАЯ РАКОВИНА - Полость, образованная газом, выделившимся
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
2. ГАЗОВАЯ РАКОВИНА - Полость, образованная газом, выделившимся

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 4
3. ФЛОКЕН - дефект в виде
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
Слайд № 4
3. ФЛОКЕН - дефект в виде

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
4. РЫХЛОТА
Скопление мелких усадочных раковин
Слайд № 5
1
2
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
4. РЫХЛОТА
Скопление мелких усадочных раковин
Слайд № 5
1
2
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
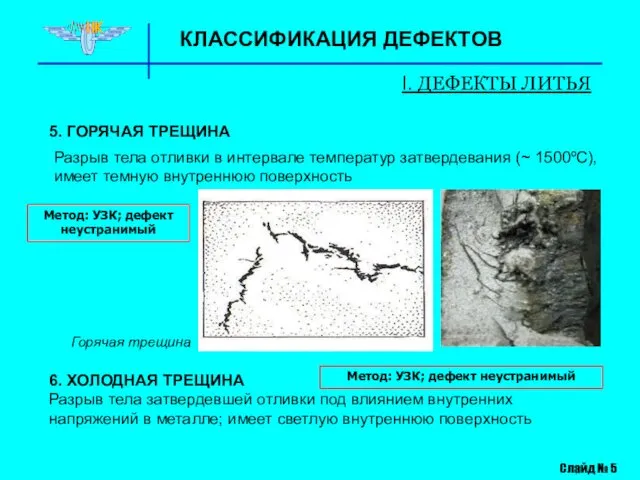
5. ГОРЯЧАЯ ТРЕЩИНА
Слайд № 5
6. ХОЛОДНАЯ ТРЕЩИНА
Разрыв тела
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
5. ГОРЯЧАЯ ТРЕЩИНА
Слайд № 5
6. ХОЛОДНАЯ ТРЕЩИНА
Разрыв тела

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
7. ЛИКВАЦИЯ
Неоднородность сплава по его химическому составу. Может
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
I. ДЕФЕКТЫ ЛИТЬЯ
7. ЛИКВАЦИЯ
Неоднородность сплава по его химическому составу. Может

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
8. НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
Частицы, попавшие в металл извне (шлак, графит, песок)
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
8. НЕМЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
Частицы, попавшие в металл извне (шлак, графит, песок)
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
Слайд № 7
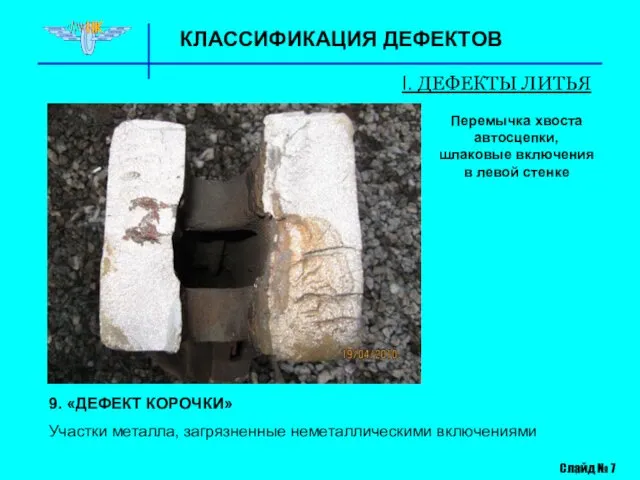
9. «ДЕФЕКТ КОРОЧКИ»
Участки металла, загрязненные неметаллическими включениями
I. ДЕФЕКТЫ
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
Слайд № 7
9. «ДЕФЕКТ КОРОЧКИ»
Участки металла, загрязненные неметаллическими включениями
I. ДЕФЕКТЫ

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
ВОЛОСОВИНЫ
Нитевидные неровности в металле, образовавшиеся
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
ВОЛОСОВИНЫ
Нитевидные неровности в металле, образовавшиеся
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
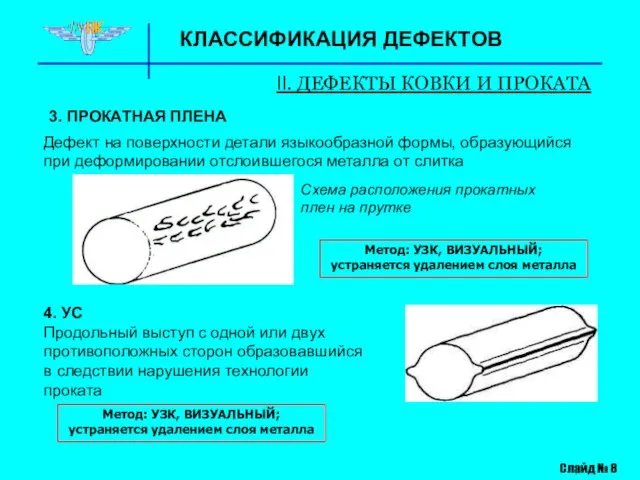
Слайд № 8
Схема расположения прокатных плен
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
Слайд № 8
Схема расположения прокатных плен

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
5. ПОДРЕЗ
Дефект поверхности в виде продольного
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
II. ДЕФЕКТЫ КОВКИ И ПРОКАТА
5. ПОДРЕЗ
Дефект поверхности в виде продольного

Слайд № 10
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ШЛИФОВОЧНЫЕ ТРЕЩИНЫ
Сетка паутинообразных надрывов в
Слайд № 10
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ШЛИФОВОЧНЫЕ ТРЕЩИНЫ
Сетка паутинообразных надрывов в
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Слайд № 11
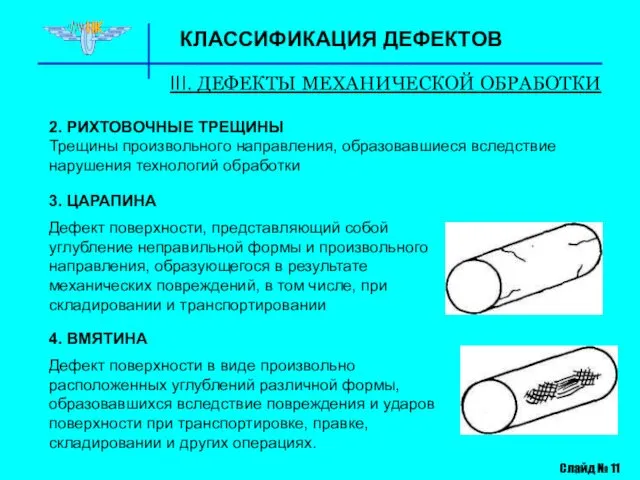
4. ВМЯТИНА
Дефект поверхности в виде
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Слайд № 11
4. ВМЯТИНА
Дефект поверхности в виде

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Слайд № 11
16.01.2010 Излом оси, Свердл.ЖД Согласно
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
III. ДЕФЕКТЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Слайд № 11
16.01.2010 Излом оси, Свердл.ЖД Согласно

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Слайд № 12
РАЗНОЗЕРНИСТАЯ СТРУКТУРА
- КАРБИДНАЯ СЕТКА
Выделение
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Слайд № 12
РАЗНОЗЕРНИСТАЯ СТРУКТУРА
- КАРБИДНАЯ СЕТКА
Выделение
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Слайд № 13
3. МЯГКИЕ ПЯТНА
Локальные изменения свойств
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
IV. ДЕФЕКТЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Слайд № 13
3. МЯГКИЕ ПЯТНА
Локальные изменения свойств
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
V. ДЕФЕКТЫ СВАРКИ
Слайд № 14
УСАДОЧНАЯ РАКОВИНА – дефект в виде
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
V. ДЕФЕКТЫ СВАРКИ
Слайд № 14
УСАДОЧНАЯ РАКОВИНА – дефект в виде
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
V. ДЕФЕКТЫ СВАРКИ
Слайд № 15
9. ГОРЯЧИЕ ТРЕЩИНЫ (возникают при сварке
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
V. ДЕФЕКТЫ СВАРКИ
Слайд № 15
9. ГОРЯЧИЕ ТРЕЩИНЫ (возникают при сварке
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 16
ТРЕЩИНЫ ОДНОКРАТНОГО НАГРУЖЕНИЯ – образуются в
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 16
ТРЕЩИНЫ ОДНОКРАТНОГО НАГРУЖЕНИЯ – образуются в
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
2. КОРРОЗИОННЫЕ ПОВРЕЖДЕНИЯ – повреждения под
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
2. КОРРОЗИОННЫЕ ПОВРЕЖДЕНИЯ – повреждения под

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
коррозия
усадочная раковина
шлак
02.04.2010
Заб.ЖД
Излом боковой рамы
(Азовэлектро-сталь, 2007)
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
коррозия
усадочная раковина
шлак
02.04.2010
Заб.ЖД
Излом боковой рамы
(Азовэлектро-сталь, 2007)

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 17
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 18
4. ВОДОРОДНАЯ ХРУПКОСТЬ
Процесс, приводящий к уменьшению
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 18
4. ВОДОРОДНАЯ ХРУПКОСТЬ
Процесс, приводящий к уменьшению

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 19
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
УСТАЛОСТНЫЕ
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 19
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
УСТАЛОСТНЫЕ

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 19
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
Излом
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 19
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
Излом

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 20
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ (ЦИКЛИЧЕСКИХ)
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 20
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ (ЦИКЛИЧЕСКИХ)
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 21
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
3.
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 21
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
3.

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 22
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
ФРЕТТИНГ
разрушение
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 22
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
ФРЕТТИНГ
разрушение

КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 23
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
5.
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
VI. ЭКСПЛУАТАЦИОННЫЕ ДЕФЕКТЫ
Слайд № 23
ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ В РЕЗУЛЬТАТЕ ПЕРЕМЕННЫХ НАГРУЗОК
5.
 Соревнование по робототехнике Космическое путешествие
Соревнование по робототехнике Космическое путешествие Аппликация из ткани
Аппликация из ткани Посвящается моему какашке 2
Посвящается моему какашке 2 Пять ключей к своему стилю и имиджу
Пять ключей к своему стилю и имиджу языкознание
языкознание Что мы знаем о компьютерной зависимости?
Что мы знаем о компьютерной зависимости? Чернова
Чернова ИнфТехнЮрДеят
ИнфТехнЮрДеят Олька-любимая сестра. Фотоальбом
Олька-любимая сестра. Фотоальбом e50652094ed46e06c6ee04a7c8110c5a
e50652094ed46e06c6ee04a7c8110c5a Искусственный интеллект
Искусственный интеллект Презентация_ТЭ_Промышленная безопасность
Презентация_ТЭ_Промышленная безопасность Симметрия
Симметрия Предупреждён- значит вооружён
Предупреждён- значит вооружён Служба контроля проверки структурного подразделения Московского метрополитена
Служба контроля проверки структурного подразделения Московского метрополитена Презентация Зарисовки Пят PowerPoint
Презентация Зарисовки Пят PowerPoint Темір жол тасымалының тарифтері
Темір жол тасымалының тарифтері Цитология щитовидной железы
Цитология щитовидной железы маруся
маруся А.В. Масс Расскажи про Иван Палыча
А.В. Масс Расскажи про Иван Палыча Термины из сборника
Термины из сборника Робототехника
Робототехника Витаминная радуг
Витаминная радуг 20140121_urok_po_obshchestvoznaniyu_6_klass
20140121_urok_po_obshchestvoznaniyu_6_klass Девятиэтажный кирпичный жилой дом в городе сургут
Девятиэтажный кирпичный жилой дом в городе сургут Наш друг снеговик
Наш друг снеговик Государственное управление в сфере охраны окружающей среды
Государственное управление в сфере охраны окружающей среды Презентация курск (1)
Презентация курск (1)