- Основы технических измерений (Тема 8)

Содержание
- 2. Метрология — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
- 3. 1. Измерение, при котором искомое значения величины находят непосредственно из опытных данных, называется: а – прямым;
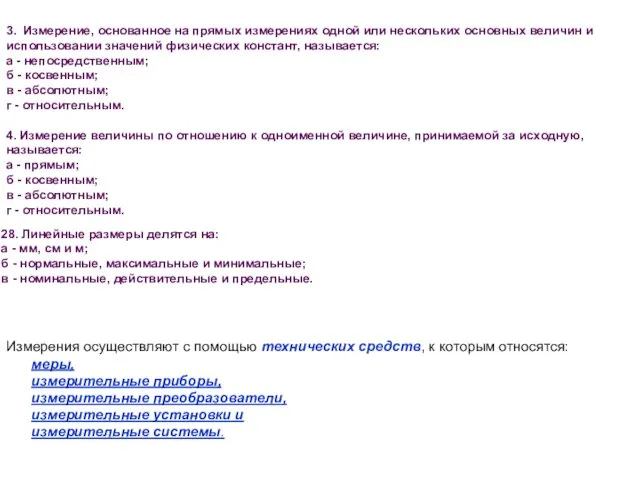
- 4. 3. Измерение, основанное на прямых измерениях одной или нескольких основных величин и использовании значений физических констант,
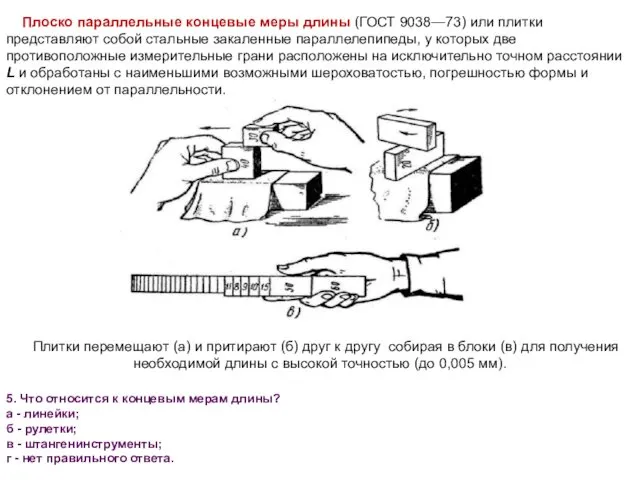
- 5. 5. Что относится к концевым мерам длины? а - линейки; б - рулетки; в - штангенинструменты;
- 7. 2. Классификация измерительных средств и методов измерений По результату измерений различают: Абсолютное измерение – измерение, основанное
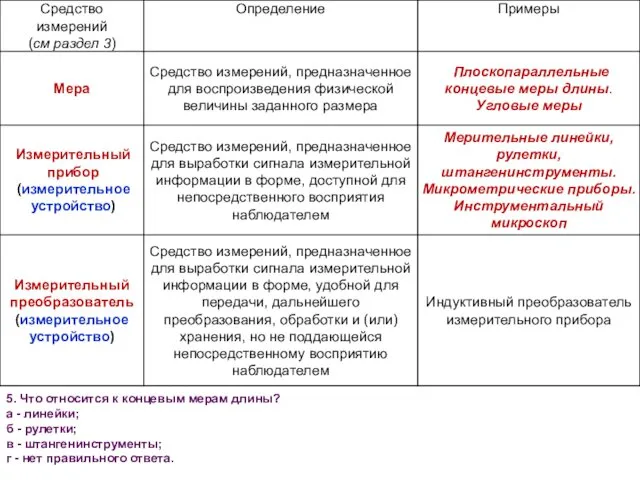
- 8. Средство измерения, предназначенное для воспроизведения физической величины заданного размера, называют мерой. Различают однозначные меры, воспроизводящие физическую
- 9. МЕРА - Общеславянское слово, образованное от индоевропейской основы т.е. в древнеиндийском находим marit – "мерит", в
- 10. При измерении линейных величии независимо от рассмотренных методов различают контактный и бесконтактный методы измерений. Примером первого
- 11. Метод сравнения с мерой — метод измерения, при котором измеряемую величину сравнивают с величиной, воспроизводимой мерой.
- 12. 3. Метрологические показатели средств измерения При выборе средства измерения в зависимости от заданной точности изготовления деталей
- 13. Цена деления шкалы — разность значений величин, соответствующих двум соседним отметкам шкалы, (или интервал деления шкалы
- 14. При анализе измерений сравнивают истинные значения физических величин с результатами измерений. Отклонение Δ результата измерения X
- 15. В машиностроительном производстве погрешность измерения следует рассматривать как суммарную (полную) погрешность всего процесса измерения, складывающуюся из
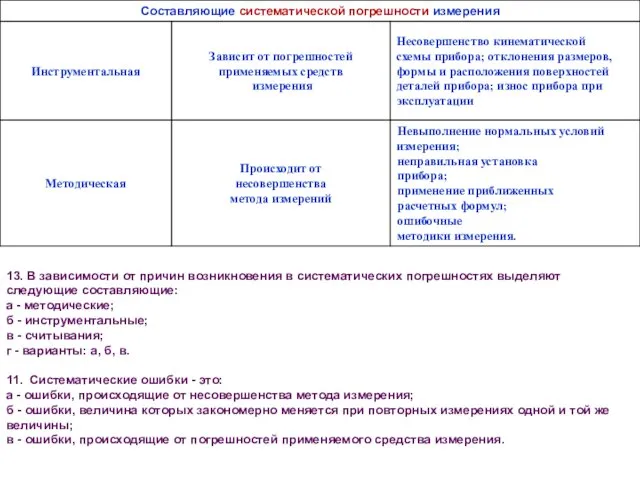
- 16. 13. В зависимости от причин возникновения в систематических погрешностях выделяют следующие составляющие: а - методические; б
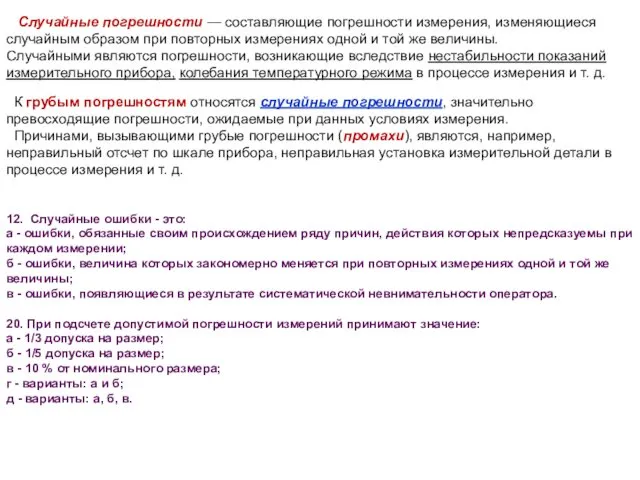
- 17. Случайные погрешности — составляющие погрешности измерения, изменяющиеся случайным образом при повторных измерениях одной и той же
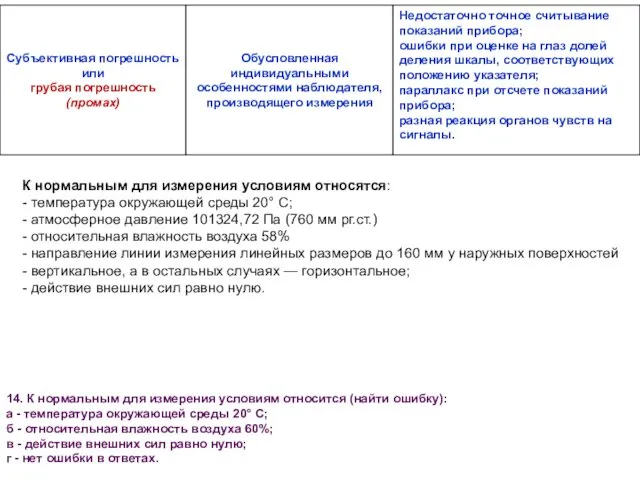
- 18. К нормальным для измерения условиям относятся: - температура окружающей среды 20° С; - атмосферное давление 101324,72
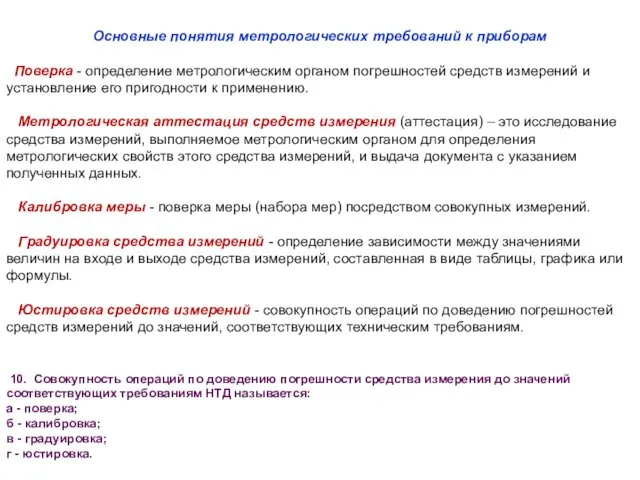
- 20. Основные понятия метрологических требований к приборам Поверка - определение метрологическим органом погрешностей средств измерений и установление
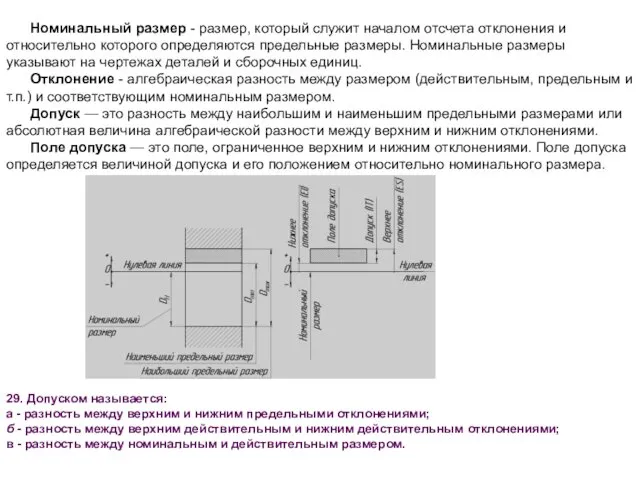
- 21. Номинальный размер - размер, который служит началом отсчета отклонения и относительно которого определяются предельные размеры. Номинальные
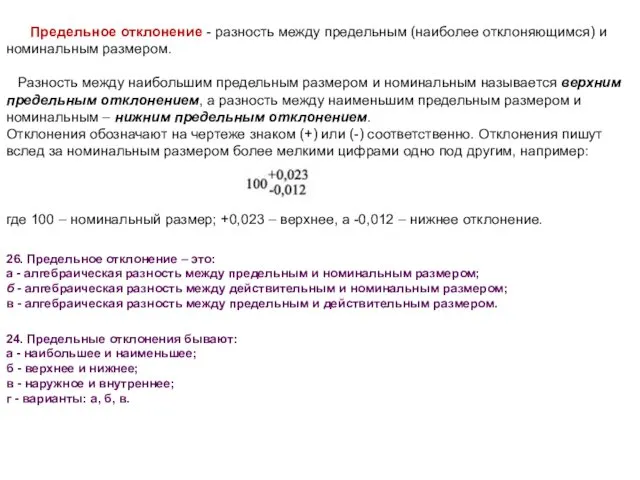
- 22. Предельное отклонение - разность между предельным (наиболее отклоняющимся) и номинальным размером. Разность между наибольшим предельным размером
- 23. Отклонение формы определяется как сумма абсолютных значений наибольших отклонений точки от реальной поверхности, расположенных по обе
- 24. рис.а, б - отклонение от прямолинейности оси (или линии) в пространстве выпуклость (а) - вогнутость (б);
- 25. рис.д, е - отклонение от круглости, овальность (д) - огранка (е); рис.ж, з - отклонение от
- 26. рис. и - отклонение профиля продольного сечения цилиндрической поверхности – седлообразность .
- 27. Реальной поверхностью детали называют поверхность, которая ограничивает и отделяет от окружающей среды. В отличие от номинальной
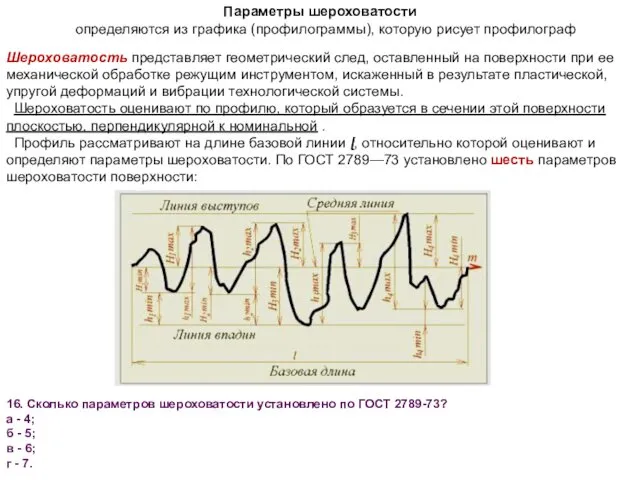
- 28. Шероховатость представляет геометрический след, оставленный на поверхности при ее механической обработке режущим инструментом, искаженный в результате
- 29. Ra - среднеарифметическое отклонение профиля; Rmax - наибольшая высота неровностей профиля; Sm - средний шаг неровностей;
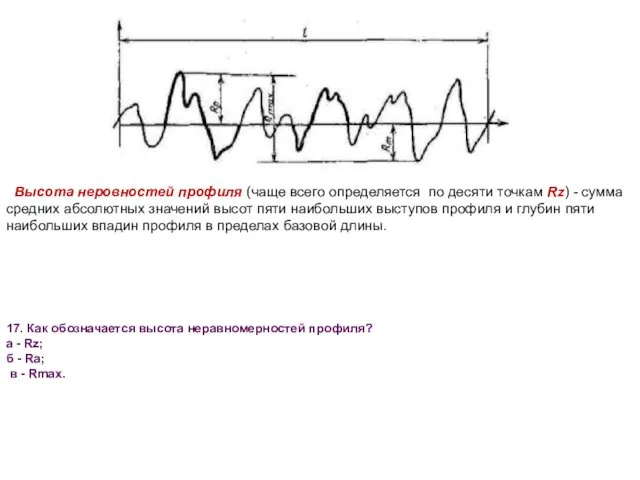
- 30. Высота неровностей профиля (чаще всего определяется по десяти точкам Rz) - сумма средних абсолютных значений высот
- 31. Образцы шероховатости
- 32. Образцы шероховатости
- 33. Измерение шероховатости контактным способом профилометром Щуп профилометра с алмазным наконечником Профилометр отображает значения измеряемой шероховатости Ra
- 34. Профилограф выдает результаты измерений после полного исследования в виде графика -профилограмма, представляющего собой кривую линию. Он
- 35. Ультразвуковой контактный измеритель шероховатости Лазерный конфокальный микроскоп SRA без контактный измеритель шероховатости Анализы с помощью SRA
- 36. 5. Измерительные инструменты Меры длины - это средства измерения, имеющие постоянную длину, выполненную с высокой точностью.
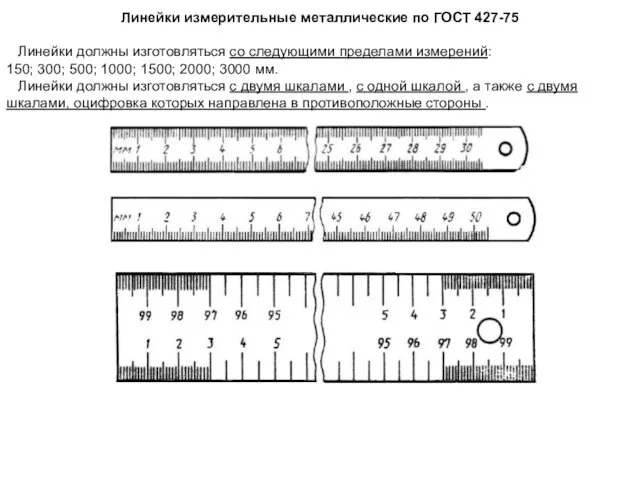
- 37. Линейки измерительные металлические по ГОСТ 427-75 Линейки должны изготовляться со следующими пределами измерений: 150; 300; 500;
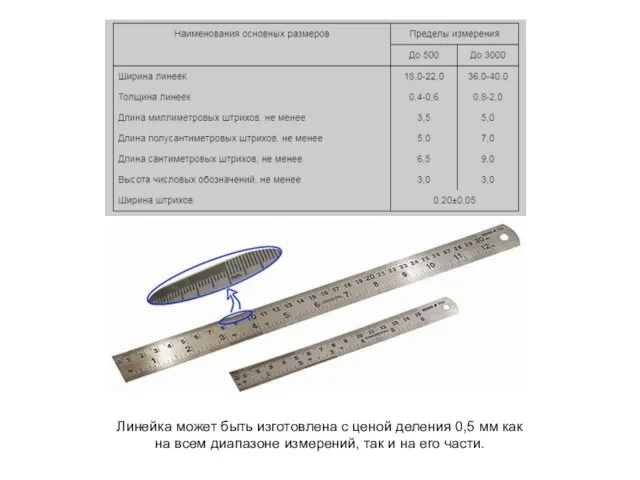
- 38. Линейка может быть изготовлена с ценой деления 0,5 мм как на всем диапазоне измерений, так и
- 39. Измерительные металлические рулетки - это меры для измерения длины методом непосредственного сравнения измеряемой длины со шкалой
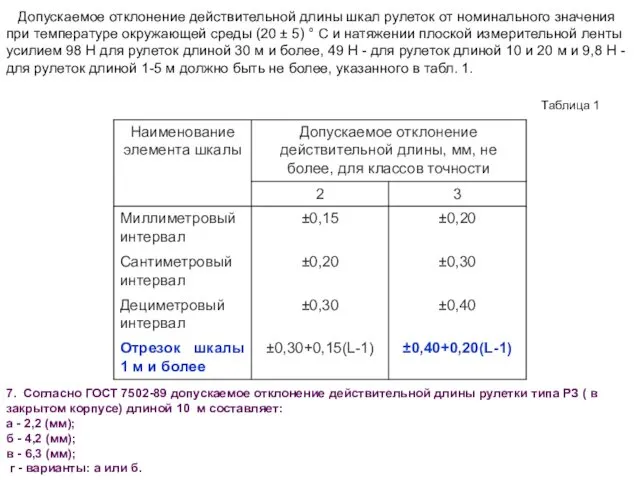
- 40. Допускаемое отклонение действительной длины шкал рулеток от номинального значения при температуре окружающей среды (20 ± 5)
- 41. Концевые меры (КМД) - это меры длины с постоянным значением размера между двумя взаимно параллельными измерительными
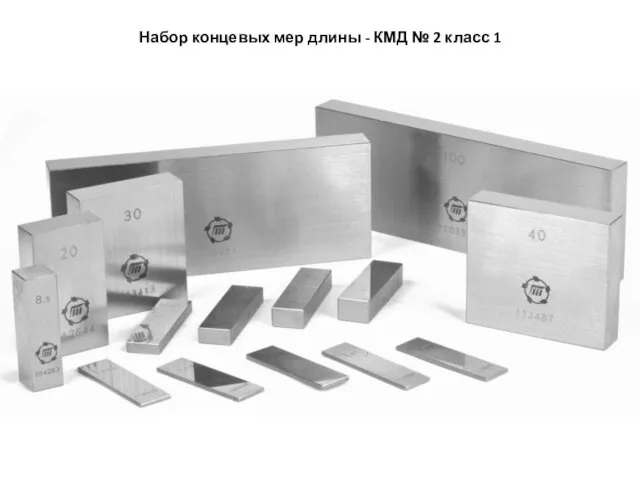
- 42. Набор концевых мер длины - КМД № 2 класс 1
- 43. Плоско параллельные концевые меры длины (ГОСТ 9038—73) или плитки представляют собой стальные закаленные параллелепипеды, у которых
- 44. Плоскопараллельные концевые меры длины являются основным средством обеспечения единства мер в машиностроении. Они служат для передачи
- 45. Проверка измерительных инструментов с помощью КМД
- 46. Приспособление, несущее единицу измерения, называется рабочей мерой. Образцовые средства измерения представляют собой меры, измерительные приборы или
- 47. Эталон - средство измерений (или комплекс средств измерений), предназначенное для воспроизведения и хранения единицы физической величины
- 48. 5. Основные измерительные приборы (инструменты) Обычно приборы могут быть следующего вида: 1. Аналоговые измерительные инструменты и
- 49. Слесарные измерительные инструменты Основные - Линейка, Рулетка, Штангенциркуль, Микрометр , Кронциркуль, Нутромер,, Угломер.
- 50. Штангенинструменты – измерительные приборы прямого действия, в которых в качестве отсчетного устройства используется шкала измерительной линейки
- 51. Штангенциркуль ШЦ-3-630 0.1 губки 100мм КЛБ. Штангенциркуль ШЦ-I- 150 0,05. Штангенциркули предназначены для измерения наружных и
- 52. Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов Штангенглубиномер электронный ШГЦ-150 0.01
- 53. Штангенрейсмасы предназначены для измерения высот, уступов и разметки размеров Штангенрейсмас 0-8"/0-200mm нониусный 506-208
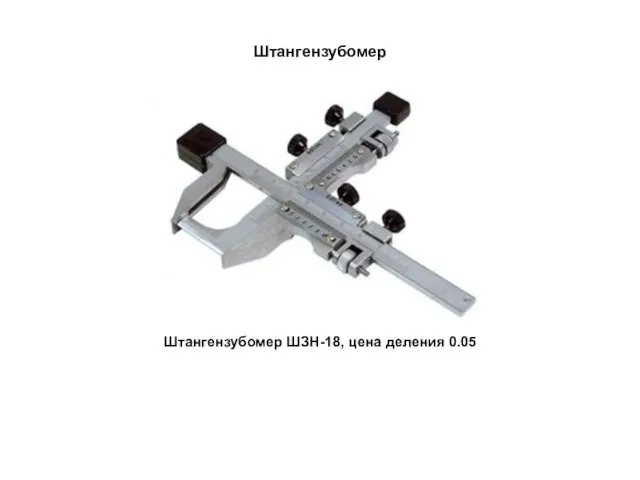
- 54. Штангензубомер Штангензубомер ШЗН-18, цена деления 0.05
- 55. Микрометр Микрометрические приборы – это широко распространенные измерительные приборы различного назначения, характеризуемые наличием высокоточной винтовой микрометрической
- 56. Микрометрические глубиномеры – микрометрические приборы предназначенные для измерения глубин пазов, глухих отверстий и уступов. ГМ- 25
- 57. Микрометрические нутромеры (штихмасы) – микрометрические приборы, предназначенные для измерения диаметров внутренних отверстий. Нутромер микрометрический двухточечный НМ
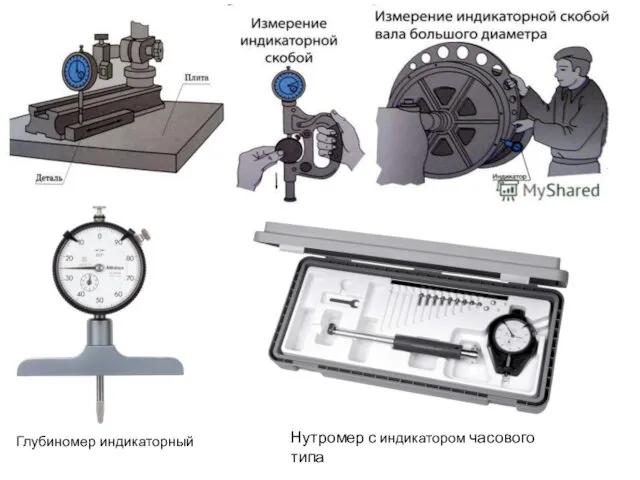
- 58. Индикаторы часового типа– это измерительные головки, в которых передаточный механизм состоит из зубчатых передач. Индикаторы часового
- 59. Глубиномер индикаторный Нутромер с индикатором часового типа
- 60. СРЕДСТВА ИЗМЕРЕНИЯ И КОНТРОЛЯ УГЛОВ Исходную точность выполнения угловых размеров обеспечивают угловые меры. Угловые меры -
- 62. Угломеры с нониусом. Для измерения углов в угловых единицах применяют угломеры с нониусом, в которых угол
- 63. Синусная линейка в положении измерения угла конического концевой меры. Синусная линейка. Перечисленные методы контроля и прямого
- 64. Специальными называются средства измерения, предназначенные для измерения специфичных элементов у деталей определенной геометрической формы или для
- 65. Шаблон - нормальный калибр для проверки отклонений формы и положения в сечении плоскостью поверхности проверяемой детали.
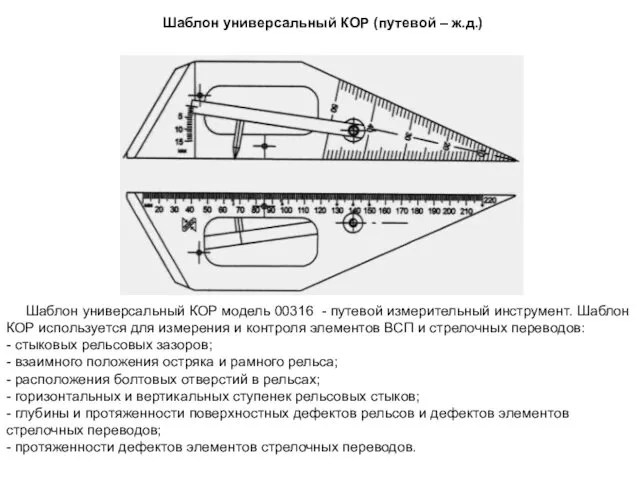
- 66. Шаблон универсальный КОР (путевой – ж.д.) Шаблон универсальный КОР модель 00316 - путевой измерительный инструмент. Шаблон
- 67. Шаблон для контроля катета шва УШС-2 Шаблон сварщика УШС-2 предназначен для контроля катетов угловых швов в
- 68. Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и позволяет определять параметры дефектов, таких
- 69. Шаблон Ушерова-Маршака для сварщика Данным шаблоном можно измерить: угол скоса кромок, притупление кромок деталей, высоту сварного
- 70. Щуп - нормальный калибр для проверки зазора между плоскостями. Щупы изготовляют в виде наборов пластин разной
- 71. Предельные калибры – это калибры, размеры которых соответствуют предельным размерам контролируемых объектов Поскольку размеры детали имеют
- 72. Калибр (фр. calibre, calibre à limites) — бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного
- 73. Контроль точности формы поверхностей производят универсальными и специальными измерительными средствами. К универсальным средствам измерения относятся: 1.
- 74. Кругломеры, предназначенные для измерения отклонения от круглости, основаны на принципе образцового вращения измерительного наконечника относительно изделия
- 75. Лупа измерительная ЛИ-3 10Х Данный оптический измерительный прибор применяется для оценки линейных размеров дефектов менее 1мм.
- 76. Профильный проектор Starrett HE400 Измерительный проектор PJ-A3000 Измерительные проекторы могут применяться для контроля зубчатых колес, режущего
- 77. Контроль больших наружных диаметров Наиболее рациональными в настоящее время считаются скобы (микрометры), изготовляемые отечественными инструментальными заводами
- 79. Скачать презентацию
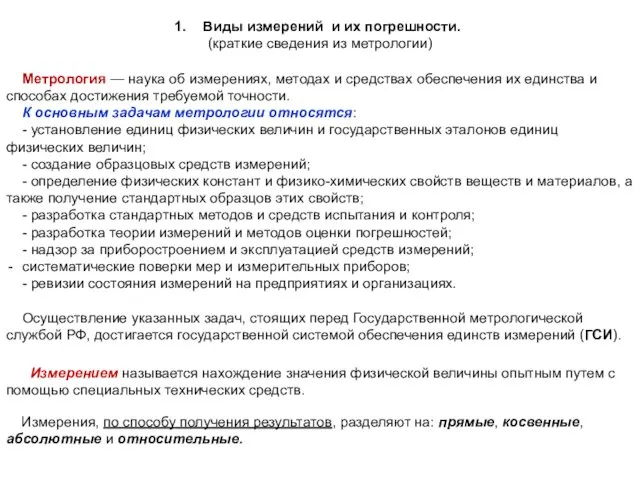
Метрология — наука об измерениях, методах и средствах обеспечения их единства
Метрология — наука об измерениях, методах и средствах обеспечения их единства
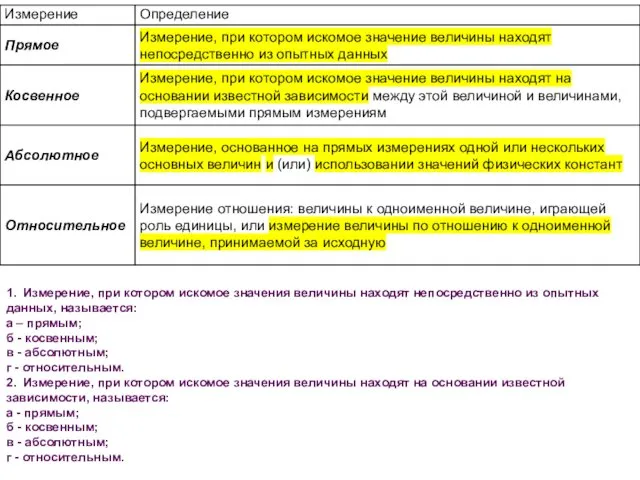
1. Измерение, при котором искомое значения величины находят непосредственно из опытных
1. Измерение, при котором искомое значения величины находят непосредственно из опытных
3. Измерение, основанное на прямых измерениях одной или нескольких основных величин
3. Измерение, основанное на прямых измерениях одной или нескольких основных величин
5. Что относится к концевым мерам длины?
а - линейки;
б - рулетки;
в
5. Что относится к концевым мерам длины?
а - линейки;
б - рулетки;
в


2. Классификация измерительных средств и методов измерений
По результату измерений различают:
2. Классификация измерительных средств и методов измерений
По результату измерений различают:
Средство измерения, предназначенное для воспроизведения физической величины
заданного размера, называют мерой.
Различают
Средство измерения, предназначенное для воспроизведения физической величины
заданного размера, называют мерой.
Различают
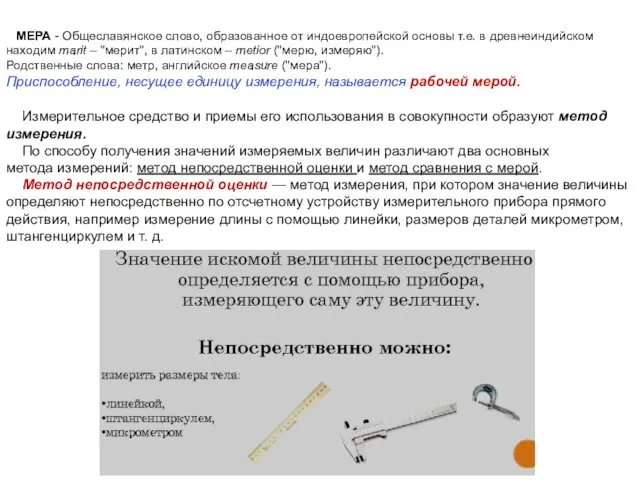
МЕРА - Общеславянское слово, образованное от индоевропейской основы т.е. в
МЕРА - Общеславянское слово, образованное от индоевропейской основы т.е. в
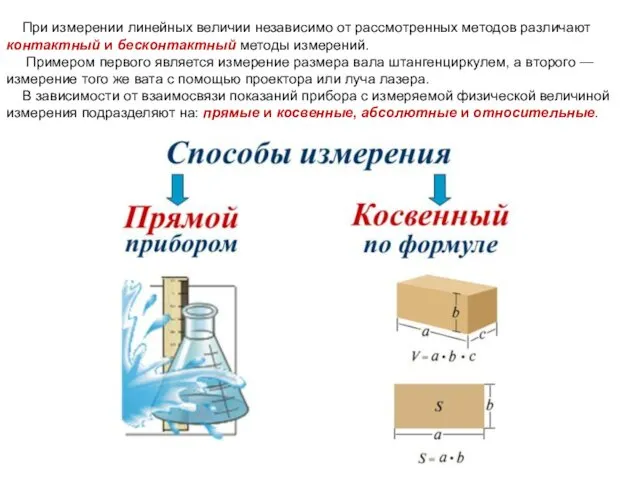
При измерении линейных величии независимо от рассмотренных методов различают
контактный и бесконтактный
При измерении линейных величии независимо от рассмотренных методов различают контактный и бесконтактный
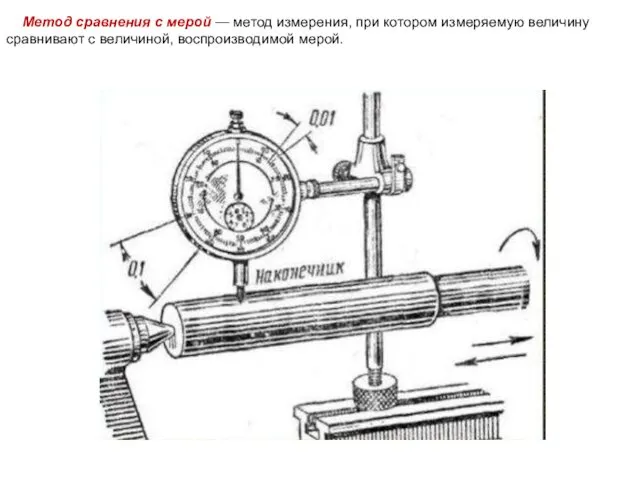
Метод сравнения с мерой — метод измерения, при котором измеряемую величину
сравнивают
Метод сравнения с мерой — метод измерения, при котором измеряемую величину сравнивают
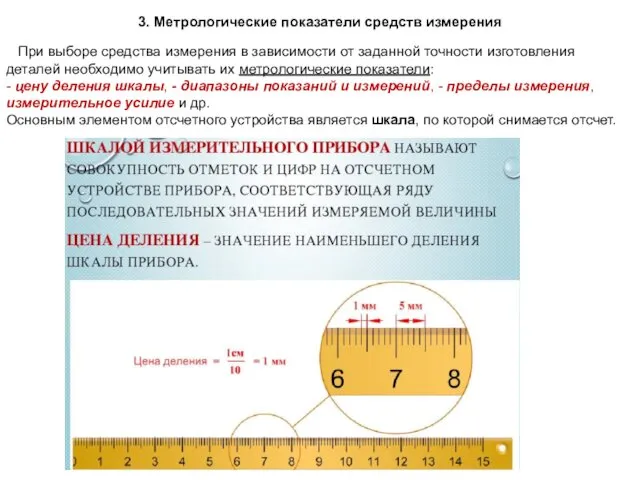
3. Метрологические показатели средств измерения
При выборе средства измерения в зависимости
3. Метрологические показатели средств измерения
При выборе средства измерения в зависимости
Цена деления шкалы — разность значений величин, соответствующих двум соседним отметкам
Цена деления шкалы — разность значений величин, соответствующих двум соседним отметкам
При анализе измерений сравнивают истинные значения физических величин с
результатами измерений.
Отклонение
При анализе измерений сравнивают истинные значения физических величин с
результатами измерений.
Отклонение
В машиностроительном производстве погрешность измерения следует рассматривать
как суммарную (полную) погрешность всего
В машиностроительном производстве погрешность измерения следует рассматривать как суммарную (полную) погрешность всего
13. В зависимости от причин возникновения в систематических погрешностях выделяют следующие
13. В зависимости от причин возникновения в систематических погрешностях выделяют следующие
Случайные погрешности — составляющие погрешности измерения, изменяющиеся
случайным образом при повторных
Случайные погрешности — составляющие погрешности измерения, изменяющиеся случайным образом при повторных
К нормальным для измерения условиям относятся:
- температура окружающей среды 20° С;
-
К нормальным для измерения условиям относятся:
- температура окружающей среды 20° С;
-

Основные понятия метрологических требований к приборам
Поверка - определение метрологическим органом погрешностей
Основные понятия метрологических требований к приборам
Поверка - определение метрологическим органом погрешностей
Номинальный размер - размер, который служит началом отсчета отклонения и относительно
Номинальный размер - размер, который служит началом отсчета отклонения и относительно
Предельное отклонение - разность между предельным (наиболее отклоняющимся) и номинальным размером.
Разность между
Предельное отклонение - разность между предельным (наиболее отклоняющимся) и номинальным размером.
Разность между
Отклонение формы определяется как сумма абсолютных значений наибольших отклонений точки от
Отклонение формы определяется как сумма абсолютных значений наибольших отклонений точки от
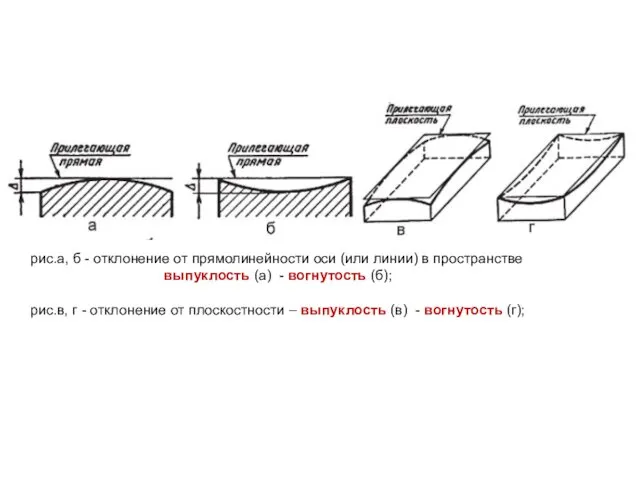
рис.а, б - отклонение от прямолинейности оси (или линии) в пространстве
рис.а, б - отклонение от прямолинейности оси (или линии) в пространстве
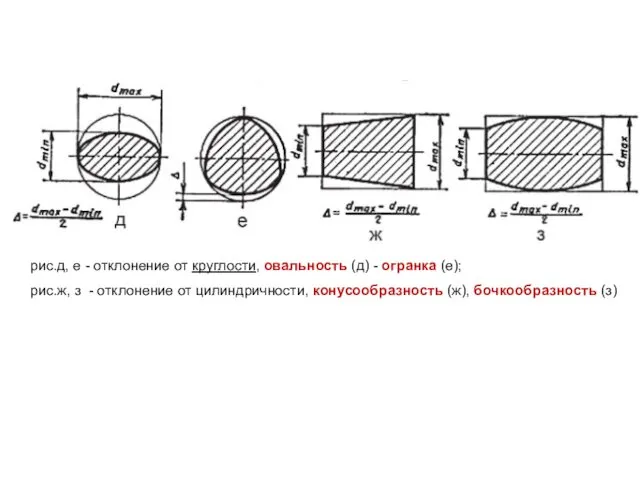
рис.д, е - отклонение от круглости, овальность (д) - огранка (е);
рис.ж,
рис.д, е - отклонение от круглости, овальность (д) - огранка (е);
рис.ж,
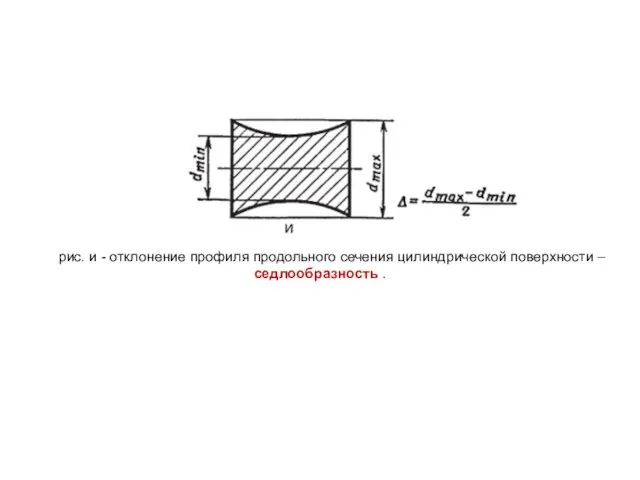
рис. и - отклонение профиля продольного сечения цилиндрической поверхности – седлообразность
рис. и - отклонение профиля продольного сечения цилиндрической поверхности – седлообразность

Реальной поверхностью детали называют поверхность, которая ограничивает и отделяет от окружающей
Реальной поверхностью детали называют поверхность, которая ограничивает и отделяет от окружающей
Шероховатость представляет геометрический след, оставленный на поверхности при ее
механической обработке режущим
Шероховатость представляет геометрический след, оставленный на поверхности при ее механической обработке режущим

Ra - среднеарифметическое отклонение профиля;
Rmax - наибольшая высота неровностей профиля;
Ra - среднеарифметическое отклонение профиля;
Rmax - наибольшая высота неровностей профиля;
Высота неровностей профиля (чаще всего определяется по десяти точкам Rz) -
Высота неровностей профиля (чаще всего определяется по десяти точкам Rz) -
Образцы шероховатости
Образцы шероховатости

Образцы шероховатости
Образцы шероховатости

Измерение шероховатости контактным способом профилометром
Щуп профилометра с алмазным наконечником
Профилометр отображает
Измерение шероховатости контактным способом профилометром
Щуп профилометра с алмазным наконечником
Профилометр отображает

Профилограф выдает результаты измерений после полного исследования в виде графика
Профилограф выдает результаты измерений после полного исследования в виде графика

Ультразвуковой контактный измеритель шероховатости
Лазерный конфокальный микроскоп SRA без контактный измеритель шероховатости
Ультразвуковой контактный измеритель шероховатости
Лазерный конфокальный микроскоп SRA без контактный измеритель шероховатости

5. Измерительные инструменты
Меры длины - это средства измерения, имеющие постоянную длину,
5. Измерительные инструменты
Меры длины - это средства измерения, имеющие постоянную длину,
Линейки измерительные металлические по ГОСТ 427-75
Линейки должны изготовляться со следующими
Линейки измерительные металлические по ГОСТ 427-75
Линейки должны изготовляться со следующими
Линейка может быть изготовлена с ценой деления 0,5 мм как
на всем
Линейка может быть изготовлена с ценой деления 0,5 мм как
на всем

Измерительные металлические рулетки - это меры для измерения длины методом непосредственного
Измерительные металлические рулетки - это меры для измерения длины методом непосредственного
Допускаемое отклонение действительной длины шкал рулеток от номинального значения при
Допускаемое отклонение действительной длины шкал рулеток от номинального значения при
Концевые меры (КМД) - это меры длины с постоянным значением
Концевые меры (КМД) - это меры длины с постоянным значением
Набор концевых мер длины - КМД № 2 класс 1
Набор концевых мер длины - КМД № 2 класс 1
Плоско параллельные концевые меры длины (ГОСТ 9038—73) или плитки представляют собой
Плоско параллельные концевые меры длины (ГОСТ 9038—73) или плитки представляют собой
Плоскопараллельные концевые меры длины являются основным средством
обеспечения единства мер в
Плоскопараллельные концевые меры длины являются основным средством обеспечения единства мер в

Проверка измерительных инструментов с помощью КМД
Проверка измерительных инструментов с помощью КМД

Приспособление, несущее единицу измерения, называется рабочей мерой.
Образцовые средства измерения
Приспособление, несущее единицу измерения, называется рабочей мерой. Образцовые средства измерения
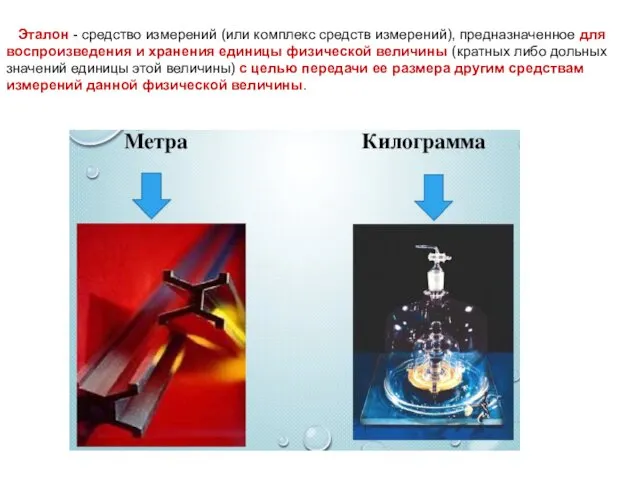
Эталон - средство измерений (или комплекс средств измерений), предназначенное для
Эталон - средство измерений (или комплекс средств измерений), предназначенное для
5. Основные измерительные приборы (инструменты)
Обычно приборы могут быть следующего вида:
1.
5. Основные измерительные приборы (инструменты)
Обычно приборы могут быть следующего вида:
1.
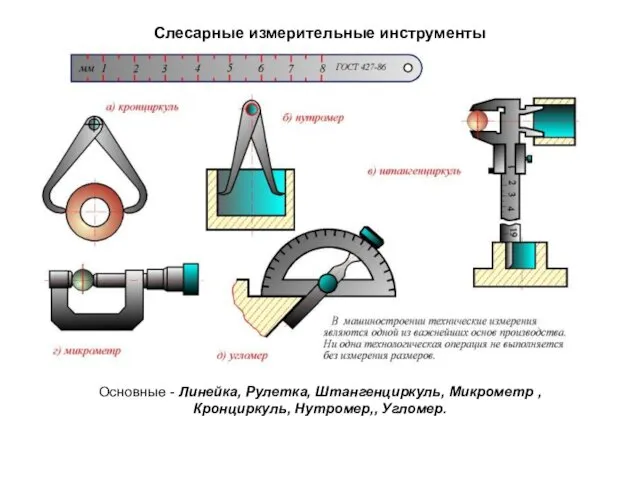
Слесарные измерительные инструменты
Основные - Линейка, Рулетка, Штангенциркуль, Микрометр ,
Кронциркуль, Нутромер,, Угломер.
Слесарные измерительные инструменты
Основные - Линейка, Рулетка, Штангенциркуль, Микрометр ,
Кронциркуль, Нутромер,, Угломер.
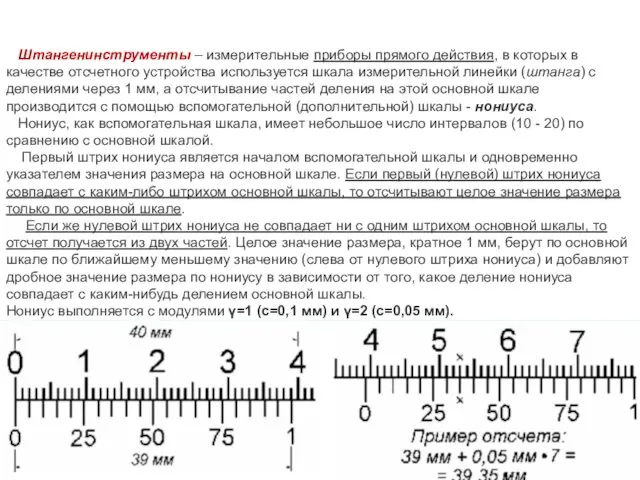
Штангенинструменты – измерительные приборы прямого действия, в которых в качестве отсчетного
Штангенинструменты – измерительные приборы прямого действия, в которых в качестве отсчетного

Штангенциркуль ШЦ-3-630 0.1 губки 100мм КЛБ.
Штангенциркуль ШЦ-I- 150 0,05.
Штангенциркули предназначены
Штангенциркуль ШЦ-3-630 0.1 губки 100мм КЛБ.
Штангенциркуль ШЦ-I- 150 0,05.
Штангенциркули предназначены

Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов
Штангенглубиномер электронный
Штангенглубиномеры предназначены для измерения глубин пазов, отверстий, а также высот выступов
Штангенглубиномер электронный

Штангенрейсмасы предназначены для измерения высот, уступов и разметки размеров
Штангенрейсмас 0-8"/0-200mm нониусный 506-208
Штангенрейсмасы предназначены для измерения высот, уступов и разметки размеров
Штангенрейсмас 0-8"/0-200mm нониусный 506-208
Штангензубомер
Штангензубомер ШЗН-18, цена деления 0.05
Штангензубомер
Штангензубомер ШЗН-18, цена деления 0.05

Микрометр
Микрометрические приборы – это широко распространенные измерительные приборы различного назначения, характеризуемые наличием
Микрометр
Микрометрические приборы – это широко распространенные измерительные приборы различного назначения, характеризуемые наличием

Микрометрические глубиномеры – микрометрические приборы предназначенные для измерения глубин пазов, глухих
Микрометрические глубиномеры – микрометрические приборы предназначенные для измерения глубин пазов, глухих

Микрометрические нутромеры (штихмасы) – микрометрические приборы, предназначенные для измерения диаметров
Микрометрические нутромеры (штихмасы) – микрометрические приборы, предназначенные для измерения диаметров

Индикаторы часового типа– это измерительные головки, в которых передаточный механизм
Индикаторы часового типа– это измерительные головки, в которых передаточный механизм
Глубиномер индикаторный
Нутромер с индикатором часового типа
Глубиномер индикаторный
Нутромер с индикатором часового типа

СРЕДСТВА ИЗМЕРЕНИЯ И КОНТРОЛЯ УГЛОВ
Исходную точность выполнения угловых размеров обеспечивают
СРЕДСТВА ИЗМЕРЕНИЯ И КОНТРОЛЯ УГЛОВ
Исходную точность выполнения угловых размеров обеспечивают


Угломеры с нониусом. Для измерения углов в угловых единицах применяют
Угломеры с нониусом. Для измерения углов в угловых единицах применяют

Синусная линейка в положении измерения угла конического концевой меры.
Синусная линейка.
Синусная линейка в положении измерения угла конического концевой меры.
Синусная линейка.
Специальными называются средства измерения, предназначенные для измерения специфичных элементов у
Специальными называются средства измерения, предназначенные для измерения специфичных элементов у

Шаблон - нормальный калибр для проверки отклонений формы и положения в
Шаблон - нормальный калибр для проверки отклонений формы и положения в
Шаблон универсальный КОР (путевой – ж.д.)
Шаблон универсальный КОР модель 00316
Шаблон универсальный КОР (путевой – ж.д.)
Шаблон универсальный КОР модель 00316

Шаблон для контроля катета шва УШС-2
Шаблон сварщика УШС-2 предназначен для контроля
Шаблон для контроля катета шва УШС-2
Шаблон сварщика УШС-2 предназначен для контроля
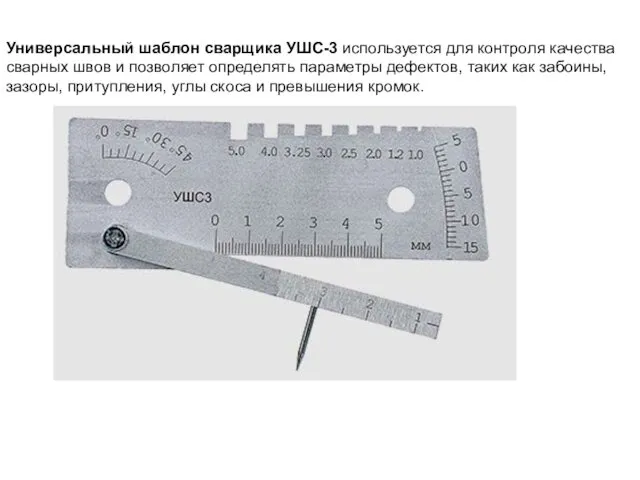
Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и
Универсальный шаблон сварщика УШС-3 используется для контроля качества сварных швов и
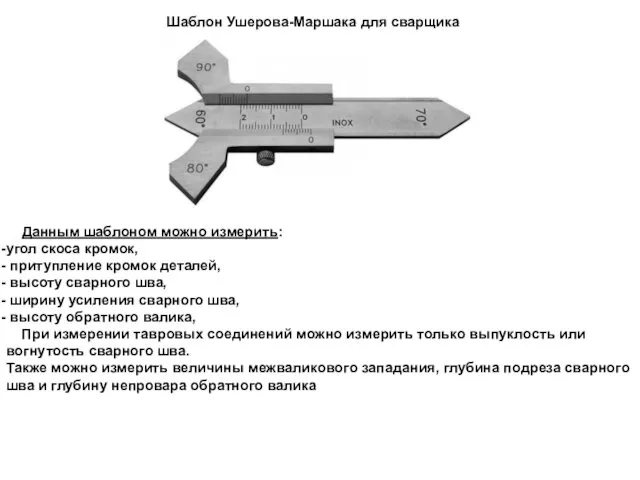
Шаблон Ушерова-Маршака для сварщика
Данным шаблоном можно измерить:
угол скоса кромок,
притупление
Шаблон Ушерова-Маршака для сварщика
Данным шаблоном можно измерить:
угол скоса кромок,
притупление

Щуп - нормальный калибр для проверки зазора между плоскостями.
Щупы изготовляют
Щуп - нормальный калибр для проверки зазора между плоскостями.
Щупы изготовляют
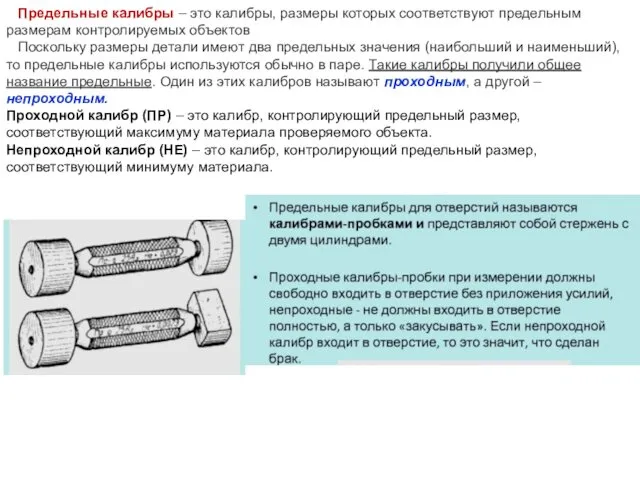
Предельные калибры – это калибры, размеры которых соответствуют предельным размерам контролируемых
Предельные калибры – это калибры, размеры которых соответствуют предельным размерам контролируемых
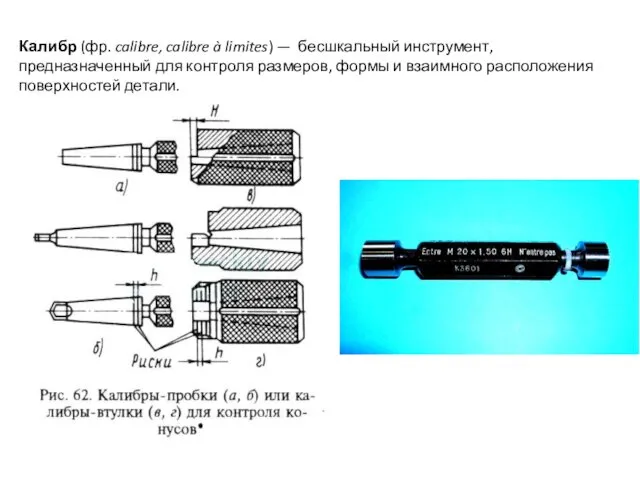
Калибр (фр. calibre, calibre à limites) — бесшкальный инструмент, предназначенный для контроля размеров,
Калибр (фр. calibre, calibre à limites) — бесшкальный инструмент, предназначенный для контроля размеров,
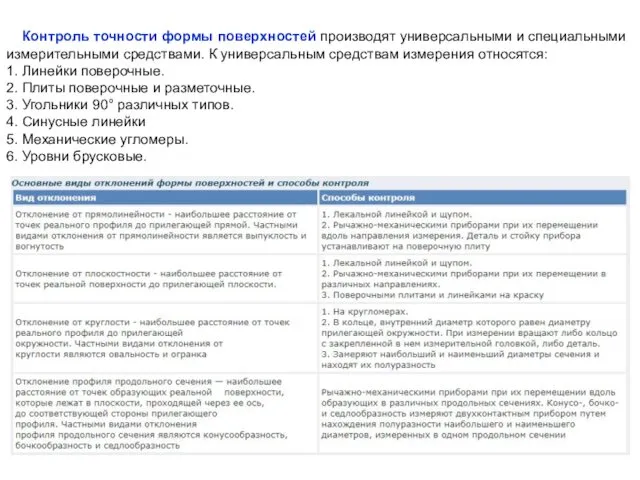
Контроль точности формы поверхностей производят универсальными и специальными измерительными средствами.
Контроль точности формы поверхностей производят универсальными и специальными измерительными средствами.

Кругломеры, предназначенные для измерения отклонения от круглости, основаны на принципе
Кругломеры, предназначенные для измерения отклонения от круглости, основаны на принципе

Лупа измерительная ЛИ-3 10Х
Данный оптический измерительный прибор применяется для оценки
Лупа измерительная ЛИ-3 10Х
Данный оптический измерительный прибор применяется для оценки

Профильный проектор Starrett HE400
Измерительный проектор PJ-A3000
Измерительные проекторы могут применяться для
Профильный проектор Starrett HE400
Измерительный проектор PJ-A3000
Измерительные проекторы могут применяться для

Контроль больших наружных диаметров
Наиболее рациональными в настоящее время считаются скобы
Контроль больших наружных диаметров
Наиболее рациональными в настоящее время считаются скобы
 Проект Медиахолдинг
Проект Медиахолдинг класс Презентация к уроку вставка изображений и их обработка
класс Презентация к уроку вставка изображений и их обработка Конвертирование презентации
Конвертирование презентации План застройки ЗИЛ Восток
План застройки ЗИЛ Восток Технологический процесс получения микробных ферментных препаратов
Технологический процесс получения микробных ферментных препаратов Видеокарта (видеоадаптер, графическая карта)
Видеокарта (видеоадаптер, графическая карта) gramoty
gramoty Сказка цветик - семицветик
Сказка цветик - семицветик Наш дружный комитет
Наш дружный комитет Валенки, ах валенки. (ДОУ)
Валенки, ах валенки. (ДОУ) Насосы. Классификация. Характеристика
Насосы. Классификация. Характеристика Основные тенденции развития мировой энергетики
Основные тенденции развития мировой энергетики Порошковая металлургия
Порошковая металлургия Промышленное скрещивание в свиноводстве
Промышленное скрещивание в свиноводстве Презентация2a
Презентация2a Политология. Лекция 4. Office PowerPoint
Политология. Лекция 4. Office PowerPoint Darts
Darts Глава Выдувное формование
Глава Выдувное формование Канто 2
Канто 2 20150520_lesnoy_tsar_6_klass
20150520_lesnoy_tsar_6_klass Портреты русских советских художников
Портреты русских советских художников Техническая эксплуатация железнодорожного подвижного состава. Тема 6
Техническая эксплуатация железнодорожного подвижного состава. Тема 6 Устойчивость магистральных трубопроводов
Устойчивость магистральных трубопроводов Презентация площадки Спорт
Презентация площадки Спорт Гигиена чтения
Гигиена чтения Азиатско-Европейский Газовый Терминал г.Керчь
Азиатско-Европейский Газовый Терминал г.Керчь Моё Оренбуржье
Моё Оренбуржье Анализ трехфазных цепей при соединении приемников звездой. Четырехпроводная цепь
Анализ трехфазных цепей при соединении приемников звездой. Четырехпроводная цепь