- Остаточные напряжения в материале заготовок

Содержание
- 2. Содержание 1. Виды напряжений. Причины образования напряжений 2. Способы снижения остаточных напряжений 3. Холодная правка заготовок
- 3. Виды напряжений. Причины образования напряжений Остаточными (или собственными) называют напряжения, которые существуют в заготовке или готовой
- 4. Три рода остаточных напряжений Различают три рода остаточных напряжений: напряжения первого рода уравновешиваются в пределах больших
- 5. Конструкционные и технологические напряжения В зависимости от причины образования остаточные напряжения делят на конструкционные; технологические. Конструкционные
- 6. Причины возникновения технологических напряжений Основные причины возникновения технологических напряжений: объемные изменения вследствие неравномерного нагрева или охлаждения
- 7. Виды остаточных напряжений В зависимости от применяемого технологического метода различают остаточные напряжения: литейные; ковочные; термические; сварочные;
- 8. Знак остаточных напряжений Остаточные напряжения, как правило, по знаку противоположны нагрузкам их вызывающим. Например, после растяжения
- 9. Способы снижения остаточных напряжений Причины возникновения литейных напряжений: неравномерная усадка отливки; фазовые превращения материала. Методы уменьшения
- 10. Способы снижения остаточных напряжений Естественное старение заключается в длительном хранении (вылеживании) заготовок на воздухе. Продолжительность вылеживания
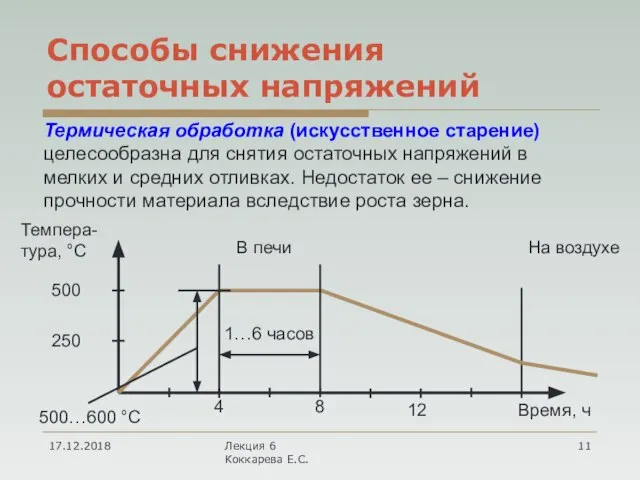
- 11. Способы снижения остаточных напряжений 17.12.2018 Лекция 6 Коккарева Е.С. В печи На воздухе 1…6 часов 500…600
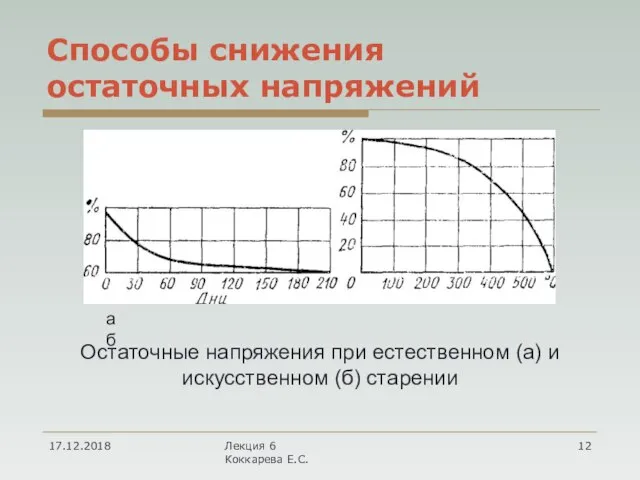
- 12. Способы снижения остаточных напряжений 17.12.2018 Лекция 6 Коккарева Е.С. Остаточные напряжения при естественном (а) и искусственном
- 13. Способы снижения остаточных напряжений Ковочные напряжения возникают в заготовках, получаемых ковкой и горячей штамповкой, из-за их
- 14. Способы снижения остаточных напряжений Термические напряжения являются следствием неравномерности нагрева и охлаждения деталей, а также результатом
- 15. Способы снижения остаточных напряжений Сварочные напряжения возникают в результате неравномерного нагрева и остывания металла в процессе
- 16. Способы снижения остаточных напряжений Для снижения сварочных напряжений необходимо правильно конструировать изделие; необходимо строго соблюдать режимы
- 17. Способы снижения остаточных напряжений Напряжения от наклепа возникают при холодной обработке металла методом пластической деформации: прокаткой;
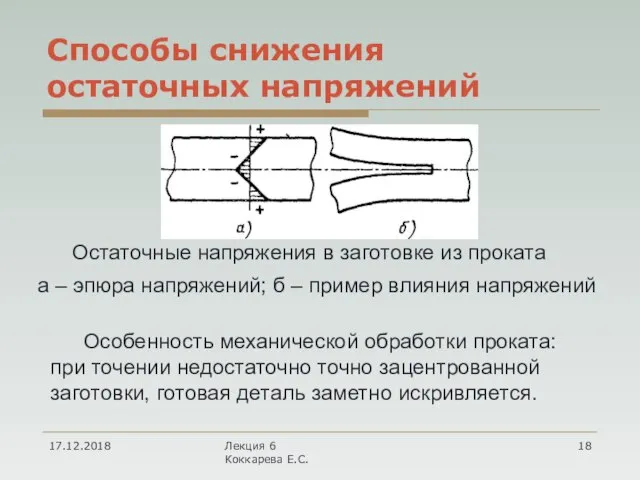
- 18. Способы снижения остаточных напряжений 17.12.2018 Лекция 6 Коккарева Е.С. Остаточные напряжения в заготовке из проката Особенность
- 19. Холодная правка заготовок Холодная правка основана на пластическом изгибе. Холодную правку применяют для устранения искривления заготовок
- 21. Скачать презентацию
Содержание
1. Виды напряжений. Причины образования напряжений
2. Способы снижения остаточных напряжений
3.
Содержание
1. Виды напряжений. Причины образования напряжений
2. Способы снижения остаточных напряжений
3.
Виды напряжений. Причины образования напряжений
Остаточными (или собственными) называют напряжения, которые существуют
Виды напряжений. Причины образования напряжений
Остаточными (или собственными) называют напряжения, которые существуют
Три рода остаточных напряжений
Различают три рода остаточных напряжений:
напряжения первого рода уравновешиваются
Три рода остаточных напряжений
Различают три рода остаточных напряжений:
напряжения первого рода уравновешиваются
Конструкционные и технологические напряжения
В зависимости от причины образования остаточные напряжения делят
Конструкционные и технологические напряжения
В зависимости от причины образования остаточные напряжения делят
Причины возникновения технологических напряжений
Основные причины возникновения технологических напряжений:
объемные изменения вследствие неравномерного
Причины возникновения технологических напряжений
Основные причины возникновения технологических напряжений:
объемные изменения вследствие неравномерного
Виды остаточных напряжений
В зависимости от применяемого технологического метода различают остаточные
Виды остаточных напряжений
В зависимости от применяемого технологического метода различают остаточные
Знак остаточных напряжений
Остаточные напряжения, как правило, по знаку противоположны нагрузкам их
Знак остаточных напряжений
Остаточные напряжения, как правило, по знаку противоположны нагрузкам их
Способы снижения остаточных напряжений
Причины возникновения литейных напряжений:
неравномерная усадка отливки;
фазовые превращения материала.
Методы
Способы снижения остаточных напряжений
Причины возникновения литейных напряжений:
неравномерная усадка отливки;
фазовые превращения материала.
Методы
Способы снижения остаточных напряжений
Естественное старение заключается в длительном хранении (вылеживании) заготовок
Способы снижения остаточных напряжений
Естественное старение заключается в длительном хранении (вылеживании) заготовок
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
В печи
На воздухе
1…6 часов
500…600 °С
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
В печи
На воздухе
1…6 часов
500…600 °С
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
Остаточные напряжения при естественном (а)
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
Остаточные напряжения при естественном (а)
Способы снижения остаточных напряжений
Ковочные напряжения возникают в заготовках, получаемых ковкой и
Способы снижения остаточных напряжений
Ковочные напряжения возникают в заготовках, получаемых ковкой и
Способы снижения остаточных напряжений
Термические напряжения являются следствием неравномерности нагрева и охлаждения
Способы снижения остаточных напряжений
Термические напряжения являются следствием неравномерности нагрева и охлаждения
Способы снижения остаточных напряжений
Сварочные напряжения возникают в результате неравномерного нагрева и
Способы снижения остаточных напряжений
Сварочные напряжения возникают в результате неравномерного нагрева и
Способы снижения остаточных напряжений
Для снижения сварочных напряжений
необходимо правильно конструировать изделие;
необходимо строго
Способы снижения остаточных напряжений
Для снижения сварочных напряжений
необходимо правильно конструировать изделие;
необходимо строго
Способы снижения остаточных напряжений
Напряжения от наклепа возникают при холодной обработке металла
Способы снижения остаточных напряжений
Напряжения от наклепа возникают при холодной обработке металла
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
Остаточные напряжения в заготовке из
Способы снижения остаточных напряжений
17.12.2018
Лекция 6 Коккарева Е.С.
Остаточные напряжения в заготовке из
Холодная правка заготовок
Холодная правка основана на пластическом изгибе.
Холодную правку применяют
Холодная правка заготовок
Холодная правка основана на пластическом изгибе.
Холодную правку применяют
 20151206_prezentatsiya_2_chast
20151206_prezentatsiya_2_chast Совершенствование системы управления человеческими ресурсами на предприятии
Совершенствование системы управления человеческими ресурсами на предприятии 20131210_prezentatsiya_k_uroku_proiskhozhdenie_gosudarstva
20131210_prezentatsiya_k_uroku_proiskhozhdenie_gosudarstva Причины нарушений в развитии речи детей
Причины нарушений в развитии речи детей Система освещения автомобиля
Система освещения автомобиля Volunteering
Volunteering Производство, передача и использование электрической энергии
Производство, передача и использование электрической энергии Alfa_1_etap
Alfa_1_etap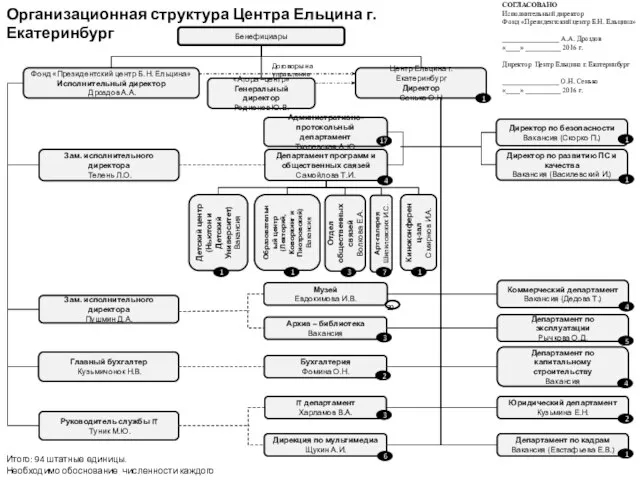 Организационная структура центра Б.Н. Ельцина г. Екатеринбург
Организационная структура центра Б.Н. Ельцина г. Екатеринбург Игра В царстве смекалки
Игра В царстве смекалки Урок 01 Тепловий стан тіл. Температура та її вимірювання
Урок 01 Тепловий стан тіл. Температура та її вимірювання Современные технологии и материалы для садово-паркового и ландшафтного строительства
Современные технологии и материалы для садово-паркового и ландшафтного строительства Назначение и устройство участковой станции
Назначение и устройство участковой станции Питер Линдберг. Куртышева Алина
Питер Линдберг. Куртышева Алина Поліпшення грунтів
Поліпшення грунтів Мир музыкальных звуков
Мир музыкальных звуков тундра
тундра Светлое Христово Воскресенье
Светлое Христово Воскресенье КУЛЬТУРА СВ ч.1
КУЛЬТУРА СВ ч.1 Электросамокаты
Электросамокаты Существует ли Атлантида. Внеурочная деятельность
Существует ли Атлантида. Внеурочная деятельность Аттестационная работа. Почему чай заливают кипятком
Аттестационная работа. Почему чай заливают кипятком Путь выпускника школы на мебельное производство
Путь выпускника школы на мебельное производство Практика Леонтьва Михайлова 08_04_1_1 (2)
Практика Леонтьва Михайлова 08_04_1_1 (2) рисуем подснежник
рисуем подснежник С днём рождения солнышко моё
С днём рождения солнышко моё Нагрузки и воздействия на здания и сооружения
Нагрузки и воздействия на здания и сооружения Phonétique
Phonétique