- Отчет измерений геометрии. Применение макросов. Таблица TNC

Содержание
- 2. Согласно плана контроля изготовления деталей в цехах 24P10 и 24N30 Производства Шасси, в начале каждой смены
- 3. Отчет измерений представляет собой файл формата Microsoft Word, как правило с расширением RTF: Отчет измерений В
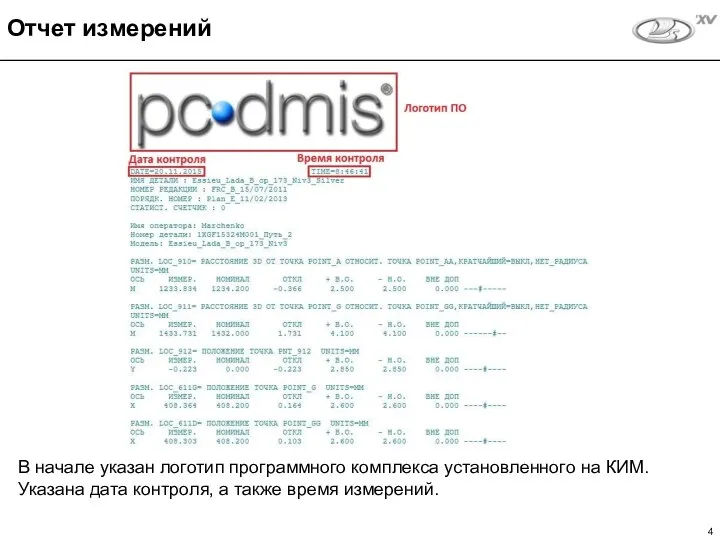
- 4. Отчет измерений В начале указан логотип программного комплекса установленного на КИМ. Указана дата контроля, а также
- 5. В отчете указан вид детали (Essieu – РЗП, BAV – Передний подрамник, BAR – Задний подрамник,
- 6. Далее в отчете указан индекс и дата модификации FRC, а основании которого разработана программа измерений. Указана
- 7. Также в отчете указана гравировка нанесенная на деталь, а также дополнительная информация нанесенная работниками цеха на
- 8. После шапки в отчете идут строки, которые содержат результаты измерений. Коды параметров (согласно FRC) указаны после
- 9. Результаты замеров параметра, код которого указан после слова «INFO_», анализирует инженер-технолог по геометрии. Отклонения по указанным
- 10. Результаты замеров мысленно можно разбить на несколько столбцов. На указанных выше столбцах указан номинал и допуски
- 11. В данном столбце указано фактическое значение указанных параметров. Отчет измерений
- 12. В указанных столбцах указаны фактические отклонения. В первом от номинала, во втором от допуска (от ВГД
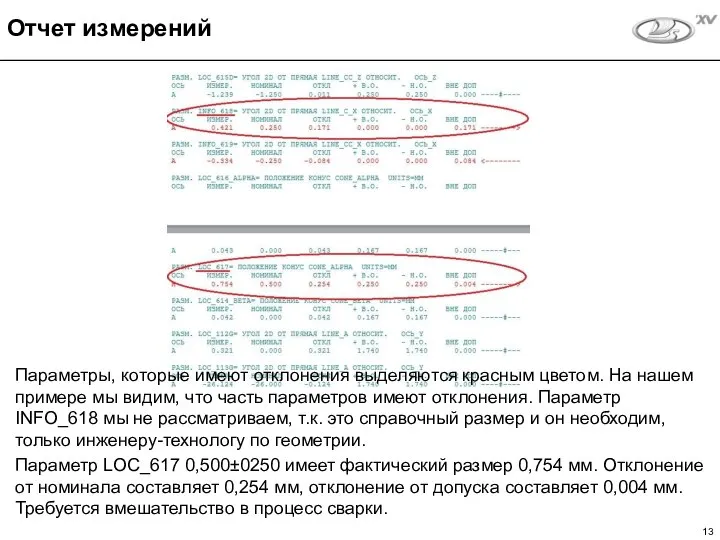
- 13. Отчет измерений Параметры, которые имеют отклонения выделяются красным цветом. На нашем примере мы видим, что часть
- 14. В случае обнаружения отклонения необходимо: Осмотреть всю деталь, возможно на ней остались окалины или заусенцы. При
- 15. зажима детали. При зажатии детали в сварочной оснастке не должно быть зазоров между базовыми упорами и
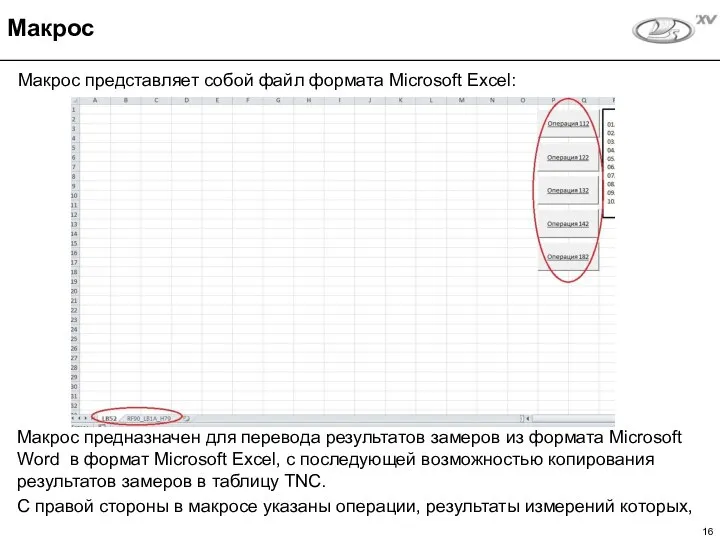
- 16. Макрос представляет собой файл формата Microsoft Excel: Макрос Макрос предназначен для перевода результатов замеров из формата
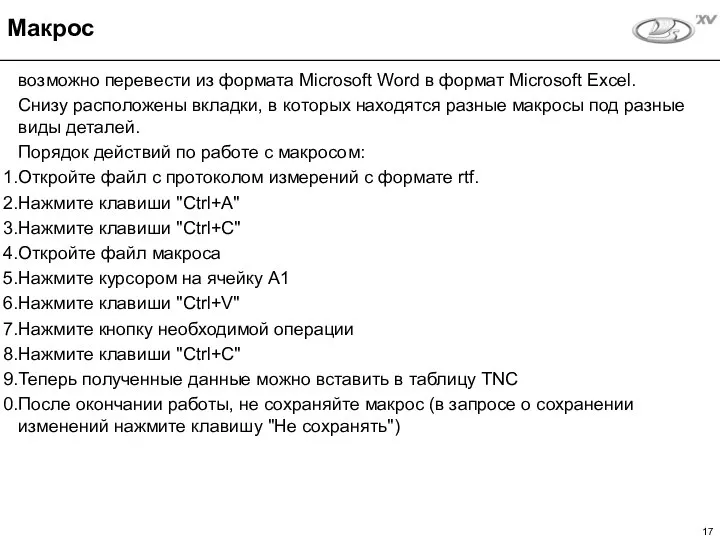
- 17. возможно перевести из формата Microsoft Word в формат Microsoft Excel. Снизу расположены вкладки, в которых находятся
- 18. Таблица TNC представляет собой файл формата Microsoft Excel: Таблица TNC Таблица TNC предназначена для проведения мониторинга
- 19. отслеживать запросы на отклонение за каждый день. Структура таблицы TNC следующая: Таблица TNC Крайняя левая часть
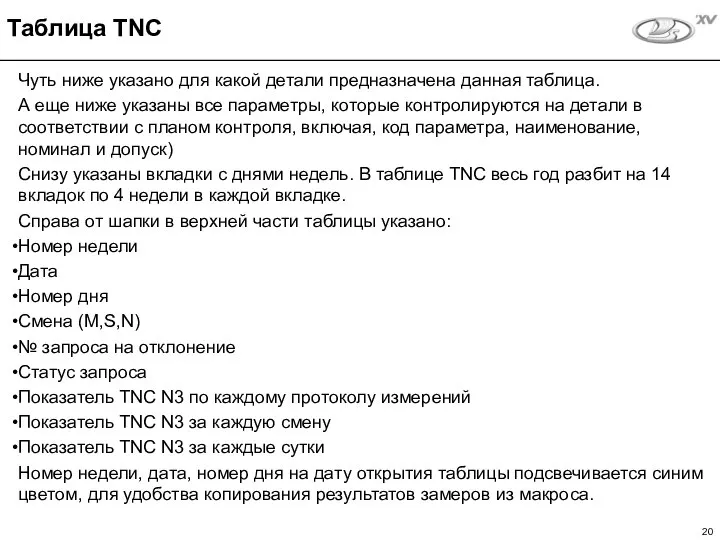
- 20. Чуть ниже указано для какой детали предназначена данная таблица. А еще ниже указаны все параметры, которые
- 21. Ползунок находящийся снизу таблицы, после вкладок с неделями, позволяет перемещаться и просматривать результаты замеров за 4
- 22. В случае появления отклонения любого параметра, это отражается на показателе TNC N3 как и за замер,
- 23. Статус PDCA присваивается запросу, который находиться на согласовании у инженера по геометрии. Статус QWS присваивается запросу,
- 24. По каждому параметру рассчитываются показатели воспроизводимости CAP/CPK за каждую неделю, а так же за последние 4
- 25. Для пояснения можно провести некоторую аналогию: Вы стреляете по мишени из ружья. Если попадаете точно "в
- 26. гаража. Гараж определяет допустимые пределы, машина - результат процесса. Если машина только чуть-чуть меньше, чем гараж,
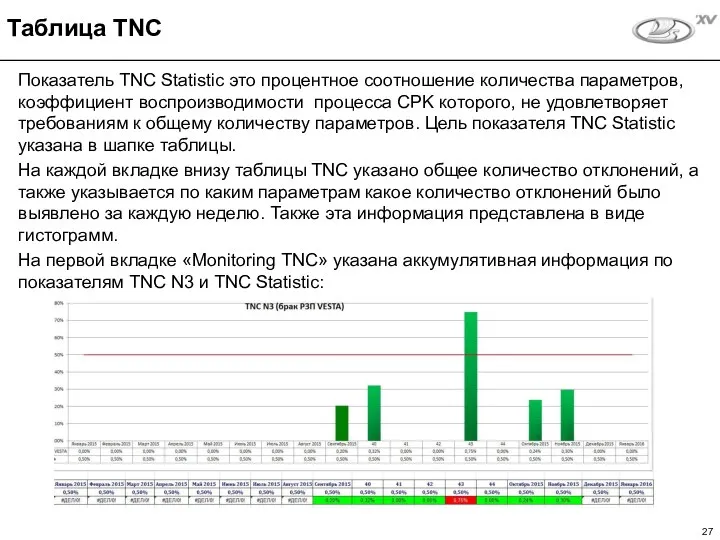
- 27. Показатель TNC Statistic это процентное соотношение количества параметров, коэффициент воспроизводимости процесса CPK которого, не удовлетворяет требованиям
- 28. Информация представлена в виде гистограмм, можно посмотреть информацию, как за неделю, так и за месяц. Для
- 30. Скачать презентацию
Согласно плана контроля изготовления деталей в цехах 24P10 и 24N30 Производства
Согласно плана контроля изготовления деталей в цехах 24P10 и 24N30 Производства
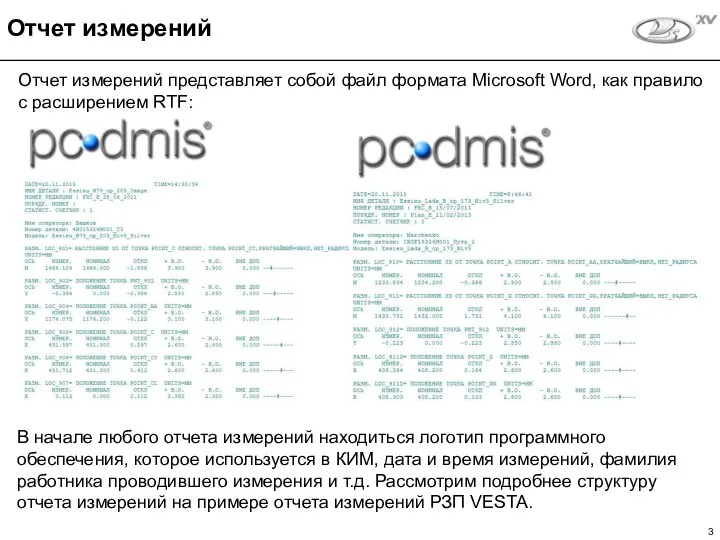
Отчет измерений представляет собой файл формата Microsoft Word, как правило с
Отчет измерений представляет собой файл формата Microsoft Word, как правило с
Отчет измерений
В начале указан логотип программного комплекса установленного на КИМ. Указана
Отчет измерений
В начале указан логотип программного комплекса установленного на КИМ. Указана
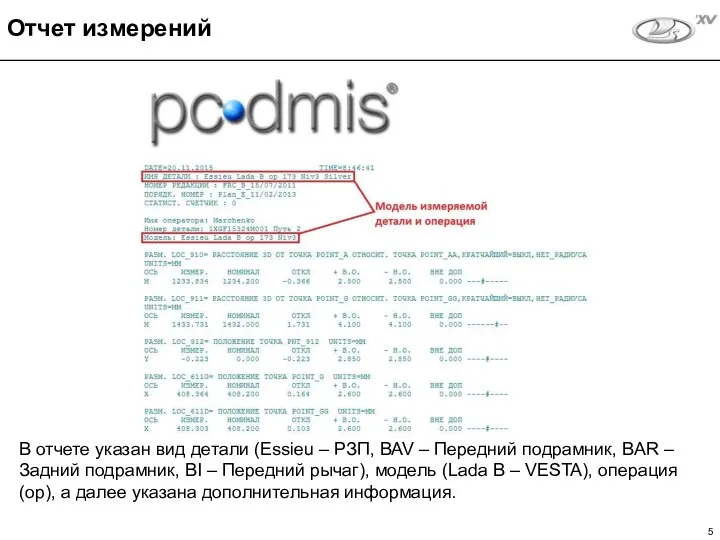
В отчете указан вид детали (Essieu – РЗП, BAV – Передний
В отчете указан вид детали (Essieu – РЗП, BAV – Передний

Далее в отчете указан индекс и дата модификации FRC, а основании
Далее в отчете указан индекс и дата модификации FRC, а основании
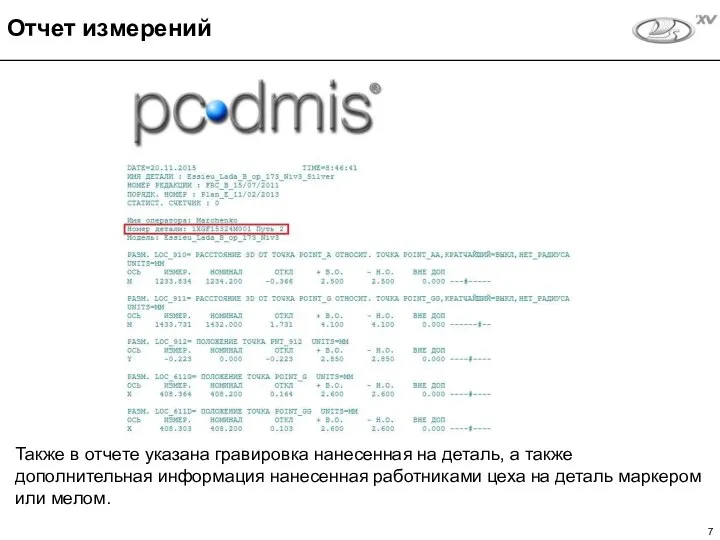
Также в отчете указана гравировка нанесенная на деталь, а также дополнительная
Также в отчете указана гравировка нанесенная на деталь, а также дополнительная
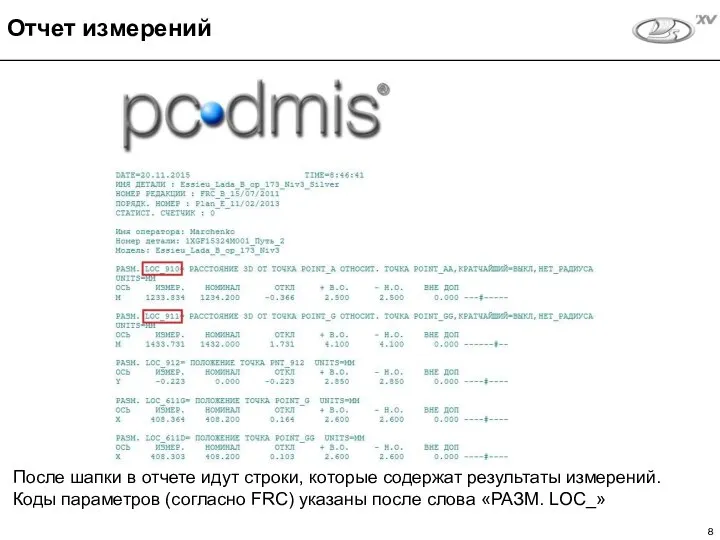
После шапки в отчете идут строки, которые содержат результаты измерений. Коды
После шапки в отчете идут строки, которые содержат результаты измерений. Коды
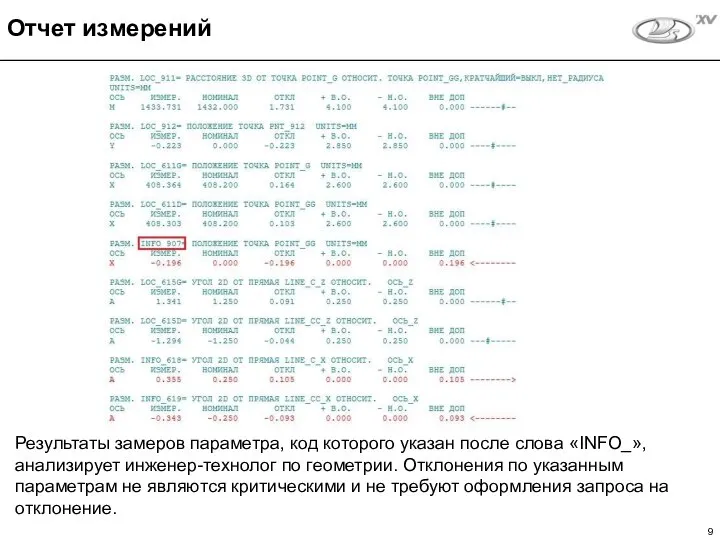
Результаты замеров параметра, код которого указан после слова «INFO_», анализирует инженер-технолог
Результаты замеров параметра, код которого указан после слова «INFO_», анализирует инженер-технолог
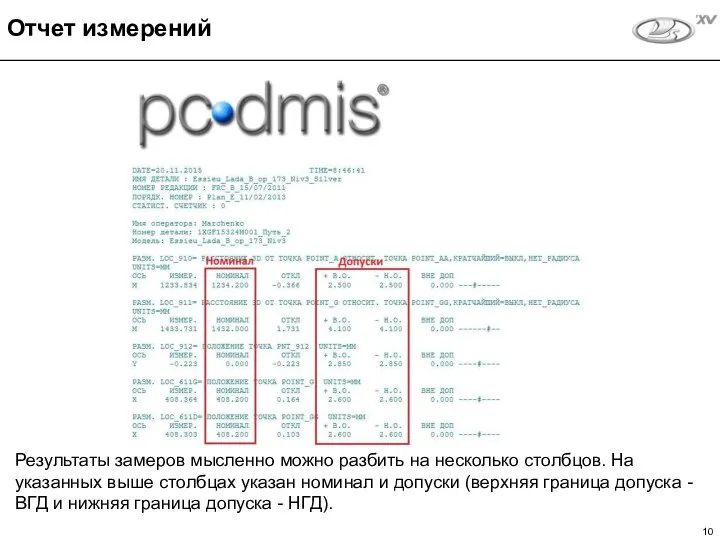
Результаты замеров мысленно можно разбить на несколько столбцов. На указанных выше
Результаты замеров мысленно можно разбить на несколько столбцов. На указанных выше

В данном столбце указано фактическое значение указанных параметров.
Отчет измерений
В данном столбце указано фактическое значение указанных параметров.
Отчет измерений
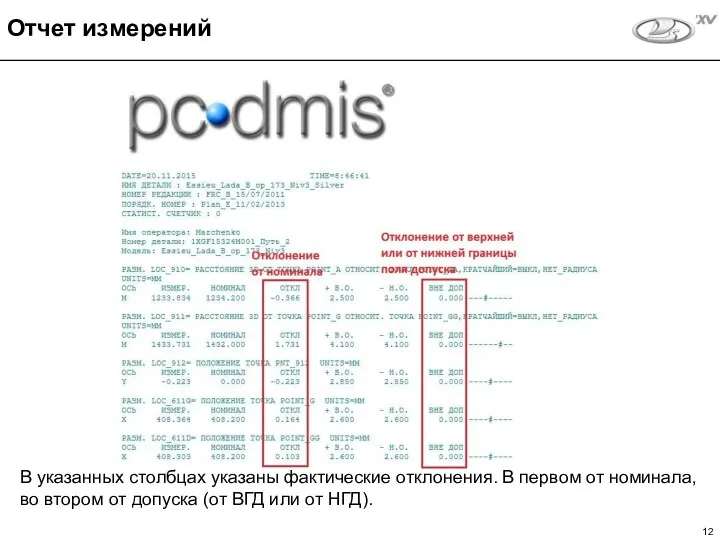
В указанных столбцах указаны фактические отклонения. В первом от номинала, во
В указанных столбцах указаны фактические отклонения. В первом от номинала, во
Отчет измерений
Параметры, которые имеют отклонения выделяются красным цветом. На нашем примере
Отчет измерений
Параметры, которые имеют отклонения выделяются красным цветом. На нашем примере
В случае обнаружения отклонения необходимо:
Осмотреть всю деталь, возможно на ней остались
В случае обнаружения отклонения необходимо:
Осмотреть всю деталь, возможно на ней остались
зажима детали. При зажатии детали в сварочной оснастке не должно быть
зажима детали. При зажатии детали в сварочной оснастке не должно быть
Макрос представляет собой файл формата Microsoft Excel:
Макрос
Макрос предназначен для перевода результатов
Макрос представляет собой файл формата Microsoft Excel:
Макрос
Макрос предназначен для перевода результатов
возможно перевести из формата Microsoft Word в формат Microsoft Excel.
Снизу расположены
возможно перевести из формата Microsoft Word в формат Microsoft Excel.
Снизу расположены
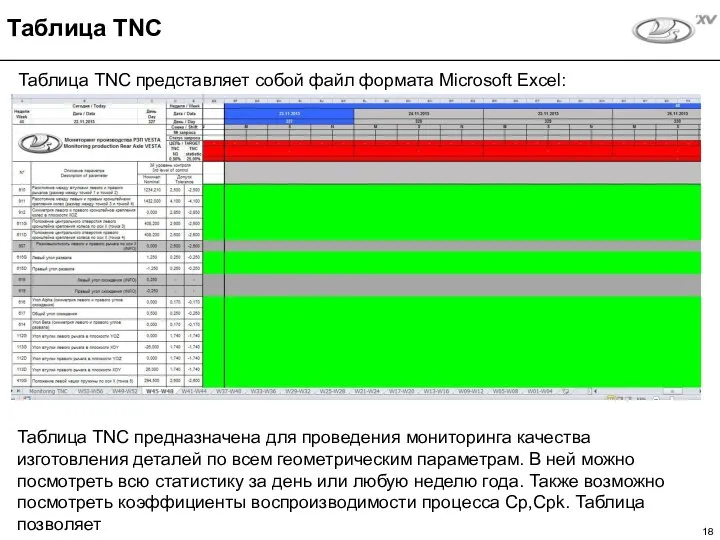
Таблица TNC представляет собой файл формата Microsoft Excel:
Таблица TNC
Таблица TNC предназначена
Таблица TNC представляет собой файл формата Microsoft Excel:
Таблица TNC
Таблица TNC предназначена

отслеживать запросы на отклонение за каждый день.
Структура таблицы TNC следующая:
Таблица TNC
Крайняя
отслеживать запросы на отклонение за каждый день.
Структура таблицы TNC следующая:
Таблица TNC
Крайняя
Чуть ниже указано для какой детали предназначена данная таблица.
А еще ниже
Чуть ниже указано для какой детали предназначена данная таблица.
А еще ниже
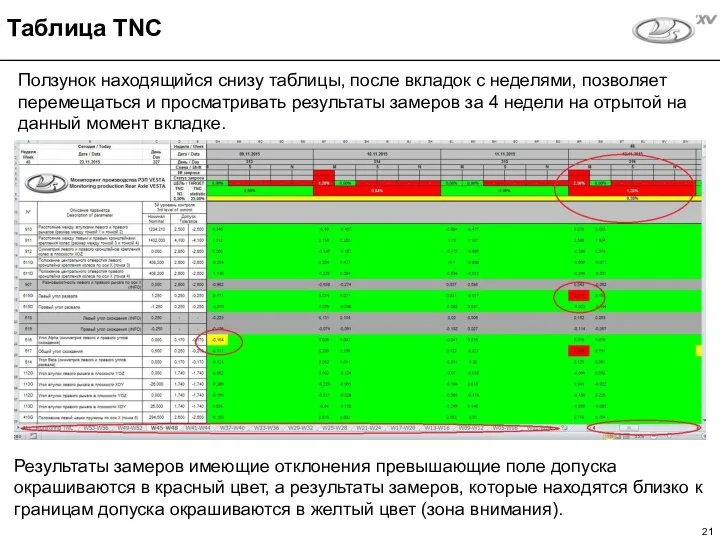
Ползунок находящийся снизу таблицы, после вкладок с неделями, позволяет перемещаться и
Ползунок находящийся снизу таблицы, после вкладок с неделями, позволяет перемещаться и
В случае появления отклонения любого параметра, это отражается на показателе TNC
В случае появления отклонения любого параметра, это отражается на показателе TNC
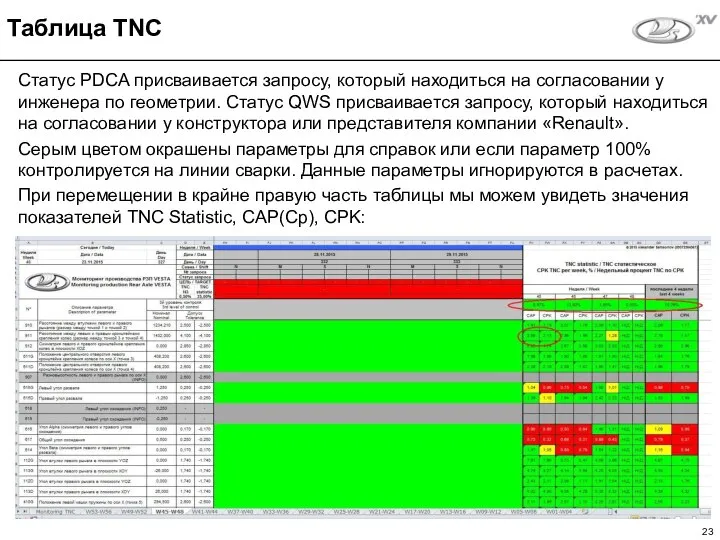
Статус PDCA присваивается запросу, который находиться на согласовании у инженера по
Статус PDCA присваивается запросу, который находиться на согласовании у инженера по
По каждому параметру рассчитываются показатели воспроизводимости CAP/CPK за каждую неделю, а
По каждому параметру рассчитываются показатели воспроизводимости CAP/CPK за каждую неделю, а
Для пояснения можно провести некоторую аналогию: Вы стреляете по мишени из
Для пояснения можно провести некоторую аналогию: Вы стреляете по мишени из
гаража. Гараж определяет допустимые пределы, машина - результат процесса. Если машина
гаража. Гараж определяет допустимые пределы, машина - результат процесса. Если машина
Показатель TNC Statistic это процентное соотношение количества параметров, коэффициент воспроизводимости процесса
Показатель TNC Statistic это процентное соотношение количества параметров, коэффициент воспроизводимости процесса
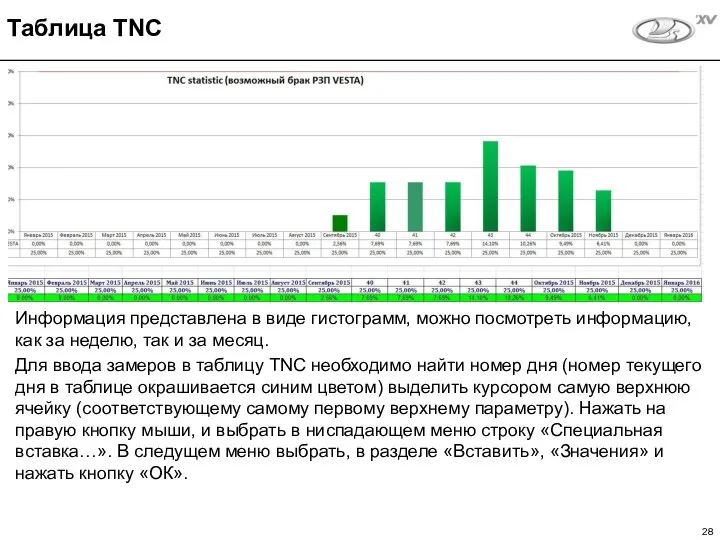
Информация представлена в виде гистограмм, можно посмотреть информацию, как за неделю,
Информация представлена в виде гистограмм, можно посмотреть информацию, как за неделю,
 ПономаренкоГалль4.06
ПономаренкоГалль4.06 Технология машиностроения
Технология машиностроения Презентація
Презентація 20151216_urok_no15_formirovanie_srednevekovyh_gorodov
20151216_urok_no15_formirovanie_srednevekovyh_gorodov Газета №6. I love english
Газета №6. I love english диагностика 4-5 лет
диагностика 4-5 лет Машинные швы
Машинные швы Инструкция по диагностике проблем мотора вентилятора отопителя
Инструкция по диагностике проблем мотора вентилятора отопителя Реализация приоритетного проекта Формирование комфортной городской среды на территории МО Уемское на 2018 год
Реализация приоритетного проекта Формирование комфортной городской среды на территории МО Уемское на 2018 год Доклад директора ГБУ Жилищник района Котловка
Доклад директора ГБУ Жилищник района Котловка Архитектура
Архитектура Работы нулевого цикла
Работы нулевого цикла Конструирование и моделирование швейных изделий (7 класс)
Конструирование и моделирование швейных изделий (7 класс) Управление денежными потоками организации
Управление денежными потоками организации BAE Systems, Inc. Sectors at a Glance
BAE Systems, Inc. Sectors at a Glance “Discovery Investigation Agency ”
“Discovery Investigation Agency ” Электрические приборы в доме
Электрические приборы в доме Проф. требования. Методы конструирования
Проф. требования. Методы конструирования Колаж книжкові виставки
Колаж книжкові виставки Первые работы Фобс
Первые работы Фобс 20180109_orlovskaya_oblast-80_let
20180109_orlovskaya_oblast-80_let 220722 Маркетинг ивент_фотозона
220722 Маркетинг ивент_фотозона Стали и серые чугуны
Стали и серые чугуны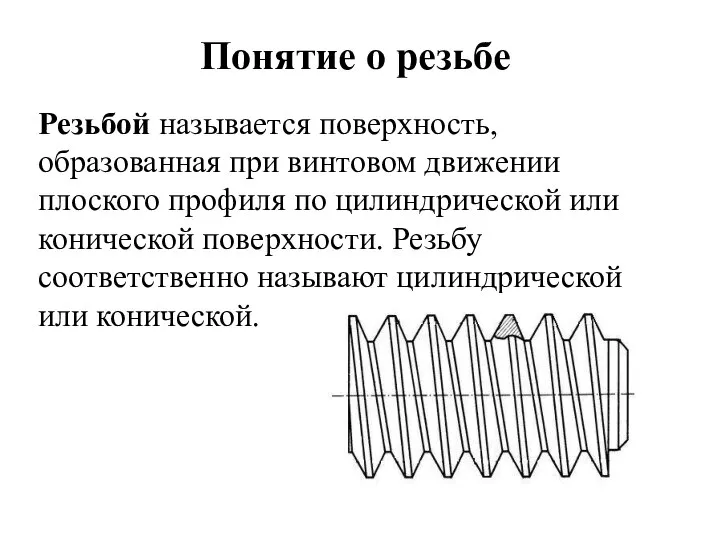 Понятие о резьбе
Понятие о резьбе Знакообразование
Знакообразование Светлая память всем, кого с нами нет
Светлая память всем, кого с нами нет Вопросы для обсуждения комедии А.В.Сухово-Кобылина Свадьба Кречинского в постановке Театра им. Моссовета
Вопросы для обсуждения комедии А.В.Сухово-Кобылина Свадьба Кречинского в постановке Театра им. Моссовета Аналоговые перемножетели напряжений
Аналоговые перемножетели напряжений