- Проектирование сварных конструкций

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ Материалы сварных конструкций, их выбор в зависимости от условий эксплуатации. Основные принципы расчета сварных
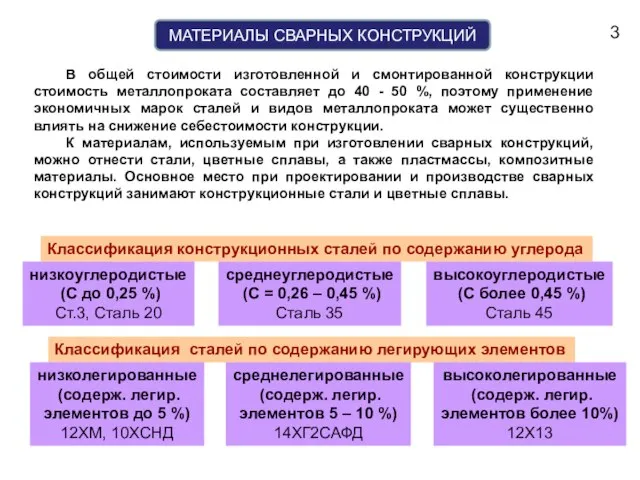
- 3. МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ В общей стоимости изготовленной и смонтированной конструкции стоимость металлопроката составляет до 40 -
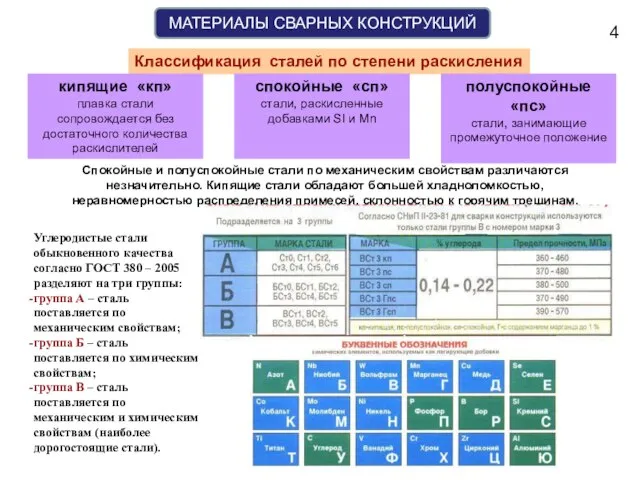
- 4. МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ Спокойные и полуспокойные стали по механическим свойствам различаются незначительно. Кипящие стали обладают большей
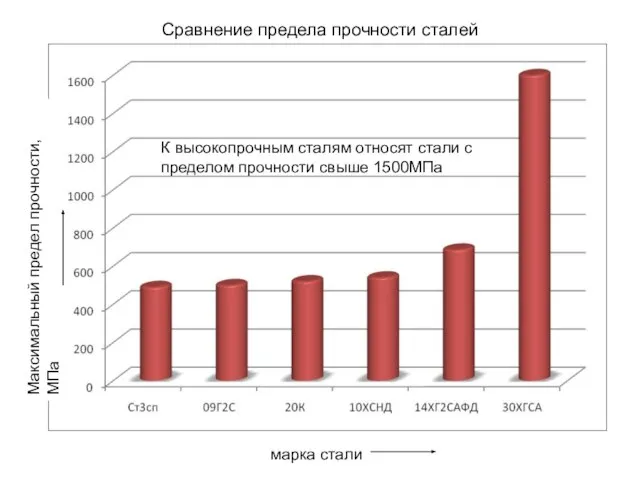
- 5. Сравнение предела прочности сталей марка стали Максимальный предел прочности, МПа К высокопрочным сталям относят стали с
- 6. В отраслях промышленности, где основными факторами являются низкий вес и высокая удельная прочность конструкции (авиа- и
- 7. ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ (LIMIT STATES): Состояния, при которых конструкция не отвечает требованиям норм проектирования, т.е. теряют способность
- 8. В основу расчета по методу предельного состояния положены РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ R, значения которых определяются отношением: Допускаемые
- 10. Допускаемые напряжения при РАСТЯЖЕНИИ [σ]р обычно понимают как основные. Допускаемые напряжения при других видах усилий определяются
- 11. РАСЧЕТ И КОНСТРУИРОВАНИЕ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ ДУГОВОЙ СВАРКЕ. Для сварных швов, нагруженных комбинированной нагрузкой, результирующие эквивалентные
- 13. РАСЧЕТ И КОНСТРУИРОВАНИЕ УГЛОВЫХ ШВОВ ПРИ ДУГОВОЙ СВАРКЕ нахлесточное соединение тавровое соединение Сечения углового шва с
- 14. Aw – площадь сечения [мм2] Iw - момент инерции сечения [мм 4] Jw – полярный момент
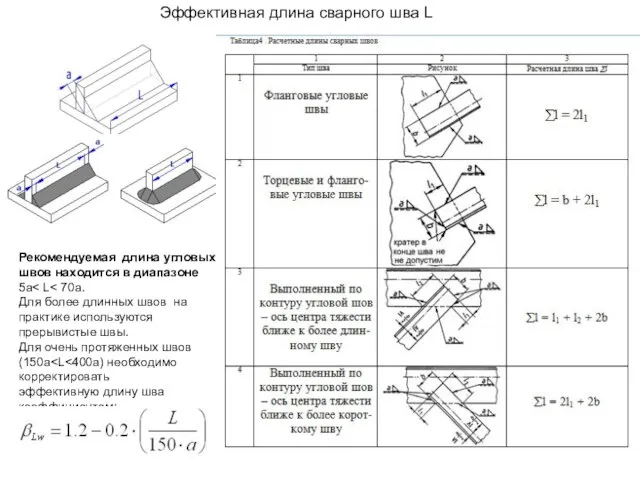
- 15. Эффективная длина сварного шва L Рекомендуемая длина угловых швов находится в диапазоне 5a Для более длинных
- 16. Минимальный катет шва в машиностроении принимают равным 3 мм, исключения составляют конструкции, в которых толщина самого
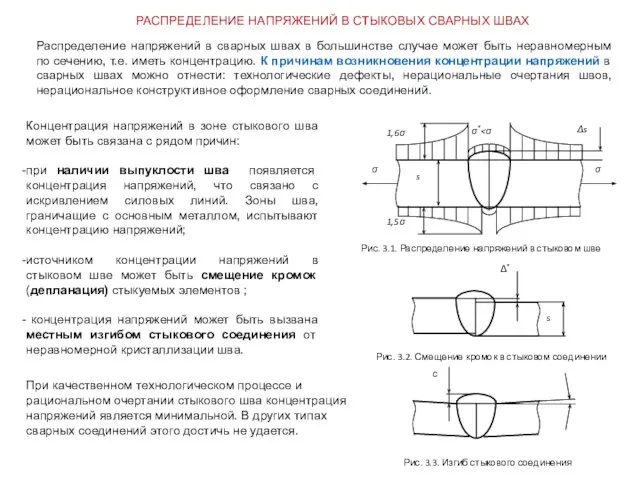
- 17. РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СТЫКОВЫХ СВАРНЫХ ШВАХ Распределение напряжений в сварных швах в большинстве случае может быть
- 18. В лобовых швах тавровых соединений большое влияние на распределение напряжений оказывает конфигурация поперечного сечения шва (глубина
- 20. Основные понятия и определения при расчете на циклическую прочность Прочность сварного соединения при переменных нагрузках зависит
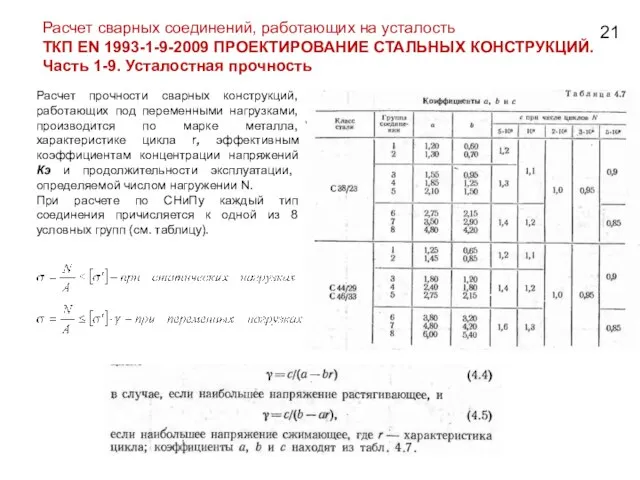
- 21. Расчет сварных соединений, работающих на усталость ТКП EN 1993-1-9-2009 ПРОЕКТИРОВАНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ. Часть 1-9. Усталостная прочность
- 25. Классификация напряжений и деформаций. Механизм образования Сварка, как и другие процессы тепловой обработки металла (прокатка, литье,
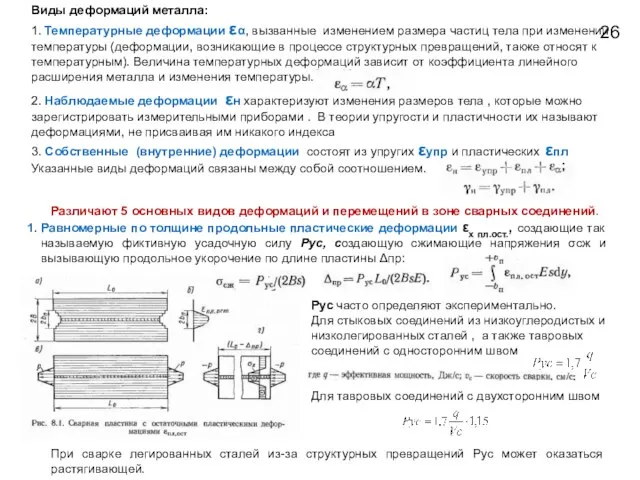
- 26. 2. Наблюдаемые деформации εн характеризуют изменения размеров тела , которые можно зарегистрировать измерительными приборами . В
- 27. 2. Равномерные по толщине поперечные пластические деформации εy пл.ост., создающие поперечную усадочную силу и вызывающие поперечное
- 28. 4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых листов (потеря устойчивости) . Такие
- 30. Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина по сравнению с высотой и
- 31. 4) Регулирование теплового воздействия на конструкцию 1) Компенсация сварочных деформаций на стадии сборки конструкции 3) Рациональная
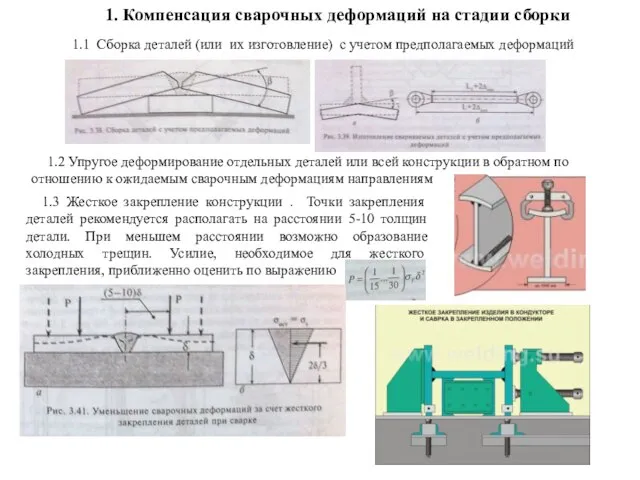
- 32. 1. Компенсация сварочных деформаций на стадии сборки 1.1 Сборка деталей (или их изготовление) с учетом предполагаемых
- 33. 2) Выбор рационального типа сварных соединений и мест расположения сварных швов - сечение швов не должно
- 34. При сварке конструкций, содержащих продольные и поперечные швы, например листовых полотнищ, поперечные швы должны быть выполнены
- 35. Снижению остаточных напряжений способствует обратноступенчатый способ выполнения шва. Этот способ рекомендуется использовать при ручной дуговой сварке.
- 36. 4) Регулирование теплового воздействия на конструкцию Должно быть направлено на 1) уменьшение доли тепла, идущего на
- 37. 5) Термомеханическая правка сварных конструкций Для устранения деформаций изгиба можно воспользоваться продольным укорочением зоны нагрева, которую
- 38. 6) Пластическое деформирование отдельных участков сварного соединения Метод проковки металла шва применяется при монтаже толстостенных конструкций.
- 39. 7) Термическая обработка сварных конструкций Проводят с целью восстановления (улучшения) механических свойств металла шва и околошовной
- 40. Для устранения деформаций применялся прием термической обработки с предварительно закрепленными торцами. Перед сваркой цилиндрическую форму торцов
- 42. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ
Материалы сварных конструкций, их выбор в зависимости от условий эксплуатации.
СОДЕРЖАНИЕ ЛЕКЦИИ
Материалы сварных конструкций, их выбор в зависимости от условий эксплуатации.
МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ
В общей стоимости изготовленной и смонтированной конструкции стоимость металлопроката
МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ
В общей стоимости изготовленной и смонтированной конструкции стоимость металлопроката
МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ
Спокойные и полуспокойные стали по механическим свойствам различаются незначительно.
МАТЕРИАЛЫ СВАРНЫХ КОНСТРУКЦИЙ
Спокойные и полуспокойные стали по механическим свойствам различаются незначительно.
Сравнение предела прочности сталей
марка стали
Максимальный предел прочности, МПа
К высокопрочным сталям относят
Сравнение предела прочности сталей
марка стали
Максимальный предел прочности, МПа
К высокопрочным сталям относят
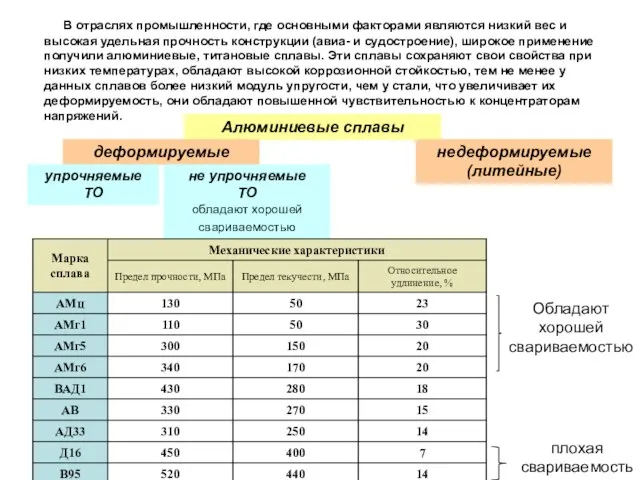
В отраслях промышленности, где основными факторами являются низкий вес
В отраслях промышленности, где основными факторами являются низкий вес

ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ (LIMIT STATES): Состояния, при которых конструкция не отвечает требованиям
ПРЕДЕЛЬНЫЕ СОСТОЯНИЯ (LIMIT STATES): Состояния, при которых конструкция не отвечает требованиям
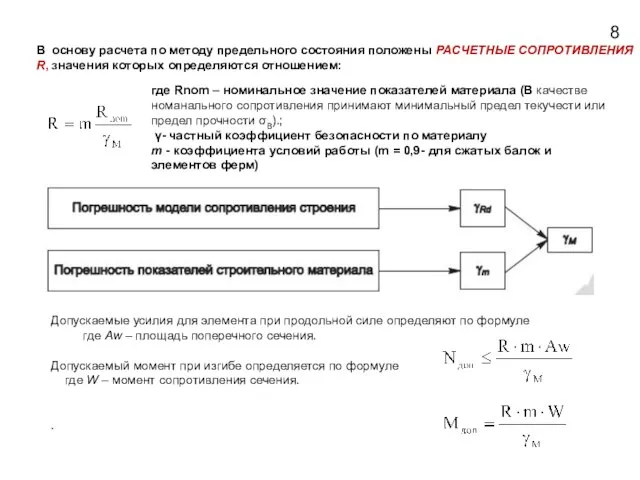
В основу расчета по методу предельного состояния положены РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ R,
В основу расчета по методу предельного состояния положены РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ R,

![Допускаемые напряжения при РАСТЯЖЕНИИ [σ]р обычно понимают как основные. Допускаемые напряжения](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/580841/slide-9.jpg)
Допускаемые напряжения при РАСТЯЖЕНИИ [σ]р обычно понимают как основные. Допускаемые напряжения
Допускаемые напряжения при РАСТЯЖЕНИИ [σ]р обычно понимают как основные. Допускаемые напряжения

РАСЧЕТ И КОНСТРУИРОВАНИЕ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ ДУГОВОЙ СВАРКЕ.
Для сварных швов, нагруженных
РАСЧЕТ И КОНСТРУИРОВАНИЕ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ ДУГОВОЙ СВАРКЕ.
Для сварных швов, нагруженных


РАСЧЕТ И КОНСТРУИРОВАНИЕ УГЛОВЫХ ШВОВ ПРИ ДУГОВОЙ СВАРКЕ
нахлесточное соединение
тавровое соединение
Сечения углового
РАСЧЕТ И КОНСТРУИРОВАНИЕ УГЛОВЫХ ШВОВ ПРИ ДУГОВОЙ СВАРКЕ
нахлесточное соединение
тавровое соединение
Сечения углового
![Aw – площадь сечения [мм2] Iw - момент инерции сечения [мм](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/580841/slide-13.jpg)
Aw – площадь сечения [мм2]
Iw - момент инерции сечения [мм 4]
Jw
Aw – площадь сечения [мм2] Iw - момент инерции сечения [мм 4] Jw
Эффективная длина сварного шва L
Рекомендуемая длина угловых швов находится в диапазоне
Эффективная длина сварного шва L
Рекомендуемая длина угловых швов находится в диапазоне
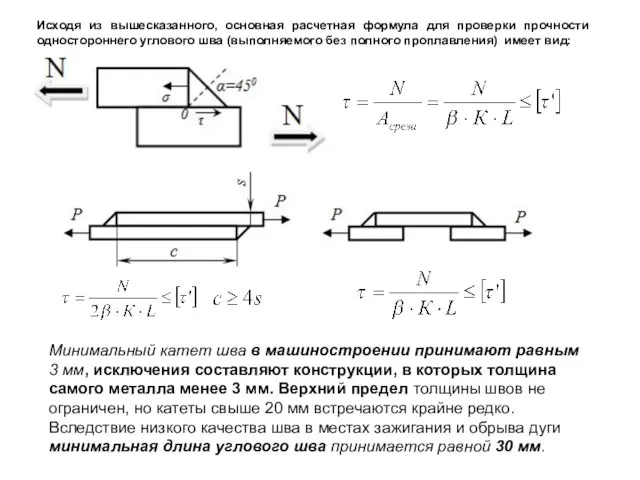
Минимальный катет шва в машиностроении принимают равным 3 мм, исключения составляют
Минимальный катет шва в машиностроении принимают равным 3 мм, исключения составляют
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СТЫКОВЫХ СВАРНЫХ ШВАХ
Распределение напряжений в сварных швах в
РАСПРЕДЕЛЕНИЕ НАПРЯЖЕНИЙ В СТЫКОВЫХ СВАРНЫХ ШВАХ
Распределение напряжений в сварных швах в
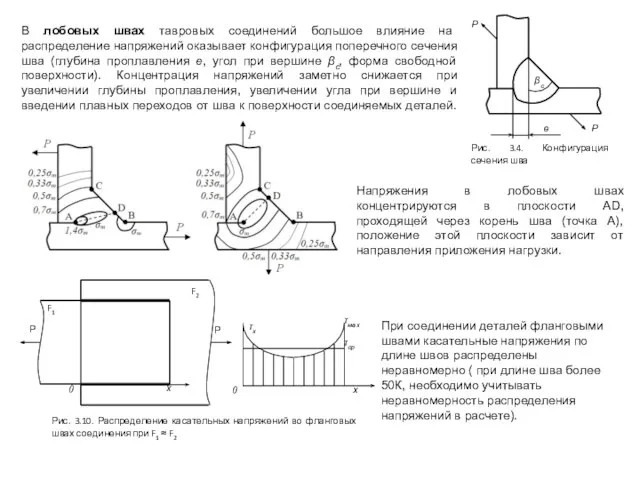
В лобовых швах тавровых соединений большое влияние на распределение напряжений оказывает
В лобовых швах тавровых соединений большое влияние на распределение напряжений оказывает


Основные понятия и определения при расчете на циклическую прочность
Прочность сварного соединения
Основные понятия и определения при расчете на циклическую прочность
Прочность сварного соединения
Расчет сварных соединений, работающих на усталость
ТКП EN 1993-1-9-2009 ПРОЕКТИРОВАНИЕ СТАЛЬНЫХ
Расчет сварных соединений, работающих на усталость
ТКП EN 1993-1-9-2009 ПРОЕКТИРОВАНИЕ СТАЛЬНЫХ



Классификация напряжений и деформаций. Механизм образования
Сварка, как и другие процессы тепловой
Классификация напряжений и деформаций. Механизм образования
Сварка, как и другие процессы тепловой
2. Наблюдаемые деформации εн характеризуют изменения размеров тела , которые можно
2. Наблюдаемые деформации εн характеризуют изменения размеров тела , которые можно

2. Равномерные по толщине поперечные пластические деформации εy пл.ост., создающие поперечную
2. Равномерные по толщине поперечные пластические деформации εy пл.ост., создающие поперечную
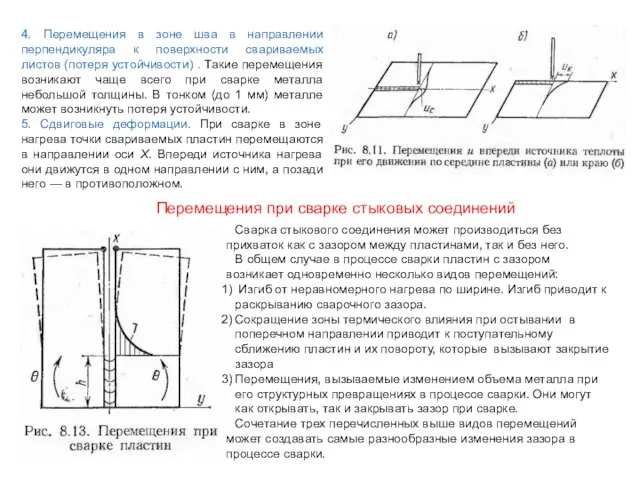
4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых
4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых

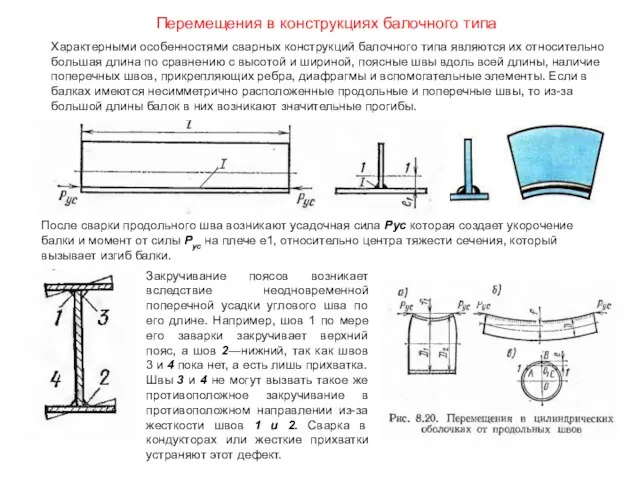
Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина
Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина

4) Регулирование теплового воздействия на конструкцию
1) Компенсация сварочных деформаций на
4) Регулирование теплового воздействия на конструкцию
1) Компенсация сварочных деформаций на
1. Компенсация сварочных деформаций на стадии сборки
1.1 Сборка деталей (или их
1. Компенсация сварочных деформаций на стадии сборки
1.1 Сборка деталей (или их

2) Выбор рационального типа сварных соединений и мест расположения сварных швов
-
2) Выбор рационального типа сварных соединений и мест расположения сварных швов
-

При сварке конструкций, содержащих продольные и поперечные швы, например листовых полотнищ,
При сварке конструкций, содержащих продольные и поперечные швы, например листовых полотнищ,

Снижению остаточных напряжений способствует обратноступенчатый способ выполнения шва. Этот способ рекомендуется
Снижению остаточных напряжений способствует обратноступенчатый способ выполнения шва. Этот способ рекомендуется

4) Регулирование теплового воздействия на конструкцию
Должно быть направлено на 1) уменьшение
4) Регулирование теплового воздействия на конструкцию
Должно быть направлено на 1) уменьшение

5) Термомеханическая правка сварных конструкций
Для устранения деформаций изгиба можно воспользоваться продольным
5) Термомеханическая правка сварных конструкций
Для устранения деформаций изгиба можно воспользоваться продольным

6) Пластическое деформирование отдельных участков сварного соединения
Метод проковки металла шва применяется при
6) Пластическое деформирование отдельных участков сварного соединения
Метод проковки металла шва применяется при

7) Термическая обработка сварных конструкций
Проводят с целью восстановления (улучшения) механических свойств
7) Термическая обработка сварных конструкций
Проводят с целью восстановления (улучшения) механических свойств
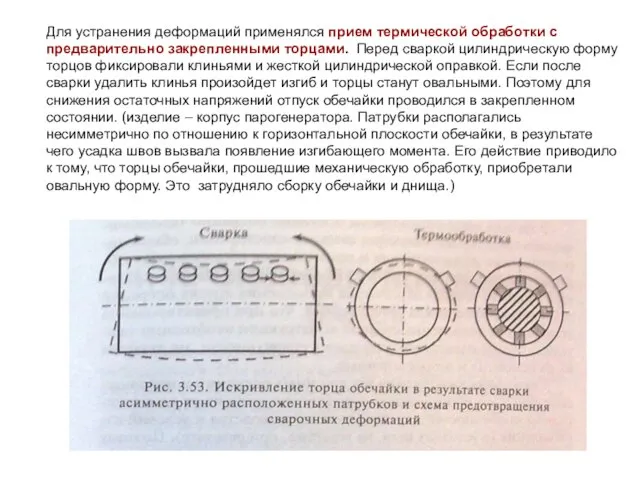
Для устранения деформаций применялся прием термической обработки с предварительно закрепленными торцами.
Для устранения деформаций применялся прием термической обработки с предварительно закрепленными торцами.
 Автоматизация производства в легкой промышленности
Автоматизация производства в легкой промышленности Беспроводные и 4-х проводные видеодомофоны, многоабонентские домофонные системы и системы сигнализаций
Беспроводные и 4-х проводные видеодомофоны, многоабонентские домофонные системы и системы сигнализаций Технология сверления заготовок на настольном сверлильном станке
Технология сверления заготовок на настольном сверлильном станке Пищеварение в тонкой и толстой кишке. Всасывание. Моторная функция пищеварительного тракта
Пищеварение в тонкой и толстой кишке. Всасывание. Моторная функция пищеварительного тракта 20171119_kompleknyy_analiz_teksta
20171119_kompleknyy_analiz_teksta Информация о городских новогодних и рождественских мероприятиях
Информация о городских новогодних и рождественских мероприятиях Понятие плитки и ее применение
Понятие плитки и ее применение Техника безопасности на производстве
Техника безопасности на производстве Платы макетно-отладочные
Платы макетно-отладочные Архитектура ПО
Архитектура ПО Казанский зооботсад
Казанский зооботсад Международная премия
Международная премия Ковровые изделия
Ковровые изделия Охранять природу – значит охранять Родину
Охранять природу – значит охранять Родину Жанры ИЗО для учащихся по программе Живопись. Рисунок 3 год обучения
Жанры ИЗО для учащихся по программе Живопись. Рисунок 3 год обучения 20160118_bludnyy_syn
20160118_bludnyy_syn Презентация Новый город финал
Презентация Новый город финал 20130316_dobroe_otnoshenie_k_okruzhayushchim_-_2_chast
20130316_dobroe_otnoshenie_k_okruzhayushchim_-_2_chast Гигиена жилища
Гигиена жилища Цвета флага ДНР
Цвета флага ДНР Экскурсия в Оружейную палату Московского кремля
Экскурсия в Оружейную палату Московского кремля 20120301_longfello111
20120301_longfello111 8 марта 2014
8 марта 2014 20120328_prava_i_polnomochiya_glavy_gosudarstva
20120328_prava_i_polnomochiya_glavy_gosudarstva Эскизная компоновка зубчатого редуктора. Редуктор цилиндрический одноступенчатый горизонтальный
Эскизная компоновка зубчатого редуктора. Редуктор цилиндрический одноступенчатый горизонтальный 20160215_novoe_i_noveyshee_vremya
20160215_novoe_i_noveyshee_vremya 20170125_my_so_zvukom_ch_igraem_
20170125_my_so_zvukom_ch_igraem_ Арматура и арматурные изделия
Арматура и арматурные изделия