- Программирование токарных станков с ЧПУ Fanuc. Циклы

Содержание
- 2. Управляемые оси станка
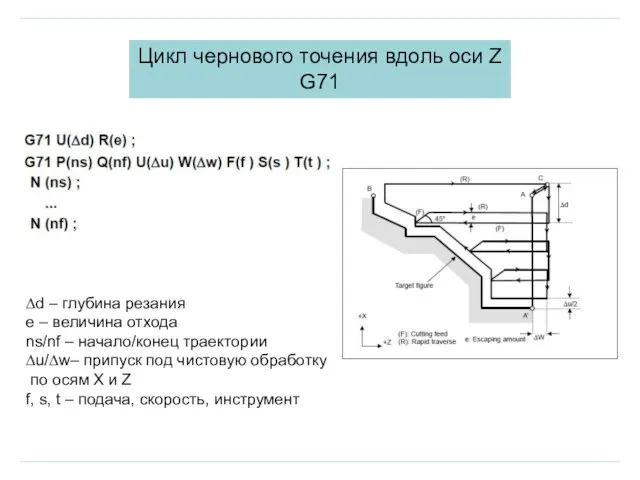
- 3. Цикл чернового точения вдоль оси Z G71 ∆d – глубина резания е – величина отхода ns/nf
- 4. G0 X45. Z5. G71 U1. R1. G71 P1 Q3 U1. W0.5 N1 G1 X20. Z0 F0.2
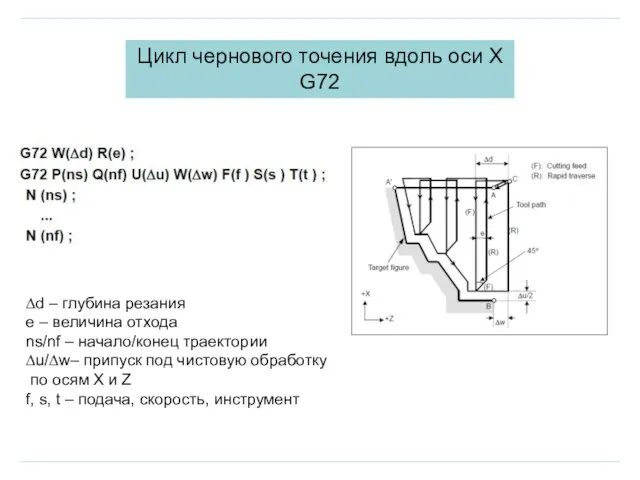
- 5. ∆d – глубина резания е – величина отхода ns/nf – начало/конец траектории ∆u/∆w– припуск под чистовую
- 6. G0 X45. Z5. G72 U1. R1. G72 P1 Q3 U1. W0.5 N1 G1 X20. Z0 F0.2
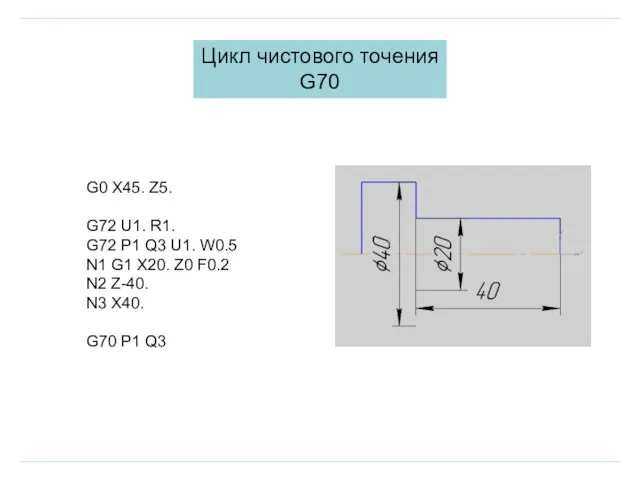
- 7. Цикл чистового точения G70 ns/nf – начало/конец траектории
- 8. G0 X45. Z5. G72 U1. R1. G72 P1 Q3 U1. W0.5 N1 G1 X20. Z0 F0.2
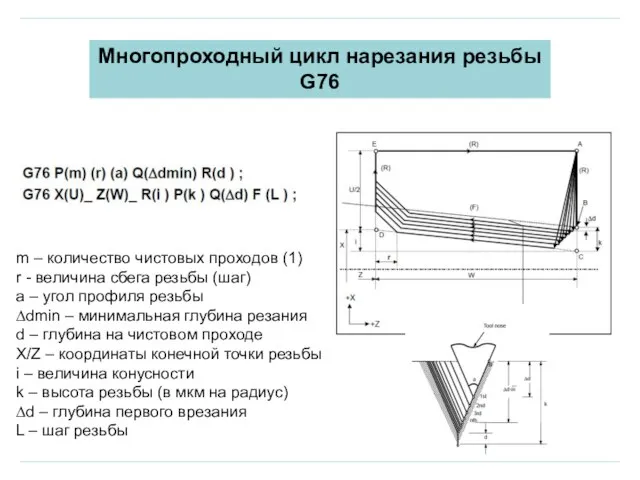
- 9. Многопроходный цикл нарезания резьбы G76 m – количество чистовых проходов (1) r - величина сбега резьбы
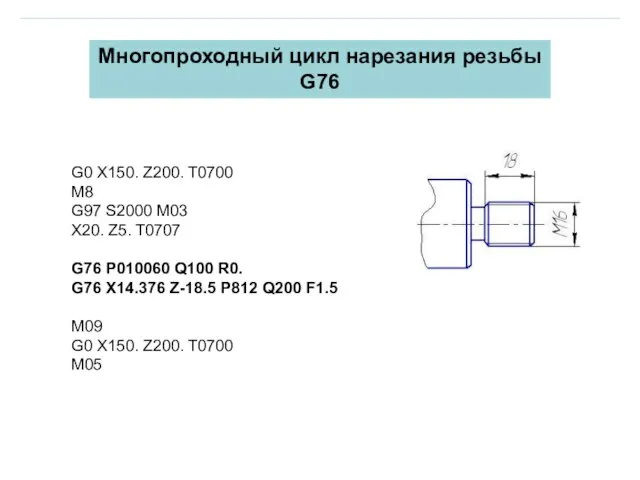
- 10. Многопроходный цикл нарезания резьбы G76 G0 X150. Z200. T0700 M8 G97 S2000 M03 X20. Z5. T0707
- 11. Цикл сверления вдоль оси Z G83 X/C/Z – координаты дна отверстия R – расстояние до начального
- 12. Цикл сверления вдоль оси Z G83 G0 X200. Z150. T0300 M8 X43. Z5. C0. T0303 G97
- 13. Цикл нарезания резьбы вдоль оси Z G84 X/C/Z – координаты дна отверстия R – расстояние до
- 15. Скачать презентацию
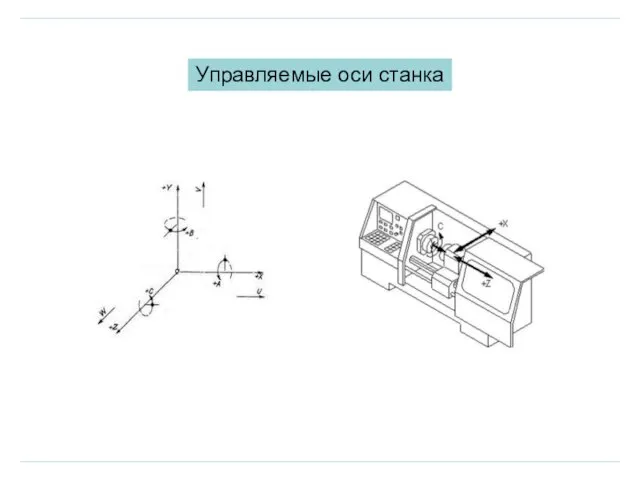
Управляемые оси станка
Управляемые оси станка
Цикл чернового точения вдоль оси Z
G71
∆d – глубина резания
е – величина
Цикл чернового точения вдоль оси Z
G71
∆d – глубина резания
е – величина
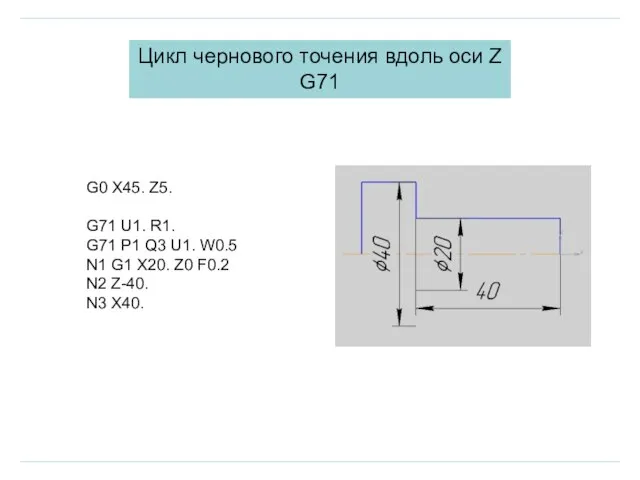
G0 X45. Z5.
G71 U1. R1.
G71 P1 Q3 U1. W0.5
N1 G1 X20.
G0 X45. Z5.
G71 U1. R1.
G71 P1 Q3 U1. W0.5
N1 G1 X20.
∆d – глубина резания
е – величина отхода
ns/nf – начало/конец траектории
∆u/∆w– припуск
∆d – глубина резания
е – величина отхода
ns/nf – начало/конец траектории
∆u/∆w– припуск

G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20.
G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20.
Цикл чистового точения
G70
ns/nf – начало/конец траектории
Цикл чистового точения
G70
ns/nf – начало/конец траектории
G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20.
G0 X45. Z5.
G72 U1. R1.
G72 P1 Q3 U1. W0.5
N1 G1 X20.
Многопроходный цикл нарезания резьбы
G76
m – количество чистовых проходов (1)
r - величина
Многопроходный цикл нарезания резьбы
G76
m – количество чистовых проходов (1)
r - величина
Многопроходный цикл нарезания резьбы
G76
G0 X150. Z200. T0700
M8
G97 S2000 M03
X20. Z5.
Многопроходный цикл нарезания резьбы
G76
G0 X150. Z200. T0700
M8
G97 S2000 M03
X20. Z5.
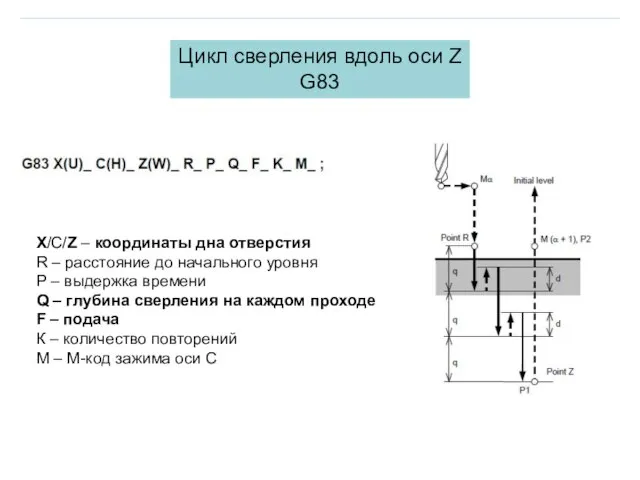
Цикл сверления вдоль оси Z
G83
X/C/Z – координаты дна отверстия
R – расстояние
Цикл сверления вдоль оси Z
G83
X/C/Z – координаты дна отверстия
R – расстояние
Цикл сверления вдоль оси Z
G83
G0 X200. Z150. T0300
M8
X43. Z5. C0. T0303
Цикл сверления вдоль оси Z
G83
G0 X200. Z150. T0300
M8
X43. Z5. C0. T0303
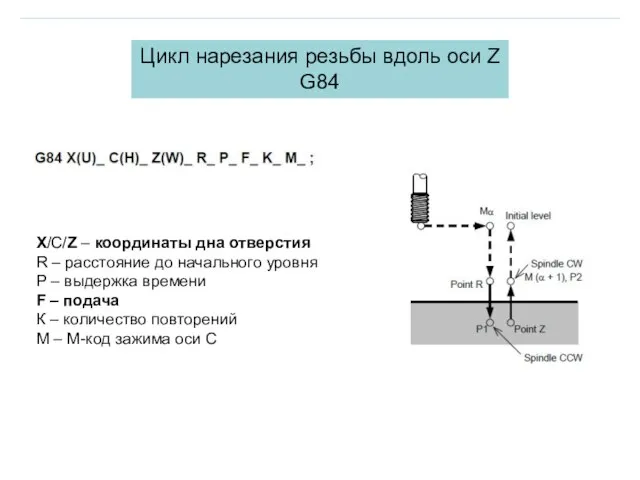
Цикл нарезания резьбы вдоль оси Z
G84
X/C/Z – координаты дна отверстия
R –
Цикл нарезания резьбы вдоль оси Z
G84
X/C/Z – координаты дна отверстия
R –
 Кормление птицы: зерносмеси, добавки для птиц
Кормление птицы: зерносмеси, добавки для птиц Простое пособие для начинающих аниматоров
Простое пособие для начинающих аниматоров Основы вибрационной диагностики
Основы вибрационной диагностики Развитие сельских территорий
Развитие сельских территорий Угримов Борис Иванович (1872-1941)
Угримов Борис Иванович (1872-1941) Основные требования к проведению калибровки семян кукурузы. Методика определения размера калиброванных семян кукурузы
Основные требования к проведению калибровки семян кукурузы. Методика определения размера калиброванных семян кукурузы Дамир бажа
Дамир бажа Система внешней сигнализации на тепловозах серии ТЭМ-18 ДМ при подаче звукового сигнала
Система внешней сигнализации на тепловозах серии ТЭМ-18 ДМ при подаче звукового сигнала Коррекционно-развивающее занятие 2 класс
Коррекционно-развивающее занятие 2 класс Моя група
Моя група Организация и управление коммерческой деятельностью в сфере розничной торговли (на примере ИП Казначеева Елена Николаевна)
Организация и управление коммерческой деятельностью в сфере розничной торговли (на примере ИП Казначеева Елена Николаевна) Призентация
Призентация Вязовская сельская библиотека
Вязовская сельская библиотека An easy way to get rid of the smell of your sneakers
An easy way to get rid of the smell of your sneakers 20150110_industrialnaya_revolyutsiya
20150110_industrialnaya_revolyutsiya Вопросы от официального оппонента профессора С.М. Халина
Вопросы от официального оппонента профессора С.М. Халина 20121119_vzaimodeystvie_i_vzaimovliyanie_istoricheskih_lichnostey
20121119_vzaimodeystvie_i_vzaimovliyanie_istoricheskih_lichnostey семинар+АИИС+КУЭ
семинар+АИИС+КУЭ Обработка накладного кармана с отворотом
Обработка накладного кармана с отворотом Библейские темы в изобразительном искусстве
Библейские темы в изобразительном искусстве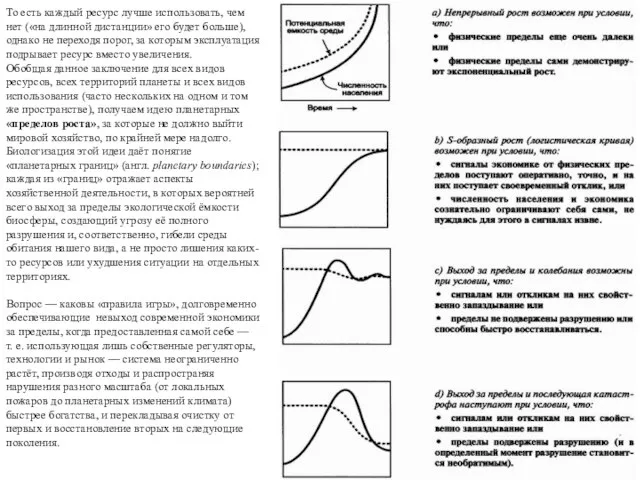 krisis predely rosta2
krisis predely rosta2 Установка предварительного сброса воды, совмещенная с дожимной насосной станцией (УПСВ)
Установка предварительного сброса воды, совмещенная с дожимной насосной станцией (УПСВ) Життєвий проект. Скориченко Анастасія
Життєвий проект. Скориченко Анастасія Правила поведения на природе
Правила поведения на природе Казанский зооботсад
Казанский зооботсад Инвестиционная привлекательность технологий переработки зерна на кормовые патоки
Инвестиционная привлекательность технологий переработки зерна на кормовые патоки 2_5449559409741012279 (3)
2_5449559409741012279 (3) Подготовка к монтажу строительных конструкций
Подготовка к монтажу строительных конструкций