- Производство и применение технических жидкостей и специальных продуктов масляного производства

Содержание
- 2. Раздел 2. Смазочно-охлаждающие технологические средства (СОТС) Назначение и классификация СОТС. Требования к качеству, методы определения физико-химических
- 3. Рекомендуемая литература "Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник". Под ред. С. Г. Энтелиса. Изд-во:
- 4. Что такое СОТС? СОТС – это все типы технологических средств на основе природных или синтетических продуктов,
- 5. Некоторые области применения СОТС Борфреза Фреза Зенковка Токарный станок с ЧПУ Механическая обработка поковок Штамповка Удаление
- 6. Основное назначение СОТС смазывают поверхности трения, отводят тепло от поверхностей трения, облегчают процесс деформации металла, удаляют
- 7. Мировое потребление СОТС - более 2,4 млн. т в год, в том числе: 60-65% СОТС применяют
- 8. Практические цели применения СОТС -снижение износа режущего инструмента при механической обработке металлов, -увеличение производительности оборудования за
- 9. ТРЕБОВАНИЯ К СОТС СОТС должны обладать следующими высокими свойствами: -смазывающими, -охлаждающими, -антифрикционными, -противозадирными, -диспергирующими, -моющими -демпфирующими
- 10. Смазывающее действие СОТС Это одно из основных требований к СОТС, т.к. они снижают трение и усилия
- 11. Охлаждающее действие СОТС. При механической обработке металлов основная часть механической энергии преобразуется в теплоту, и лишь
- 12. Высокие требования предъявляются к моющему действию СОТС, к-рое определяется способностью удалять стружку и шлам, предотвращать лако-,
- 13. СОТС должны иметь: хорошие противокоррозионные свойства, то есть не вызывать коррозии станков, инструмента и самих деталей
- 14. Экологические свойства: хорошая биоразлагаемость исключение из состава СОТС экологически опасных веществ (например, хлор- или серухлорсодержащих присадок,
- 15. Совместимость. СОTC не должны оказывать вредного воздействия на резинотехнические детали станка, вызывать их набухание или растрескивание,
- 16. Классификация СОТС По агрегатному состоянию СОТС разделены на четыре типа: газообразные СОТС, жидкие СОТС, пластичные СОТС
- 17. Обозначение СОТС Обозначение СОТС характеризует его агрегатное состояние, состав и свойства, состоит из буквенных и цифровых
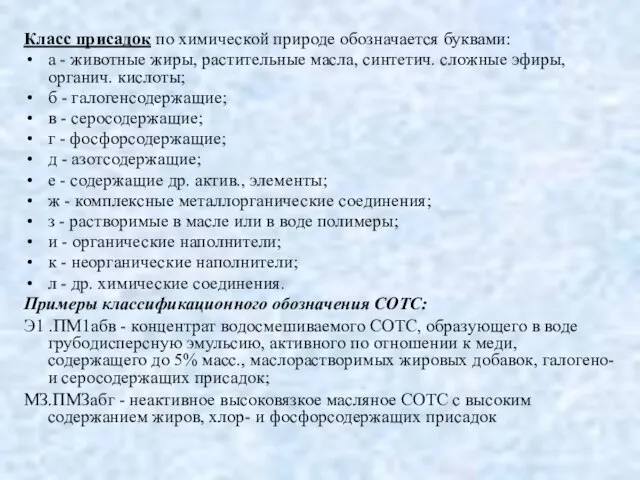
- 18. Класс присадок по химической природе обозначается буквами: а - животные жиры, растительные масла, синтетич. сложные эфиры,
- 19. Классификация СОТС для обработки металлов резанием по агрегатному состоянию
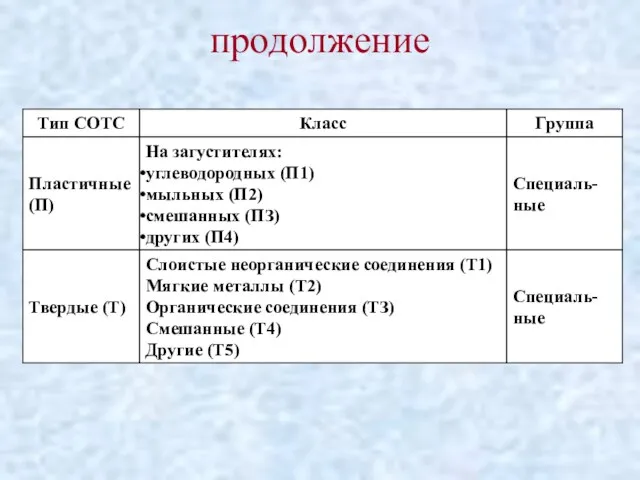
- 20. продолжение
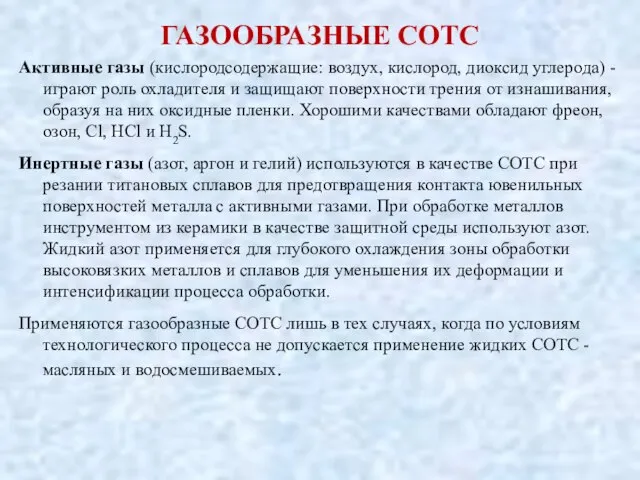
- 21. ГАЗООБРАЗНЫЕ СОТС Активные газы (кислородсодержащие: воздух, кислород, диоксид углерода) - играют роль охладителя и защищают поверхности
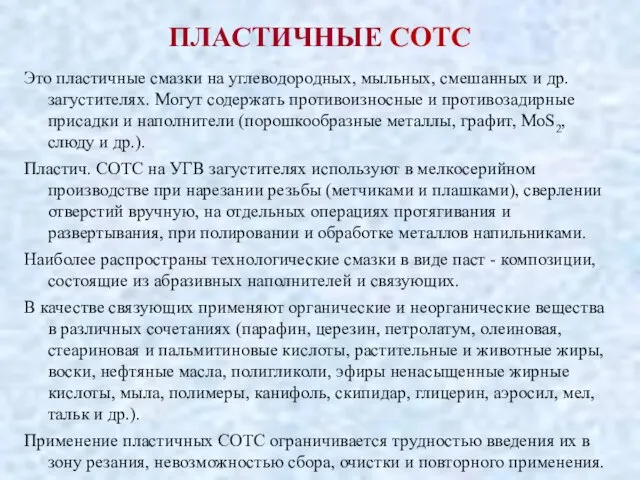
- 22. ПЛАСТИЧНЫЕ СОТС Это пластичные смазки на углеводородных, мыльных, смешанных и др. загустителях. Могут содержать противоизносные и
- 23. ТВЕРДЫЕ СОТС По химическому составу разделяют на: слоистые неорганические соединения (тальк, слюда, дисульфид молибдена, йодиды, сульфиды
- 24. ЖИДКИЕ СОТС Жидкие СОТС (СОЖ) разделяют на: масляные СОТС, водосмешиваемые СОТС, быстроиспаряющиеся СОТС, расплавы металлов, расплавы
- 25. МАСЛЯНЫЕ СОТС Основа (до 50-98% масс.) - нефтяные, синтетич. или растит. масла (или продукты их химич.
- 26. Требования к качеству нефтяных масел для масляных СОТС, применяемых при обработке металлов
- 27. ВОДОСМЕШИВАЕМЫЕ СОТС Выпускают в виде концентратов, применяют в виде водных р-ров, эмульсий и микроэмульсий (1-15% масс).
- 28. БЫСТРОИСПАРЯЮЩИЕСЯ СОТС. Основа - быстроиспаряющиеся галогенпроизводные углеводороды. Испаряясь, они охлаждают режущий инструмент и обрабатываемое изделие и
- 29. СВОЙСТВА СОТС И МЕТОДЫ ИХ ОЦЕНКИ Физико-химические свойства СОТС определяют качество СОТС и его чистоту при
- 30. Продолжение Функциональные свойства СОТС определяются трибологическими характеристиками (противозадирными, противоизносными, антифрикционными свойствами), химической активностью, охлаждающим, режущим, пластифицирующим
- 31. Основные показатели качества масляных и водосмешиваемых СОТС
- 32. Продолжение
- 33. ХИМИЧЕСКАЯ АКТИВНОСТЬ СОТС определяется особенностями межмолекулярных взаимодействий в самом продукте и в зоне механической обработки металлов.
- 34. Примерные минимальные и максимальные т-ры реакции некоторых присадок к СОТС с металлом
- 35. Классификация эталонов коррозии по ГОСТ 2917
- 36. Стабильность СОТС СТАБИЛЬНОСТЬ СОТС характеризует их способность сохранять свои ФХС в процессе транспортирования, хранения и эксплуатации.
- 37. БИОПОВРЕЖДЕНИЕ СОТС - необратимое изменение свойств СОТС под действием микроорганизмов, что приводит к преждевременному разложению СОТС,
- 38. Продолжение низкая склонность к пенообразованию противотуманные свойства пожароопасность (возгораемость, воспламенение и самовоспламенение) не разрушать поверхность металлов
- 39. КОРРОЗИОННАЯ АГРЕССИВНОСТЬ СОТС В ОТНОШЕНИИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ (эмульсии и растворы) Определяют по ГОСТ 6243
- 40. ВОЗДЕЙСТВИЕ СОТС НА РЕЗИНУ Это - свойство СОТС вызывать набухание или растворение резины или быть нейтральной
- 41. ВОЗДЕЙСТВИЕ СОТС НА ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ Свойство СОТС ухудшать состояние лакокрасочного покрытия (потеря блеска, изменение цвета, растрескивание,
- 42. ИСПАРЯЕМОСТЬ СОТС характеризуется скоростью перехода продукта из жидкости в пар. На практике различают два вида испаряемости:
- 43. Продолжение Для снижения испаряемости СОТС необходимо исключить его перегрев, установить на рабочих местах оборудование для очистки
- 44. МОЮЩАЯ СПОСОБНОСТЬ СОТС (СОЖ) это способность СОЖ интенсивно удалять загрязнения с различных металлических поверхностей и диспергировать
- 45. ОКИСЛЯЕМОСТЬ СОТС приводит к существенному ухудшению качества СОТС: ускорению срабатываемости присадок и накоплению продуктов окисления, изменению
- 46. СМАЗЫВАЮЩИЕ СВОЙСТВА СОТС оценивают на 4-шариковой машине трения (ЧШМ) по ГОСТ 9490, ASTM D 2266 и
- 47. СОТС ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ Это газообразные, твердые, пластичные и жидкие технические вещества, вводимые в зону контакта
- 48. Операции алмазно-абразивной обработки Полирование - операция для уменьшения параметра шероховатости пв до Осуществляют механическим, химическим, химико-механическим,
- 49. Хонингование - финишная операция, применяемая для обеспечения высокой точности размеров и формы поверхности обрабатываемых изделий. Производят
- 50. Шлифование - чистовая обработка деталей шлифовальными кругами (или лентами). Основные особенности: высокая скорость резания (в 10-50
- 51. Скоростное шлифование - высокопроизводительный процесс вышлифовывания канавок и пазов в заготовках из закаленных и незакаленных материалов:
- 52. СОТС ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛОВ Это твердые или жидкие технические вещества, вводимые в зону волочения проволоки или
- 53. СОТС ДЛЯ ЛЕЗВИЙНОЙ ОБРАБОТКИ МЕТАЛЛОВ Это - жидкое техническое вещество, вводимое в зону контакта лезвийного режущего
- 54. Глубокое сверление Водосмешиваемые СОТС (эмульсионные, полусинтетические, синтетические) используют при низких нагрузках и т-рах в зоне резания
- 55. Нарезание резьбы На операциях нарезания резьбы в большинстве случаев наиболее эффективны масляные СОТС активного ряда. Чем
- 56. Протягивание Характеризуется небольшими скоростями резания и изменением глубины резания, приходящейся на один режущий зуб, а также
- 57. Строгание, зубонарезание, зубофрезерование, зубодолбление черных металлов и их сплавов обычно осуществляют с использованием масляных СОТС с
- 58. СОТС ДЛЯ ПРОКАТКИ МЕТАЛЛОВ (технологические смазки) Это - твердое, пластичное или жидкое СОТС, вводимое в зону
- 59. СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ Это - твердое, пластичное или жидкое СОТС, вводимое в зону обработки металлов
- 60. СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ Холодное выдавливание: Требования к СОТС: отвод теплоты и снижение трения и износа,
- 61. Прессование металлов: нефтепродукты с наполнителями, особенно слоистыми графит и графитсодержащие смазки вещества, плавящиеся в условиях деформации
- 62. СОТС ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ Это - жидкое техническое легко ионизируемое вещество, используемое для заполнения ванны электроэррозионной
- 63. Для электроискровой обработки применяют: высокоочищенные масляные фракции с низким содержанием ароматических углеводородов, с υ40 = 2-4,5
- 64. МЕХАНИЗМ РАБОТЫ СОТС
- 65. СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС Это - уменьшение сил трения, схватывания, заедания, задира, изнашивания, нагревания и повреждения контактирующих
- 66. СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС (продолжение) На смазывающие свойства СОТС влияют: операция и режим обработки свойства обрабатываемого и
- 67. ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС Это - уменьшение тепловыделения в зоне механической обработки металлов под воздействием СОТС. О.д.
- 68. ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС (продолжение) Эффективность о. д. СОТС повышается при подаче жидкости в распыленном состоянии, под
- 69. МОЮЩЕЕ ДЕЙСТВИЕ СОТС Это - совокупность физико-химических процессов, приводящих к очистке поверхностей обрабатываемой заготовки, инструмента и
- 70. СМАЧИВАНИЕ ПРИ ДЕЙСТВИИ СОТС Это - явление, возникающее при соприкосновении жидкости с поверхностью твердого тела или
- 71. ПЛАСТИФИЦИРУЮЩЕЕ ДЕЙСТВИЕ СОТС Это - способность СОТС облегчать и локализировать пластическую деформацию металла в результате адсорбции
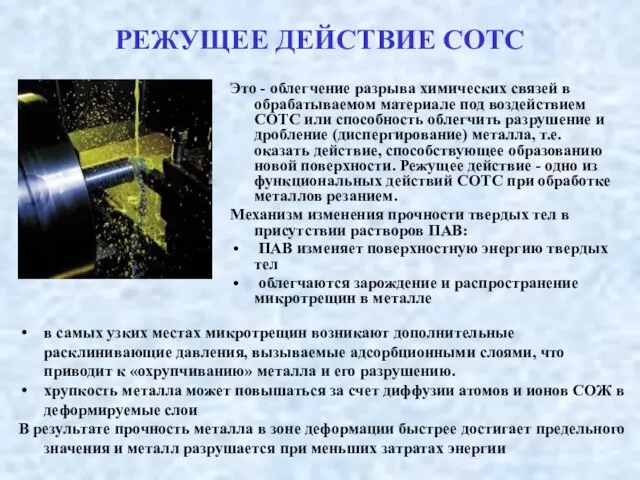
- 72. РЕЖУЩЕЕ ДЕЙСТВИЕ СОТС Это - облегчение разрыва химических связей в обрабатываемом материале под воздействием СОТС или
- 73. ПРИМЕНЕНИЕ СОТС Влияние СОТС может существенно изменяться в зависимости от следующих основных факторов: вид обработки, свойства
- 74. Выбор СОТС для обработки металлов резанием СОТС для обработки металлов резанием выбирают в зависимости от тяжести
- 75. (продолжение) Тяжесть технологической операции не является единственным фактором выбора правильной СОТС. На выбор СОТС для операций
- 76. (продолжение) Техника применения СОТС сложная. При приготовлении рабочих растворов жидких СОТС из концентратов (масляных, эмульсолов, синтетических
- 77. Технология получения СОТС
- 78. ЖИДКИЕ СОТС (СОЖ) СОЖ разделяют на: масляные, водосмешиваемые, быстроиспаряющиеся, расплавы металлов, расплавы солей и др. веществ.
- 79. Водно-масляные СОЖ это коллоидный раствор 6-10 различных компонентов в воде. Основной компонент – эмульсол (75-85 %
- 80. продолжение Содержание активных присадок сниженное в рецептурах СОТС для высокоскоростной обработки легкообрабатываемых металлов на операциях точения,
- 81. Масляные СОЖ - это высокоочищенные нафтеновые или парафиновые базовые масла ν50 до 45 мм2/с с добавлением
- 82. Эмульсолы и растворимые масла - это смесь 20% масла и 80% Н2О с различными добавками и
- 83. ПРИСАДКИ К СОТС - вещества, добавляемые к основе СОТС для придания новых свойств или усиления существующих.
- 84. Технология получения СОТС определяется его компонентным составом. Типы установок: периодические - при малотоннажном производстве непрерывные -
- 85. Технологическая схема периодической установки получения концентратов СОТС 1-7 - дозирующие емкости для компонентов; 8 - реактор-смеситель
- 86. Технологическая схема установки получения концентратов СОТС при непрерывном режиме работы: 1-5 - дозирующие емкости для компонентов;
- 87. Приготовление СОТС Приготовление масляных СОТС в основном заключается в смешивании присадок с базовым маслом, при температурах,
- 88. (продолжение) Приготовление полусинтетических СОТС - процесс многостадийный, включает стадии получения водорастворимой и маслорастворимой части СОТС и
- 89. РЕГЕНЕРАЦИЯ ЖИДКИХ СОТС восстановление исходных физико-химических свойств функционирующей или отработанной СОЖ. При регенерации выполняют следующие операции:
- 90. Регенерация отработанных масляных СОТС и масел, выделенных из отработанной эмульсии
- 91. Регенерация водосмешиваемых СОТС. Отработанные водосмешиваемые СОТС содержат металлические частицы, продукты термодеструкции компонентов СОТС, грибные образования и
- 93. Скачать презентацию
Раздел 2. Смазочно-охлаждающие технологические средства (СОТС)
Назначение и классификация СОТС. Требования к
Раздел 2. Смазочно-охлаждающие технологические средства (СОТС)
Назначение и классификация СОТС. Требования к
Рекомендуемая литература
"Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник". Под ред.
Рекомендуемая литература
"Смазочно-охлаждающие технологические средства для обработки металлов резанием: Справочник". Под ред.
Что такое СОТС?
СОТС – это все типы технологических средств на основе
Что такое СОТС?
СОТС – это все типы технологических средств на основе

Некоторые области применения СОТС
Борфреза
Фреза
Зенковка
Токарный станок с ЧПУ
Механическая обработка поковок
Штамповка
Удаление стружки
Фрезерование
Некоторые области применения СОТС
Борфреза
Фреза
Зенковка
Токарный станок с ЧПУ
Механическая обработка поковок
Штамповка
Удаление стружки
Фрезерование
Основное назначение СОТС
смазывают поверхности трения,
отводят тепло от поверхностей трения,
облегчают
Основное назначение СОТС
смазывают поверхности трения,
отводят тепло от поверхностей трения,
облегчают
Мировое потребление СОТС - более 2,4 млн. т в год, в
Мировое потребление СОТС - более 2,4 млн. т в год, в
Практические цели применения СОТС
-снижение износа режущего инструмента при механической обработке
Практические цели применения СОТС
-снижение износа режущего инструмента при механической обработке
ТРЕБОВАНИЯ К СОТС
СОТС должны обладать следующими высокими свойствами:
-смазывающими,
-охлаждающими,
-антифрикционными,
ТРЕБОВАНИЯ К СОТС
СОТС должны обладать следующими высокими свойствами:
-смазывающими,
-охлаждающими,
-антифрикционными,
Смазывающее действие СОТС
Это одно из основных требований к СОТС, т.к. они
Смазывающее действие СОТС
Это одно из основных требований к СОТС, т.к. они
Охлаждающее действие СОТС.
При механической обработке металлов основная часть механической энергии преобразуется
Охлаждающее действие СОТС.
При механической обработке металлов основная часть механической энергии преобразуется
Высокие требования предъявляются к моющему действию СОТС, к-рое определяется способностью удалять
Высокие требования предъявляются к моющему действию СОТС, к-рое определяется способностью удалять
СОТС должны иметь:
хорошие противокоррозионные свойства, то есть не вызывать коррозии
СОТС должны иметь:
хорошие противокоррозионные свойства, то есть не вызывать коррозии
Экологические свойства:
хорошая биоразлагаемость
исключение из состава СОТС экологически опасных веществ
Экологические свойства:
хорошая биоразлагаемость
исключение из состава СОТС экологически опасных веществ
Совместимость. СОTC не должны оказывать вредного воздействия на резинотехнические детали станка,
Совместимость. СОTC не должны оказывать вредного воздействия на резинотехнические детали станка,
Классификация СОТС
По агрегатному состоянию СОТС разделены на четыре типа:
газообразные СОТС,
Классификация СОТС
По агрегатному состоянию СОТС разделены на четыре типа:
газообразные СОТС,
Обозначение СОТС
Обозначение СОТС характеризует его агрегатное состояние, состав и свойства,
Обозначение СОТС
Обозначение СОТС характеризует его агрегатное состояние, состав и свойства,
Класс присадок по химической природе обозначается буквами:
а - животные жиры, растительные
Класс присадок по химической природе обозначается буквами:
а - животные жиры, растительные
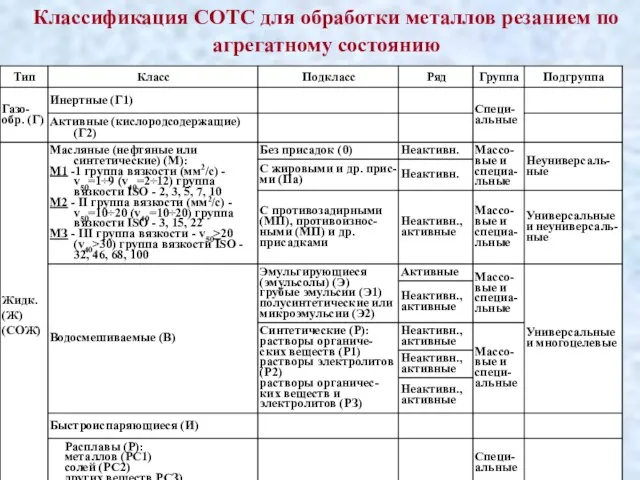
Классификация СОТС для обработки металлов резанием по агрегатному состоянию
Классификация СОТС для обработки металлов резанием по агрегатному состоянию
продолжение
продолжение
ГАЗООБРАЗНЫЕ СОТС
Активные газы (кислородсодержащие: воздух, кислород, диоксид углерода) - играют роль
ГАЗООБРАЗНЫЕ СОТС
Активные газы (кислородсодержащие: воздух, кислород, диоксид углерода) - играют роль
ПЛАСТИЧНЫЕ СОТС
Это пластичные смазки на углеводородных, мыльных, смешанных и др. загустителях.
ПЛАСТИЧНЫЕ СОТС
Это пластичные смазки на углеводородных, мыльных, смешанных и др. загустителях.
ТВЕРДЫЕ СОТС
По химическому составу разделяют на:
слоистые неорганические соединения (тальк, слюда,
ТВЕРДЫЕ СОТС
По химическому составу разделяют на:
слоистые неорганические соединения (тальк, слюда,
ЖИДКИЕ СОТС
Жидкие СОТС (СОЖ) разделяют на:
масляные СОТС,
водосмешиваемые СОТС,
быстроиспаряющиеся СОТС,
ЖИДКИЕ СОТС
Жидкие СОТС (СОЖ) разделяют на:
масляные СОТС,
водосмешиваемые СОТС,
быстроиспаряющиеся СОТС,
МАСЛЯНЫЕ СОТС
Основа (до 50-98% масс.) - нефтяные, синтетич. или растит. масла
МАСЛЯНЫЕ СОТС
Основа (до 50-98% масс.) - нефтяные, синтетич. или растит. масла

Требования к качеству нефтяных масел для масляных СОТС, применяемых при обработке
Требования к качеству нефтяных масел для масляных СОТС, применяемых при обработке
ВОДОСМЕШИВАЕМЫЕ СОТС
Выпускают в виде концентратов, применяют в виде водных р-ров, эмульсий
ВОДОСМЕШИВАЕМЫЕ СОТС
Выпускают в виде концентратов, применяют в виде водных р-ров, эмульсий
БЫСТРОИСПАРЯЮЩИЕСЯ СОТС.
Основа - быстроиспаряющиеся галогенпроизводные углеводороды. Испаряясь, они охлаждают режущий
БЫСТРОИСПАРЯЮЩИЕСЯ СОТС.
Основа - быстроиспаряющиеся галогенпроизводные углеводороды. Испаряясь, они охлаждают режущий
СВОЙСТВА СОТС И МЕТОДЫ ИХ ОЦЕНКИ
Физико-химические свойства СОТС определяют качество
СВОЙСТВА СОТС И МЕТОДЫ ИХ ОЦЕНКИ
Физико-химические свойства СОТС определяют качество
Продолжение
Функциональные свойства СОТС определяются трибологическими характеристиками (противозадирными, противоизносными, антифрикционными свойствами), химической
Продолжение
Функциональные свойства СОТС определяются трибологическими характеристиками (противозадирными, противоизносными, антифрикционными свойствами), химической
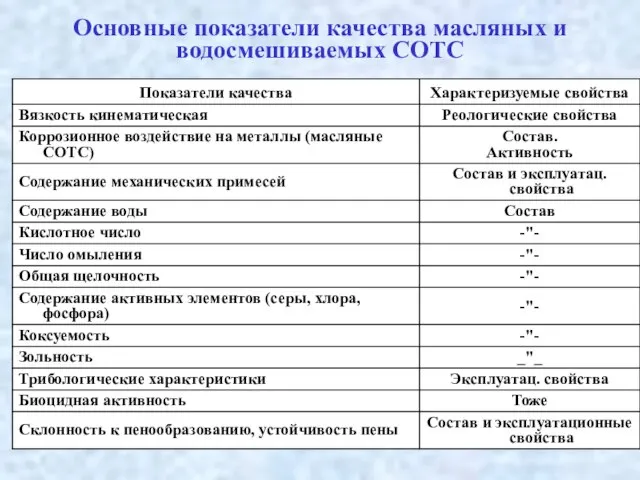
Основные показатели качества масляных и водосмешиваемых СОТС
Основные показатели качества масляных и водосмешиваемых СОТС
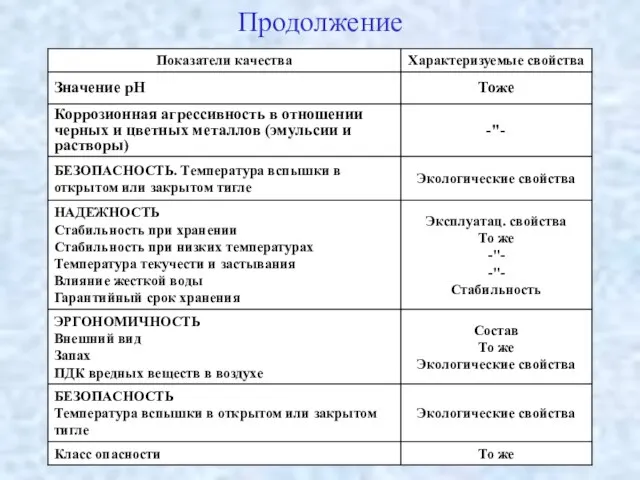
Продолжение
Продолжение
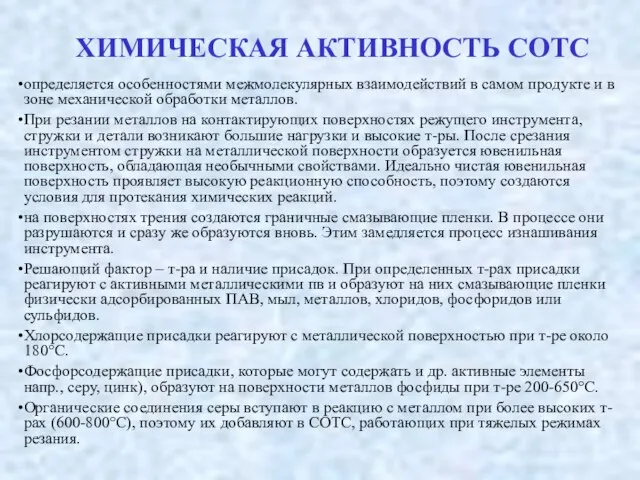
ХИМИЧЕСКАЯ АКТИВНОСТЬ СОТС
определяется особенностями межмолекулярных взаимодействий в самом продукте и в
ХИМИЧЕСКАЯ АКТИВНОСТЬ СОТС
определяется особенностями межмолекулярных взаимодействий в самом продукте и в
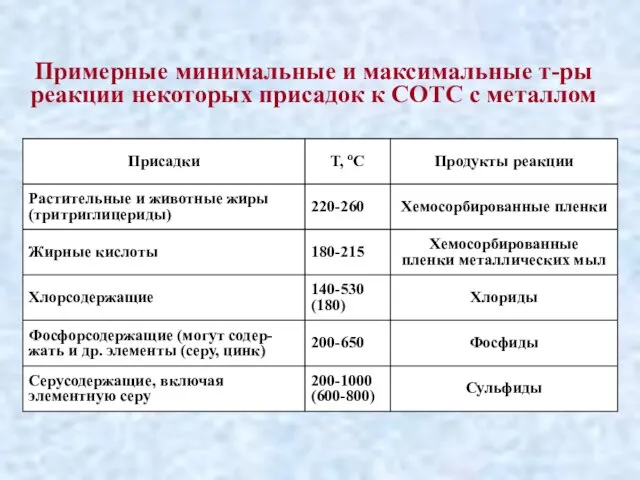
Примерные минимальные и максимальные т-ры реакции некоторых присадок к СОТС с
Примерные минимальные и максимальные т-ры реакции некоторых присадок к СОТС с
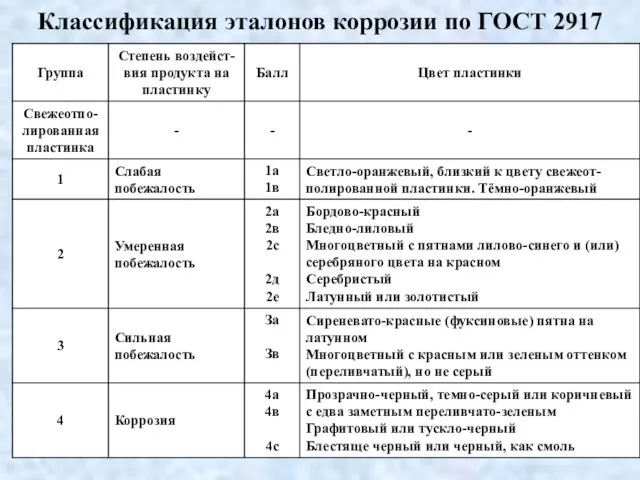
Классификация эталонов коррозии по ГОСТ 2917
Классификация эталонов коррозии по ГОСТ 2917
Стабильность СОТС
СТАБИЛЬНОСТЬ СОТС характеризует их способность сохранять свои ФХС в процессе
Стабильность СОТС
СТАБИЛЬНОСТЬ СОТС характеризует их способность сохранять свои ФХС в процессе
БИОПОВРЕЖДЕНИЕ СОТС
- необратимое изменение свойств СОТС под действием микроорганизмов, что
БИОПОВРЕЖДЕНИЕ СОТС
- необратимое изменение свойств СОТС под действием микроорганизмов, что
Продолжение
низкая склонность к пенообразованию
противотуманные свойства
пожароопасность (возгораемость, воспламенение и самовоспламенение)
не
Продолжение
низкая склонность к пенообразованию
противотуманные свойства
пожароопасность (возгораемость, воспламенение и самовоспламенение)
не
КОРРОЗИОННАЯ АГРЕССИВНОСТЬ СОТС В ОТНОШЕНИИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ (эмульсии и
КОРРОЗИОННАЯ АГРЕССИВНОСТЬ СОТС В ОТНОШЕНИИ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ (эмульсии и
ВОЗДЕЙСТВИЕ СОТС НА РЕЗИНУ
Это - свойство СОТС вызывать набухание или растворение
ВОЗДЕЙСТВИЕ СОТС НА РЕЗИНУ
Это - свойство СОТС вызывать набухание или растворение
ВОЗДЕЙСТВИЕ СОТС НА ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Свойство СОТС ухудшать состояние лакокрасочного покрытия (потеря
ВОЗДЕЙСТВИЕ СОТС НА ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Свойство СОТС ухудшать состояние лакокрасочного покрытия (потеря
ИСПАРЯЕМОСТЬ СОТС
характеризуется скоростью перехода продукта из жидкости в пар. На практике
ИСПАРЯЕМОСТЬ СОТС
характеризуется скоростью перехода продукта из жидкости в пар. На практике
Продолжение
Для снижения испаряемости СОТС необходимо исключить его перегрев, установить на рабочих
Продолжение
Для снижения испаряемости СОТС необходимо исключить его перегрев, установить на рабочих
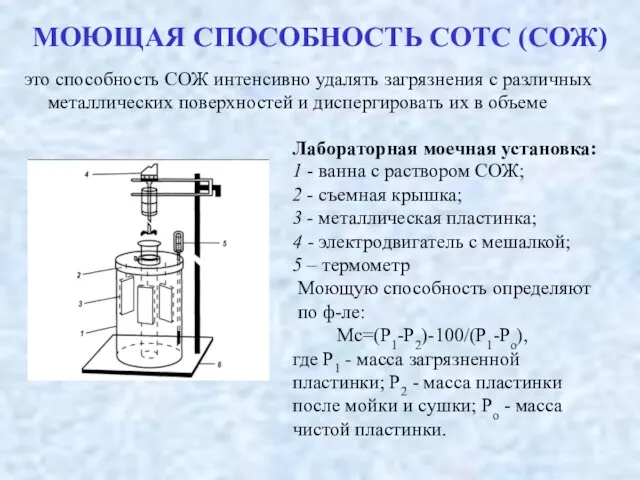
МОЮЩАЯ СПОСОБНОСТЬ СОТС (СОЖ)
это способность СОЖ интенсивно удалять загрязнения с различных
МОЮЩАЯ СПОСОБНОСТЬ СОТС (СОЖ)
это способность СОЖ интенсивно удалять загрязнения с различных
ОКИСЛЯЕМОСТЬ СОТС
приводит к существенному ухудшению качества СОТС: ускорению срабатываемости присадок и
ОКИСЛЯЕМОСТЬ СОТС
приводит к существенному ухудшению качества СОТС: ускорению срабатываемости присадок и
СМАЗЫВАЮЩИЕ СВОЙСТВА СОТС
оценивают на 4-шариковой машине трения (ЧШМ) по ГОСТ 9490,
СМАЗЫВАЮЩИЕ СВОЙСТВА СОТС
оценивают на 4-шариковой машине трения (ЧШМ) по ГОСТ 9490,
СОТС ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ
Это газообразные, твердые, пластичные и жидкие технические
СОТС ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ
Это газообразные, твердые, пластичные и жидкие технические
Операции алмазно-абразивной обработки
Полирование - операция для уменьшения параметра шероховатости пв до
Операции алмазно-абразивной обработки
Полирование - операция для уменьшения параметра шероховатости пв до
Хонингование - финишная операция, применяемая для обеспечения высокой точности размеров и
Хонингование - финишная операция, применяемая для обеспечения высокой точности размеров и
Шлифование - чистовая обработка деталей шлифовальными кругами (или лентами).
Основные особенности:
Шлифование - чистовая обработка деталей шлифовальными кругами (или лентами).
Основные особенности:
Скоростное шлифование - высокопроизводительный процесс вышлифовывания канавок и пазов в заготовках
Скоростное шлифование - высокопроизводительный процесс вышлифовывания канавок и пазов в заготовках
СОТС ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛОВ
Это твердые или жидкие технические вещества, вводимые
СОТС ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛОВ
Это твердые или жидкие технические вещества, вводимые
СОТС ДЛЯ ЛЕЗВИЙНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Это - жидкое техническое вещество, вводимое в
СОТС ДЛЯ ЛЕЗВИЙНОЙ ОБРАБОТКИ МЕТАЛЛОВ
Это - жидкое техническое вещество, вводимое в
Глубокое сверление
Водосмешиваемые СОТС (эмульсионные, полусинтетические, синтетические) используют при низких нагрузках и
Глубокое сверление
Водосмешиваемые СОТС (эмульсионные, полусинтетические, синтетические) используют при низких нагрузках и
Нарезание резьбы
На операциях нарезания резьбы в большинстве случаев наиболее эффективны масляные
Нарезание резьбы
На операциях нарезания резьбы в большинстве случаев наиболее эффективны масляные
Протягивание
Характеризуется небольшими скоростями резания и изменением глубины резания, приходящейся на один
Протягивание
Характеризуется небольшими скоростями резания и изменением глубины резания, приходящейся на один
Строгание, зубонарезание, зубофрезерование, зубодолбление черных металлов и их сплавов обычно осуществляют
Строгание, зубонарезание, зубофрезерование, зубодолбление черных металлов и их сплавов обычно осуществляют
СОТС ДЛЯ ПРОКАТКИ МЕТАЛЛОВ (технологические смазки)
Это - твердое, пластичное или жидкое
СОТС ДЛЯ ПРОКАТКИ МЕТАЛЛОВ (технологические смазки)
Это - твердое, пластичное или жидкое
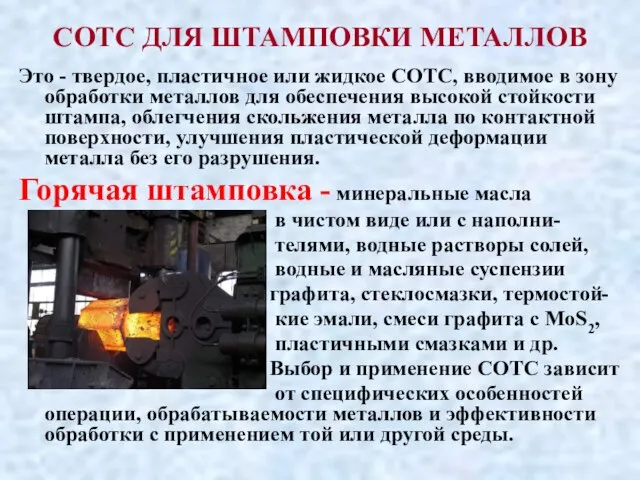
СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ
Это - твердое, пластичное или жидкое СОТС, вводимое
СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ
Это - твердое, пластичное или жидкое СОТС, вводимое
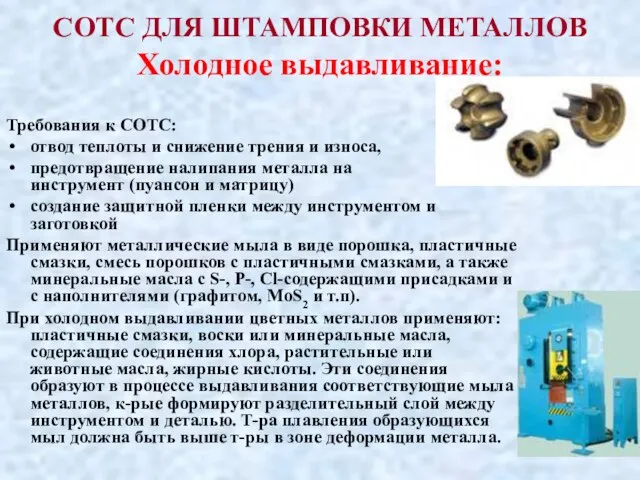
СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ
Холодное выдавливание:
Требования к СОТС:
отвод теплоты и снижение
СОТС ДЛЯ ШТАМПОВКИ МЕТАЛЛОВ
Холодное выдавливание:
Требования к СОТС:
отвод теплоты и снижение
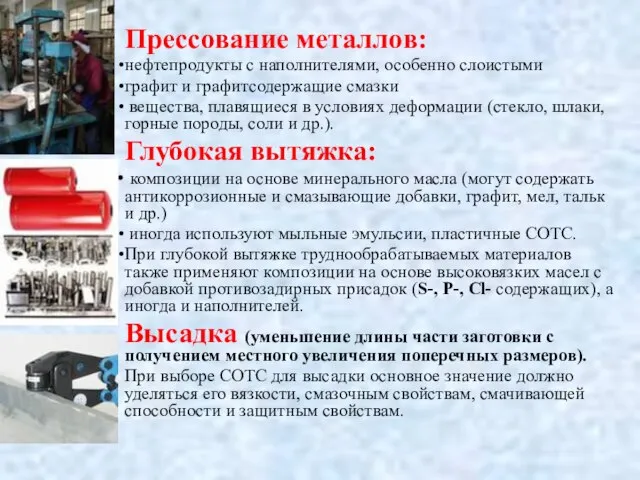
Прессование металлов:
нефтепродукты с наполнителями, особенно слоистыми
графит и графитсодержащие смазки
вещества,
Прессование металлов:
нефтепродукты с наполнителями, особенно слоистыми
графит и графитсодержащие смазки
вещества,
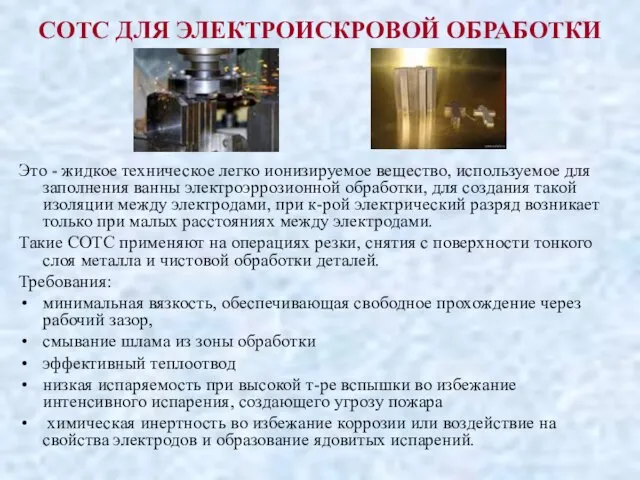
СОТС ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
Это - жидкое техническое легко ионизируемое вещество, используемое
СОТС ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ
Это - жидкое техническое легко ионизируемое вещество, используемое
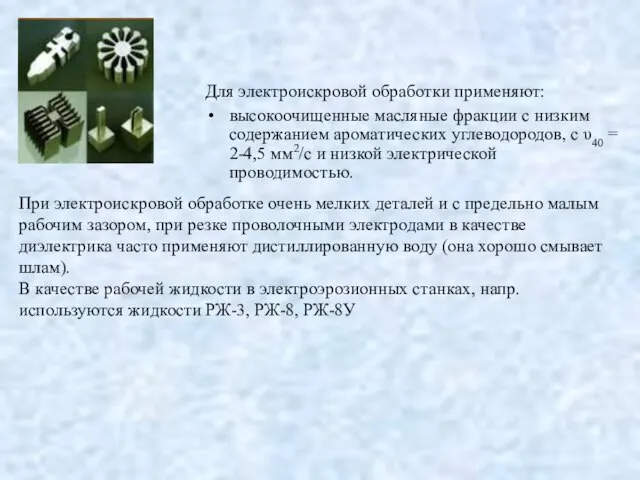
Для электроискровой обработки применяют:
высокоочищенные масляные фракции с низким содержанием ароматических углеводородов,
Для электроискровой обработки применяют:
высокоочищенные масляные фракции с низким содержанием ароматических углеводородов,
МЕХАНИЗМ РАБОТЫ СОТС
МЕХАНИЗМ РАБОТЫ СОТС
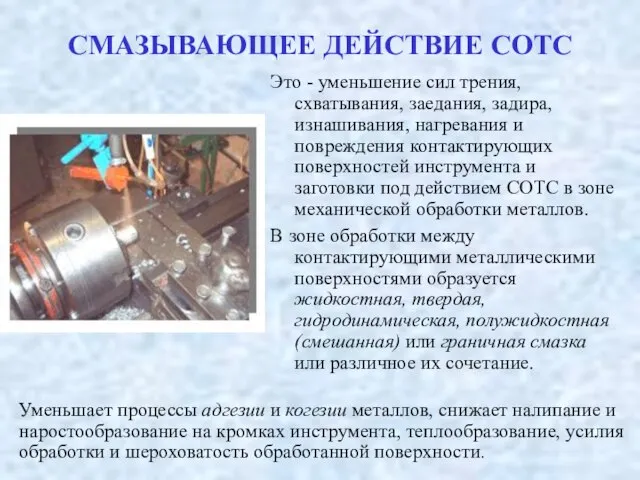
СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - уменьшение сил трения, схватывания, заедания, задира, изнашивания,
СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - уменьшение сил трения, схватывания, заедания, задира, изнашивания,
СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС (продолжение)
На смазывающие свойства СОТС влияют:
операция и режим
СМАЗЫВАЮЩЕЕ ДЕЙСТВИЕ СОТС (продолжение)
На смазывающие свойства СОТС влияют:
операция и режим
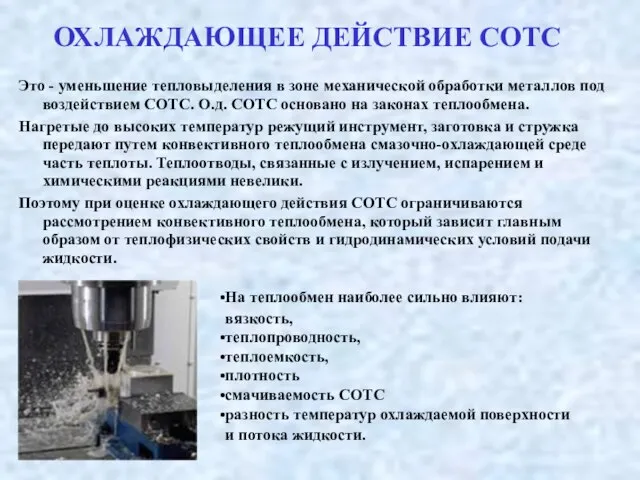
ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - уменьшение тепловыделения в зоне механической обработки металлов
ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - уменьшение тепловыделения в зоне механической обработки металлов
ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС
(продолжение)
Эффективность о. д. СОТС повышается при подаче жидкости в
ОХЛАЖДАЮЩЕЕ ДЕЙСТВИЕ СОТС
(продолжение)
Эффективность о. д. СОТС повышается при подаче жидкости в
МОЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - совокупность физико-химических процессов, приводящих к очистке поверхностей
МОЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - совокупность физико-химических процессов, приводящих к очистке поверхностей
СМАЧИВАНИЕ ПРИ ДЕЙСТВИИ СОТС
Это - явление, возникающее при соприкосновении жидкости с
СМАЧИВАНИЕ ПРИ ДЕЙСТВИИ СОТС
Это - явление, возникающее при соприкосновении жидкости с
ПЛАСТИФИЦИРУЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - способность СОТС облегчать и локализировать пластическую деформацию
ПЛАСТИФИЦИРУЮЩЕЕ ДЕЙСТВИЕ СОТС
Это - способность СОТС облегчать и локализировать пластическую деформацию
РЕЖУЩЕЕ ДЕЙСТВИЕ СОТС
Это - облегчение разрыва химических связей в обрабатываемом материале
РЕЖУЩЕЕ ДЕЙСТВИЕ СОТС
Это - облегчение разрыва химических связей в обрабатываемом материале

ПРИМЕНЕНИЕ СОТС
Влияние СОТС может существенно изменяться в зависимости от следующих
ПРИМЕНЕНИЕ СОТС
Влияние СОТС может существенно изменяться в зависимости от следующих
Выбор СОТС для обработки металлов резанием
СОТС для обработки металлов резанием выбирают
Выбор СОТС для обработки металлов резанием
СОТС для обработки металлов резанием выбирают
(продолжение)
Тяжесть технологической операции не является единственным фактором выбора правильной СОТС.
На
(продолжение)
Тяжесть технологической операции не является единственным фактором выбора правильной СОТС.
На
(продолжение)
Техника применения СОТС сложная.
При приготовлении рабочих растворов жидких СОТС из концентратов
(продолжение)
Техника применения СОТС сложная.
При приготовлении рабочих растворов жидких СОТС из концентратов
Технология получения СОТС
Технология получения СОТС
ЖИДКИЕ СОТС (СОЖ)
СОЖ разделяют на:
масляные,
водосмешиваемые,
быстроиспаряющиеся,
расплавы металлов,
ЖИДКИЕ СОТС (СОЖ)
СОЖ разделяют на:
масляные,
водосмешиваемые,
быстроиспаряющиеся,
расплавы металлов,
Водно-масляные СОЖ
это коллоидный раствор 6-10 различных компонентов в воде.
Основной компонент
Водно-масляные СОЖ
это коллоидный раствор 6-10 различных компонентов в воде.
Основной компонент
продолжение
Содержание активных присадок сниженное в рецептурах СОТС для высокоскоростной обработки легкообрабатываемых
продолжение
Содержание активных присадок сниженное в рецептурах СОТС для высокоскоростной обработки легкообрабатываемых
Масляные СОЖ
- это высокоочищенные нафтеновые или парафиновые базовые масла ν50 до
Масляные СОЖ
- это высокоочищенные нафтеновые или парафиновые базовые масла ν50 до
Эмульсолы и растворимые масла
- это смесь 20% масла и 80% Н2О
Эмульсолы и растворимые масла
- это смесь 20% масла и 80% Н2О
ПРИСАДКИ К СОТС
- вещества, добавляемые к основе СОТС для придания новых
ПРИСАДКИ К СОТС
- вещества, добавляемые к основе СОТС для придания новых
Технология получения СОТС
определяется его компонентным составом.
Типы установок:
периодические - при малотоннажном
Технология получения СОТС
определяется его компонентным составом.
Типы установок:
периодические - при малотоннажном
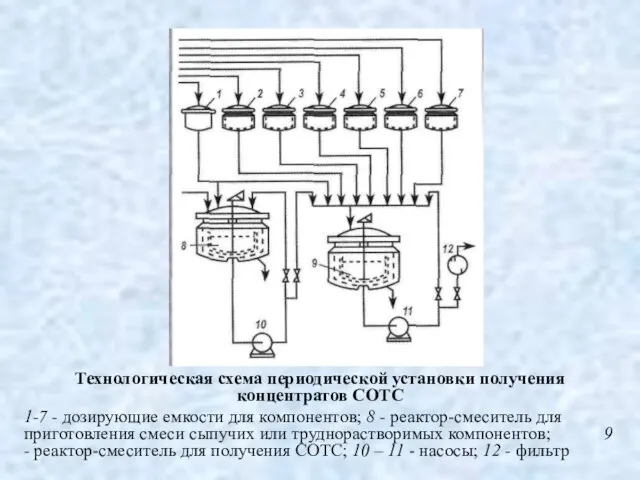
Технологическая схема периодической установки получения концентратов СОТС
1-7 - дозирующие емкости для
Технологическая схема периодической установки получения концентратов СОТС
1-7 - дозирующие емкости для
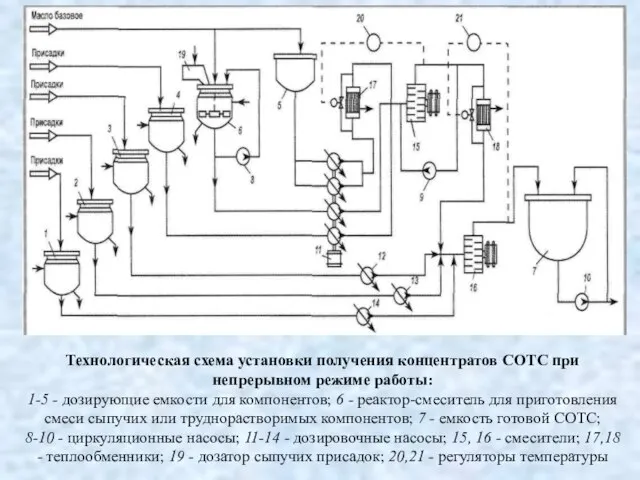
Технологическая схема установки получения концентратов СОТС при непрерывном режиме работы:
1-5 -
Технологическая схема установки получения концентратов СОТС при непрерывном режиме работы: 1-5 -
Приготовление СОТС
Приготовление масляных СОТС в основном заключается в смешивании присадок с
Приготовление СОТС
Приготовление масляных СОТС в основном заключается в смешивании присадок с
(продолжение)
Приготовление полусинтетических СОТС - процесс многостадийный, включает стадии получения водорастворимой и
(продолжение)
Приготовление полусинтетических СОТС - процесс многостадийный, включает стадии получения водорастворимой и
РЕГЕНЕРАЦИЯ ЖИДКИХ СОТС
восстановление исходных физико-химических свойств функционирующей или отработанной СОЖ. При
РЕГЕНЕРАЦИЯ ЖИДКИХ СОТС
восстановление исходных физико-химических свойств функционирующей или отработанной СОЖ. При
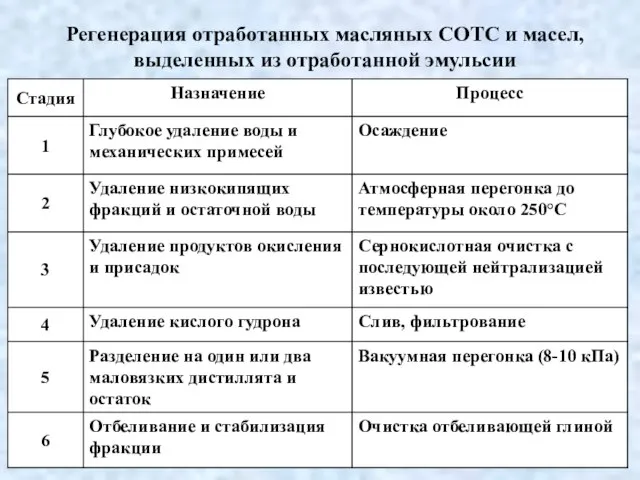
Регенерация отработанных масляных СОТС и масел,
выделенных из отработанной эмульсии
Регенерация отработанных масляных СОТС и масел,
выделенных из отработанной эмульсии
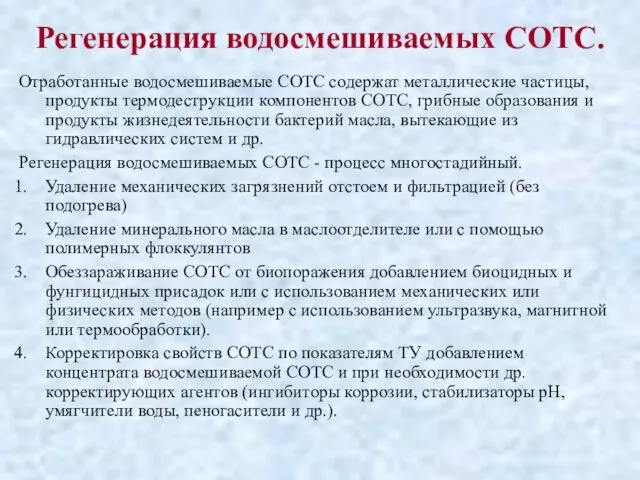
Регенерация водосмешиваемых СОТС.
Отработанные водосмешиваемые СОТС содержат металлические частицы, продукты термодеструкции компонентов
Регенерация водосмешиваемых СОТС.
Отработанные водосмешиваемые СОТС содержат металлические частицы, продукты термодеструкции компонентов
 Повторение по теме Частица
Повторение по теме Частица ОАО АРКТИКГАЗ. Применение технологии плунжерного лифта с целью удаления накопленной жидкости из скважин Самбургского НГКМ
ОАО АРКТИКГАЗ. Применение технологии плунжерного лифта с целью удаления накопленной жидкости из скважин Самбургского НГКМ Множественное число в корейском языке. (Урок 4)
Множественное число в корейском языке. (Урок 4) Вебинар Женская сексуальность
Вебинар Женская сексуальность Переходные процессы приводящие к потере устойчивости ЭТС. Промежуточно-устойчивые режимы
Переходные процессы приводящие к потере устойчивости ЭТС. Промежуточно-устойчивые режимы Обработка твердых материалов : измельчение, компактирование, грануляция, прессование, плавление
Обработка твердых материалов : измельчение, компактирование, грануляция, прессование, плавление Улицы, на которых мы живём
Улицы, на которых мы живём Новий рік 2017
Новий рік 2017 Микроклимат помещений. Освещение
Микроклимат помещений. Освещение Develop VB in WinCE
Develop VB in WinCE Гигиеническое значение газового состава воздуха и его влияние на здоровье и продуктивность животных
Гигиеническое значение газового состава воздуха и его влияние на здоровье и продуктивность животных Обработка результатов
Обработка результатов Характеристика культуры ПФО
Характеристика культуры ПФО Замена теплоносителя горячая вода на водный 25%-ный раствор Антифроген Л в системе теплоснабжения производственного корпуса
Замена теплоносителя горячая вода на водный 25%-ный раствор Антифроген Л в системе теплоснабжения производственного корпуса Чек-лист продающего сообщества
Чек-лист продающего сообщества Шаблон анализа игры (1)
Шаблон анализа игры (1) Презентация Microsoft Office PowerPoint
Презентация Microsoft Office PowerPoint Селектор адреса
Селектор адреса Перспективы развития возобновляемых источников энергии (ВИЭ)
Перспективы развития возобновляемых источников энергии (ВИЭ) Посвящается любимым родителям
Посвящается любимым родителям Наука и образование
Наука и образование Путеводитель по памятникам и памятным местам села Видлица
Путеводитель по памятникам и памятным местам села Видлица Французкий язык. Polysémie. Homonymie. Synonymie. Antonymie. (Cours 5)
Французкий язык. Polysémie. Homonymie. Synonymie. Antonymie. (Cours 5) 2_kurs_ADiII_Vvedenie_v_Data_Science_i_mashinnoe_obuchenie
2_kurs_ADiII_Vvedenie_v_Data_Science_i_mashinnoe_obuchenie Как жить без родителей?
Как жить без родителей? Фоторезистор и СОМ порт
Фоторезистор и СОМ порт 20180910_vvodnyi_urok_po_obshchestvoznaniyu_6_kl
20180910_vvodnyi_urok_po_obshchestvoznaniyu_6_kl Я вижу, чувствую, пишу
Я вижу, чувствую, пишу