Производство заготовок. Классификация способов получения литых заготовок. Литье в разовые песчано-глинистые формы
- Производство заготовок. Классификация способов получения литых заготовок. Литье в разовые песчано-глинистые формы

Содержание
- 2. Производство заготовок Выбор способ получения заготовки – определение рационального технологического процесса её получения с учётом материала
- 3. Технологичность заготовки - определяет насколько данная заготовка соответствует требованиям производства и обеспечивает долговечность и надежность работы
- 4. Литье – способ получения заготовок (отливок) путем заливки расплавленного металла заданного химического состава в литейную форму,
- 6. Основные литейные материалы
- 7. Последовательность операций способа литья в песчаные формы 1) Изготавливают модели будущих отливок и стержневые ящики для
- 8. Схема изготовления отливки в песчаной форме 1 – верхняя полуформа; 2 – нижняя полуформа; 3 –
- 9. Разновидности литниковых систем а –боковая; б – нижняя; в – верхняя 1 – питатели коллектора; 2
- 10. 1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатели; 5 – выпор;
- 11. Получение отливок в разовых формах
- 13. Модельный комплект для изготовления литейной формы а – модель отливаемой заготовки (деревянная); б – стержневой ящик
- 14. Изготовление формы для шлаковой чаши 1, 4 – шаблон ; 2 – шпиндель; 3, 5 –
- 15. Схемы способов уплотнения литейных форм при машинной формовке а – прессованием; б - встряхиванием 1 –
- 16. Схемы изготовление безопочных литейных форм 1 – модельная плита; 2 – головка; 3 – поворотная модельная
- 17. Установка нижней модели и элементов литниковой системы на подмодельную плиту Засыпка смесью Посыпка припылом Уплотнение смеси
- 18. Досыпание смеси Уплотняют плоским концом трамбовки Переворот готовой полуформы на 180° Уплотняют плоским концом трамбовки Срезание
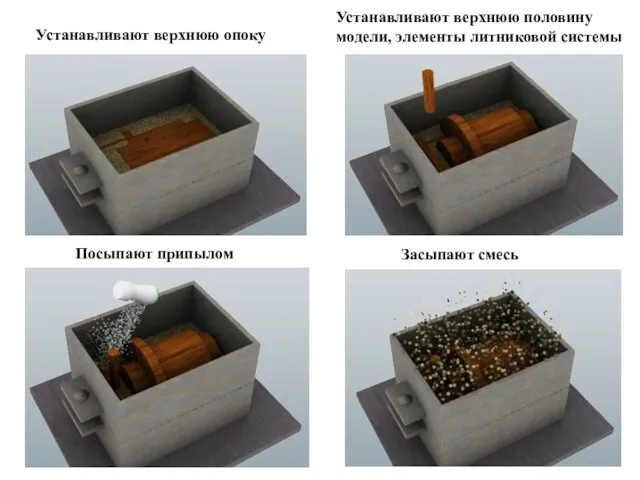
- 19. Излишки смеси срезают линейкой Устанавливают верхнюю половину модели, элементы литниковой системы Устанавливают верхнюю опоку Засыпают смесь
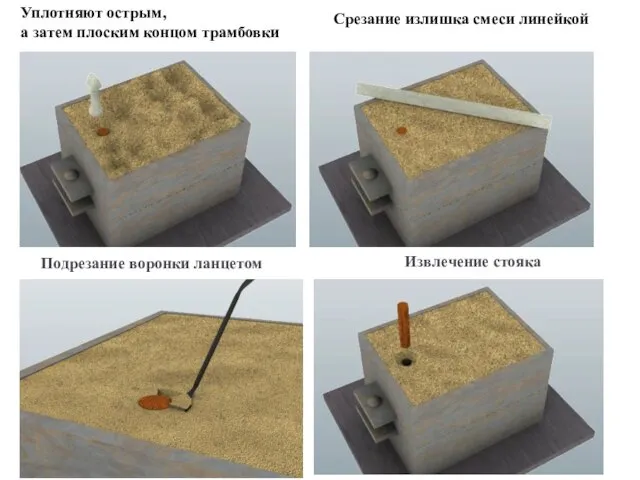
- 20. Срезание излишка смеси линейкой Уплотняют острым, а затем плоским концом трамбовки Извлечение стояка Подрезание воронки ланцетом
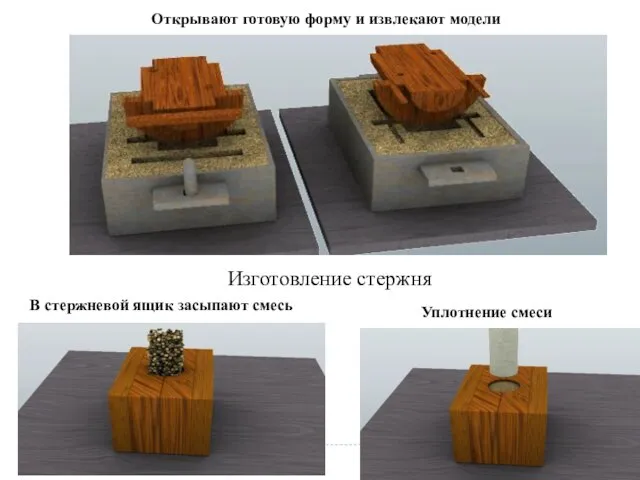
- 21. Открывают готовую форму и извлекают модели В стержневой ящик засыпают смесь Изготовление стержня Уплотнение смеси
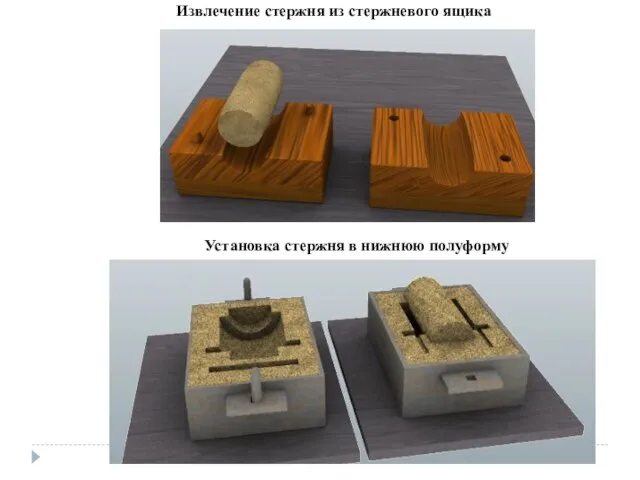
- 22. Извлечение стержня из стержневого ящика Установка стержня в нижнюю полуформу
- 23. Сборка формы Заливка форм расплавом Охлаждение формы
- 25. Скачать презентацию
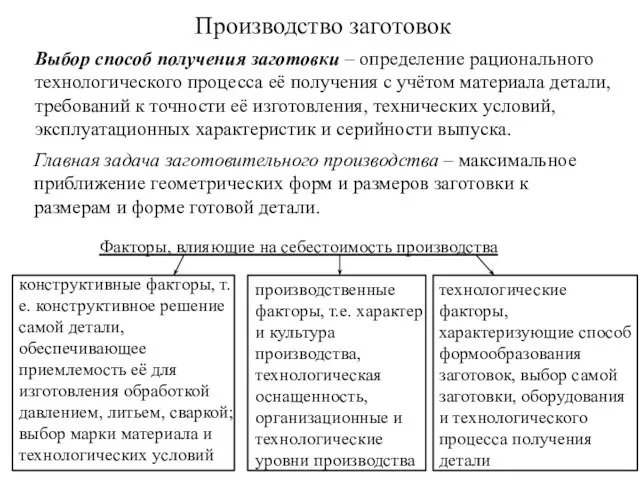
Производство заготовок
Выбор способ получения заготовки – определение рационального технологического процесса её
Производство заготовок
Выбор способ получения заготовки – определение рационального технологического процесса её
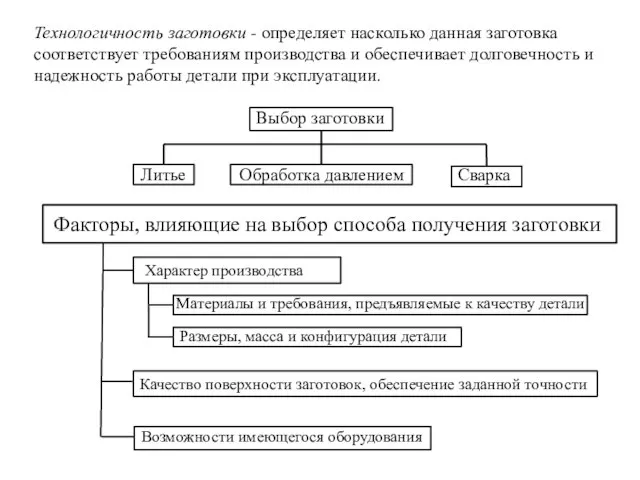
Технологичность заготовки - определяет насколько данная заготовка соответствует требованиям производства и
Технологичность заготовки - определяет насколько данная заготовка соответствует требованиям производства и
Литье – способ получения заготовок (отливок) путем заливки расплавленного металла заданного
Литье – способ получения заготовок (отливок) путем заливки расплавленного металла заданного
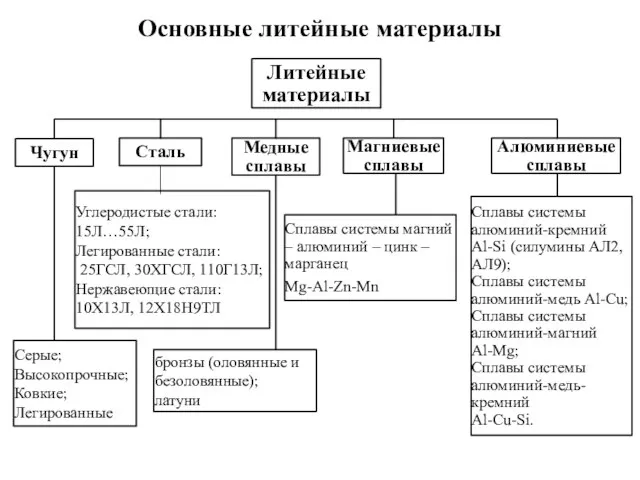
Основные литейные материалы
Основные литейные материалы
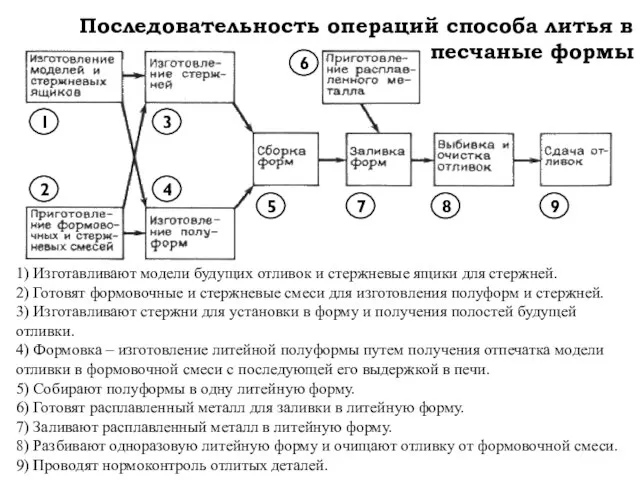
Последовательность операций способа литья в песчаные формы
1) Изготавливают модели будущих отливок
Последовательность операций способа литья в песчаные формы
1) Изготавливают модели будущих отливок
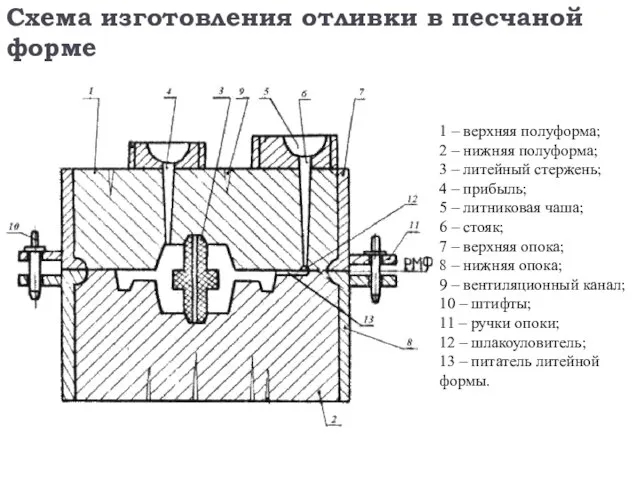
Схема изготовления отливки в песчаной форме
1 – верхняя полуформа;
2 – нижняя
Схема изготовления отливки в песчаной форме
1 – верхняя полуформа;
2 – нижняя
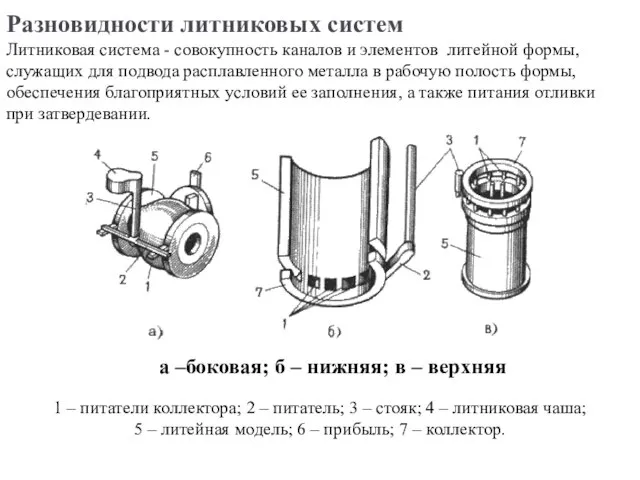
Разновидности литниковых систем
а –боковая; б – нижняя; в – верхняя
1
Разновидности литниковых систем
а –боковая; б – нижняя; в – верхняя
1
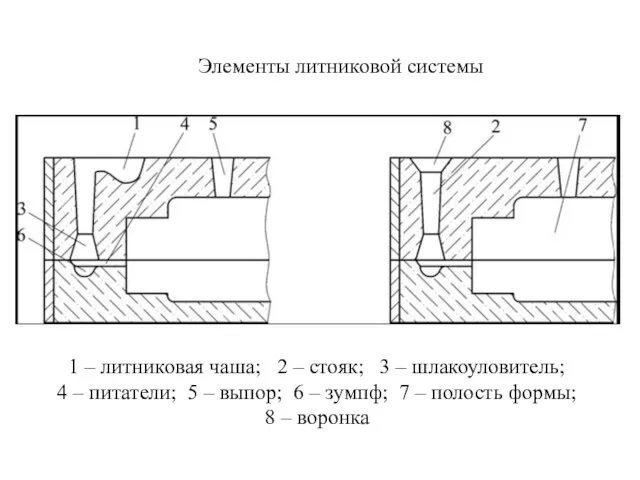
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель;
4
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель;
4
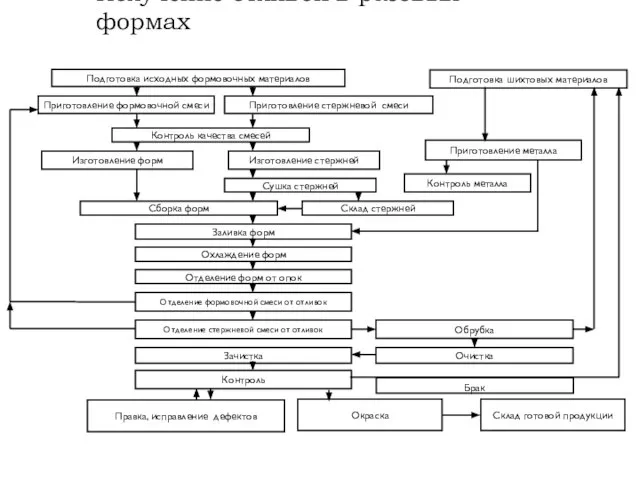
Получение отливок в разовых формах
Получение отливок в разовых формах

Модельный комплект для изготовления литейной формы
а – модель отливаемой заготовки (деревянная);
б
Модельный комплект для изготовления литейной формы
а – модель отливаемой заготовки (деревянная);
б
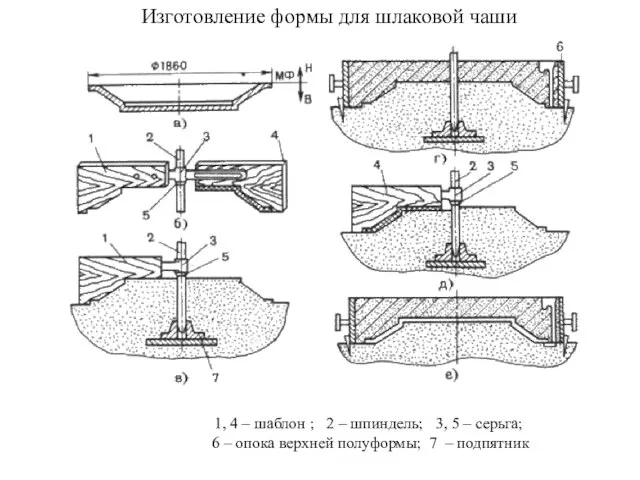
Изготовление формы для шлаковой чаши
1, 4 – шаблон ; 2
Изготовление формы для шлаковой чаши
1, 4 – шаблон ; 2
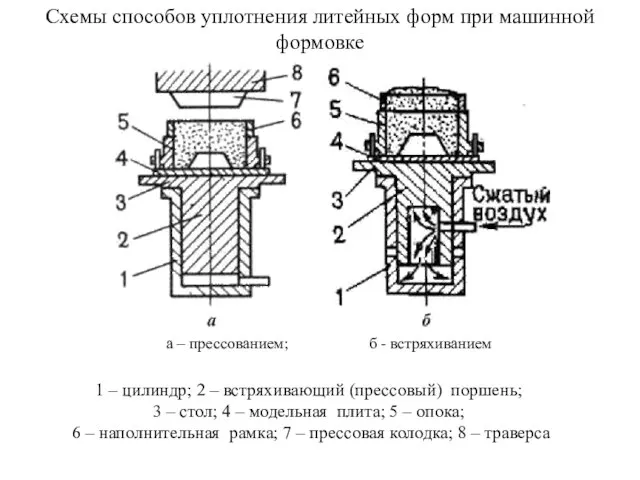
Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б
Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б
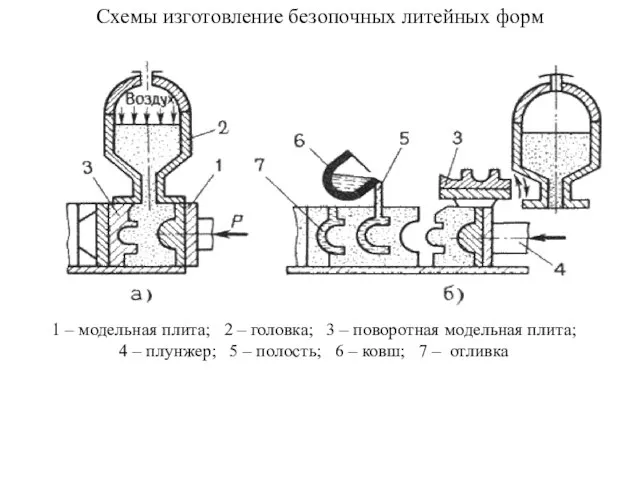
Схемы изготовление безопочных литейных форм
1 – модельная плита; 2 – головка;
Схемы изготовление безопочных литейных форм
1 – модельная плита; 2 – головка;
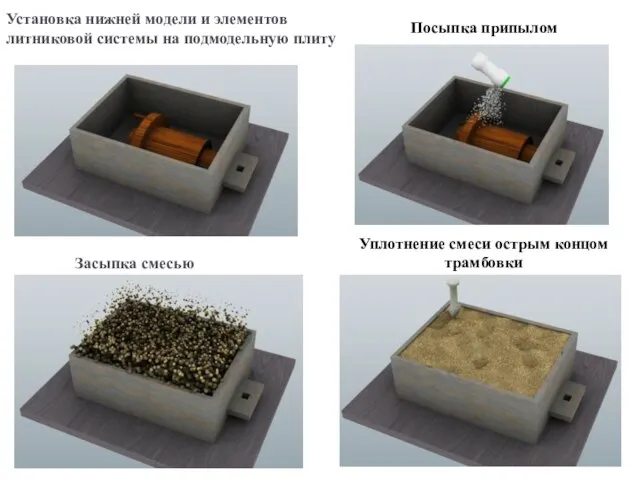
Установка нижней модели и элементов литниковой системы на подмодельную плиту
Засыпка
Установка нижней модели и элементов литниковой системы на подмодельную плиту
Засыпка
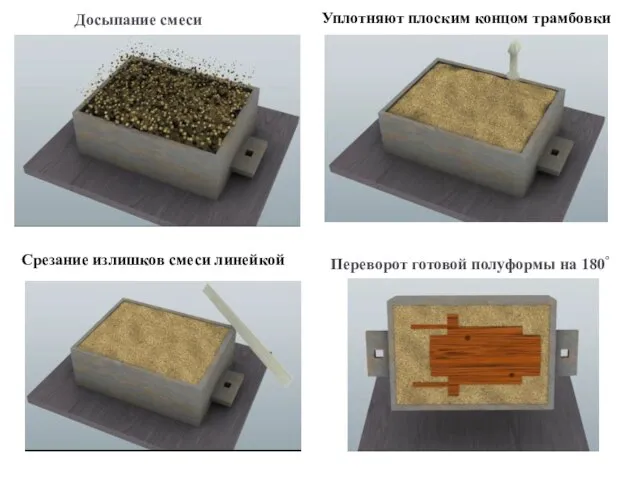
Досыпание смеси
Уплотняют плоским концом трамбовки
Переворот готовой полуформы на 180°
Уплотняют плоским
Досыпание смеси
Уплотняют плоским концом трамбовки
Переворот готовой полуформы на 180°
Уплотняют плоским
Излишки смеси срезают линейкой
Устанавливают верхнюю половину модели, элементы литниковой системы
Устанавливают верхнюю
Излишки смеси срезают линейкой
Устанавливают верхнюю половину модели, элементы литниковой системы
Устанавливают верхнюю
Срезание излишка смеси линейкой
Уплотняют острым,
а затем плоским концом трамбовки
Извлечение стояка
Подрезание воронки
Срезание излишка смеси линейкой
Уплотняют острым,
а затем плоским концом трамбовки
Извлечение стояка
Подрезание воронки
Открывают готовую форму и извлекают модели
В стержневой ящик засыпают смесь
Изготовление стержня
Уплотнение
Открывают готовую форму и извлекают модели
В стержневой ящик засыпают смесь
Изготовление стержня
Уплотнение
Извлечение стержня из стержневого ящика
Установка стержня в нижнюю полуформу
Извлечение стержня из стержневого ящика
Установка стержня в нижнюю полуформу
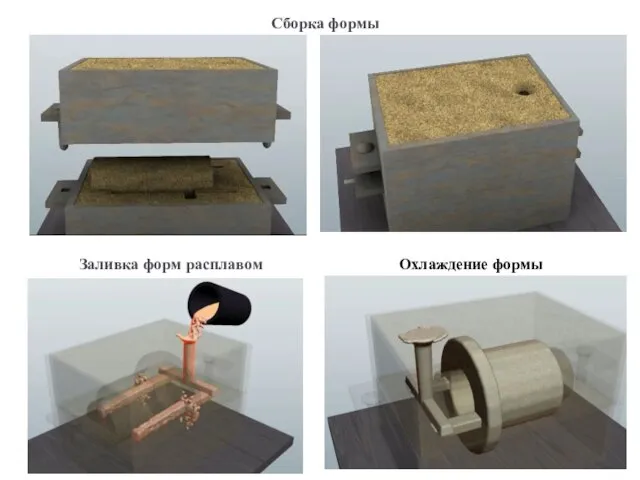
Сборка формы
Заливка форм расплавом
Охлаждение формы
Сборка формы
Заливка форм расплавом
Охлаждение формы
 20160329_yunyy_zashchitnik_rodiny_stasik_merkulov_-_3
20160329_yunyy_zashchitnik_rodiny_stasik_merkulov_-_3 Bluetooth технологиясы
Bluetooth технологиясы Год Российской науки
Год Российской науки Установочное практическое занятие ЗСП-4 курс ЗПГС-2 курс
Установочное практическое занятие ЗСП-4 курс ЗПГС-2 курс Активные формы и методы, используемые в процессе трудового обучения Штукатурно-малярное дело
Активные формы и методы, используемые в процессе трудового обучения Штукатурно-малярное дело Lexicography. Types of dictionaries
Lexicography. Types of dictionaries Қазақстанда өнеркәсіптің дамуы
Қазақстанда өнеркәсіптің дамуы команда 10, задача 12
команда 10, задача 12 Анализ проекта
Анализ проекта Летающий робот для диагностики нефтепровода
Летающий робот для диагностики нефтепровода Биметаллические термометры, модель 55, промышленная серия. (S5550; R5502; A5500)
Биметаллические термометры, модель 55, промышленная серия. (S5550; R5502; A5500) дс37 Кононова
дс37 Кононова Луганский природный заповедник
Луганский природный заповедник Определение тепловой мощности системы отопления. Практика 4
Определение тепловой мощности системы отопления. Практика 4 20180406_yaponskie_trehstishiya
20180406_yaponskie_trehstishiya Тенденции изменения семьи и брака в современном обществе
Тенденции изменения семьи и брака в современном обществе Игра Русская цивилизация 2017-2025. Расклад. Как происходит смена власти при раскладе
Игра Русская цивилизация 2017-2025. Расклад. Как происходит смена власти при раскладе Биполярный транзистор
Биполярный транзистор TMS320F28035. Состав периферийных устройств. Порты ввода/вывода. Менеджер прерываний
TMS320F28035. Состав периферийных устройств. Порты ввода/вывода. Менеджер прерываний Логика текста
Логика текста Актуальные вопросы борьбы с коррупцией
Актуальные вопросы борьбы с коррупцией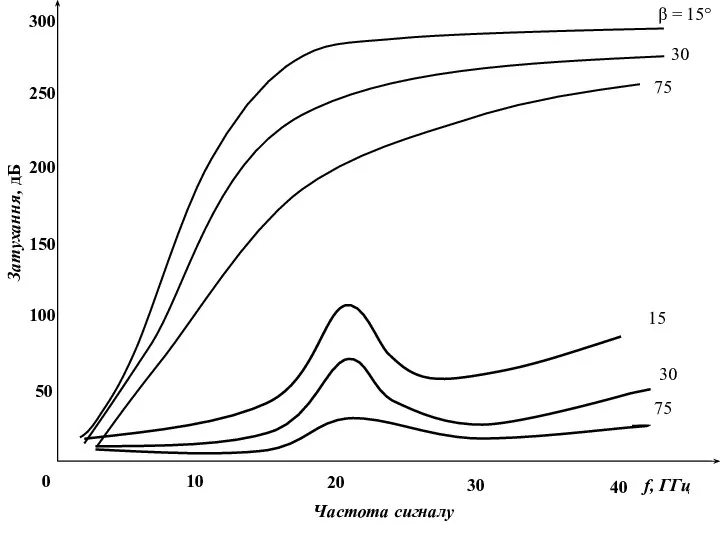 Рис 2
Рис 2 Герои мультфильмов и их влияние на детей
Герои мультфильмов и их влияние на детей Живые системы и экосистемы
Живые системы и экосистемы 20160728_chehov
20160728_chehov Liver pancreas
Liver pancreas Буквы разные писать
Буквы разные писать Коса -девичья краса
Коса -девичья краса