- Технология сварки с импульсным деформированием. (Лекция 19)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №19 Тема 19. Особенности процессов сварки с импульсным деформированием. Технология сварки взрывом. Особенности технологии
- 3. Особенности процесса К способам сварки с применением импульсного деформирования относят такие, при которых на свариваемые металлы
- 4. Методы разгона метаемой детали в разных видах сварки с импульсным деформированием различны; общим для них является
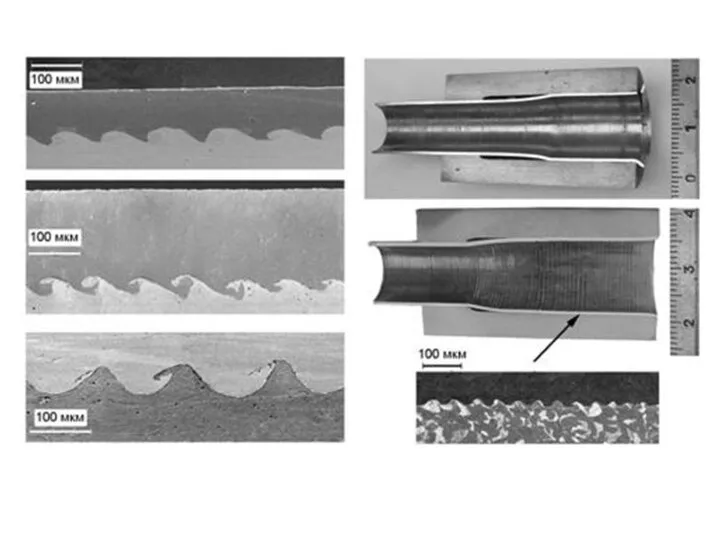
- 5. Считают, что наличие микронеровностей порождает колебания обратной струи, которая, в свою очередь, инициирует колебательный процесс в
- 7. Сварка взрывом Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате
- 8. Параллельная схема сварки взрывом а – конфигурация до начала детонации; б – конфигурации во время детонации
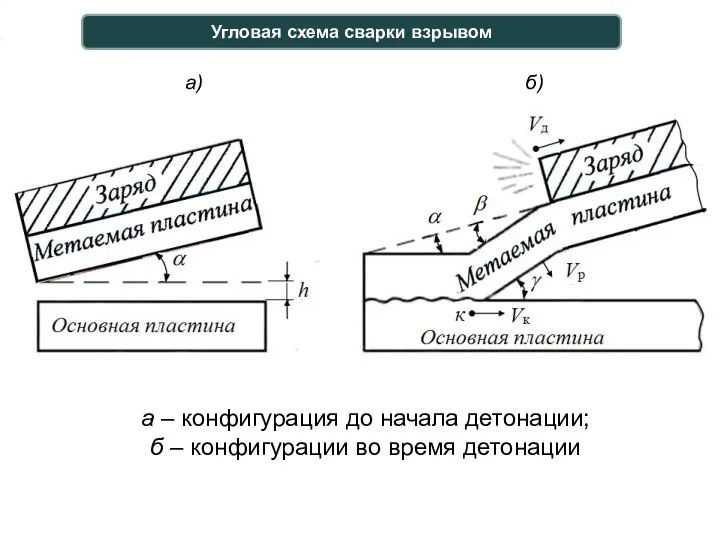
- 9. а – конфигурация до начала детонации; б – конфигурации во время детонации Угловая схема сварки взрывом
- 10. Идеализированная схема процесса детонации при сварке взрывом Детонация протекает с постоянной скоростьюVД. Непрореагировавшее ВВ имеет плотность
- 11. где Sвв – толщина слоя ВВ; Sпл, γпл – толщина и плотность материала метаемой пластины соответственно;
- 12. Перед сваркой взрывом поверхности зачищают и обезжиривают, для титана и аустенитных сталей допускается травление поверхностей. При
- 13. Сварку взрывом применяют для плакирования стержней и труб под последующее волочение и прокатку, а также для
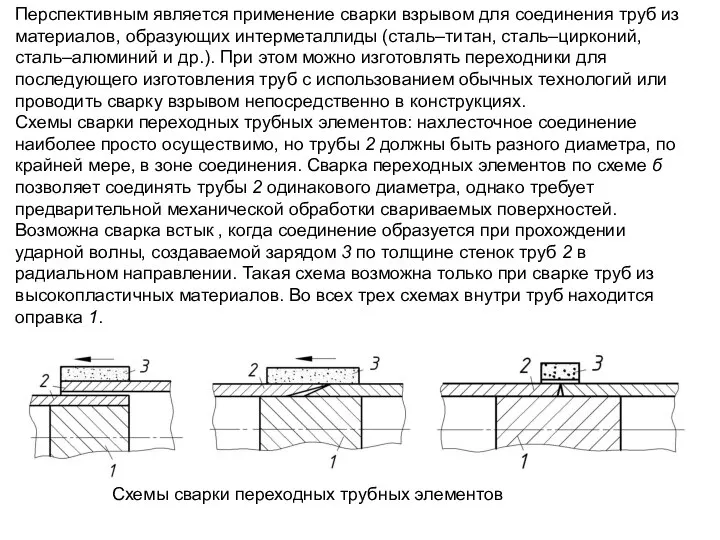
- 14. Перспективным является применение сварки взрывом для соединения труб из материалов, образующих интерметаллиды (сталь–титан, сталь–цирконий, сталь–алюминий и
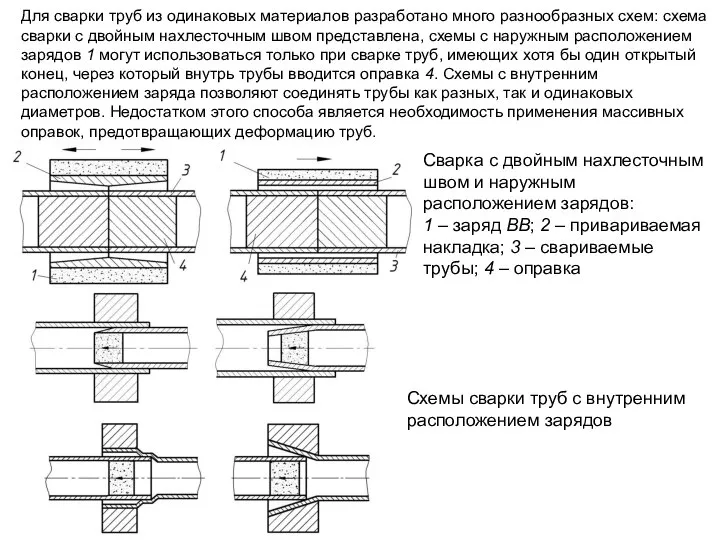
- 15. Для сварки труб из одинаковых материалов разработано много разнообразных схем: схема сварки с двойным нахлесточным швом
- 16. В радиоэлектронике сварка взрывом используется для выполнения миниатюрных соединений. Небольшого количества ВВ (менее 0,1 г) достаточно
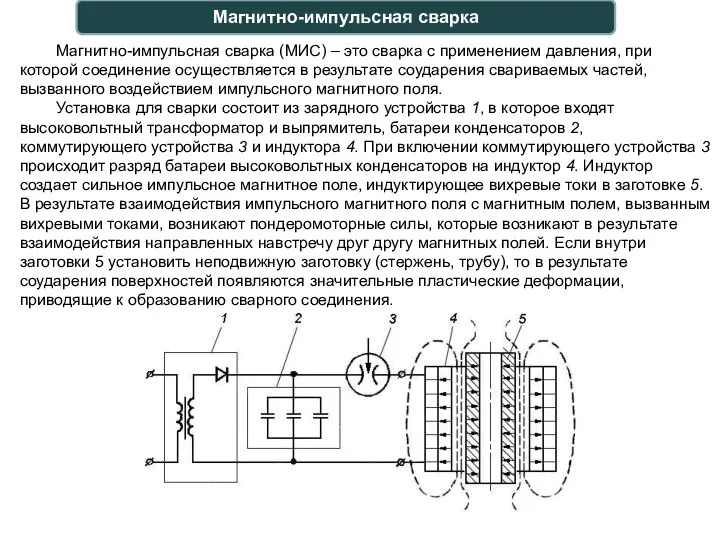
- 17. Магнитно-импульсная сварка Магнитно-импульсная сварка (МИС) – это сварка с применением давления, при которой соединение осуществляется в
- 18. Процесс магнитно-импульсной сварки осуществляется по 2 основным схемам: 1) индуктор охватывается свариваемой деталью 1 и она
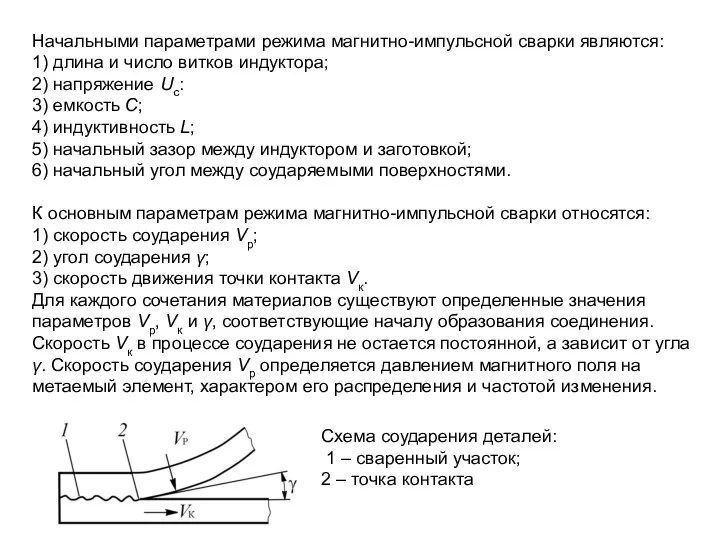
- 19. Начальными параметрами режима магнитно-импульсной сварки являются: 1) длина и число витков индуктора; 2) напряжение Uс: 3)
- 20. Перед сваркой соединяемые поверхности деталей зачищают и обезжиривают. Необходимо стремиться к тому, чтобы материал метаемой заготовки
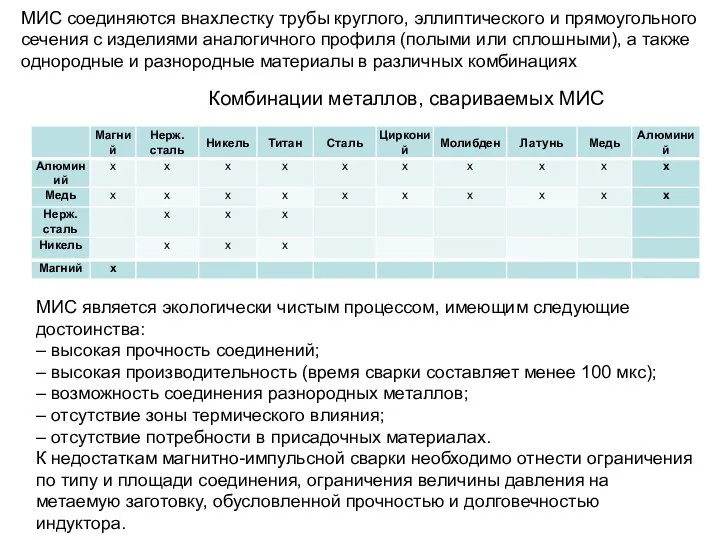
- 21. МИС соединяются внахлестку трубы круглого, эллиптического и прямоугольного сечения с изделиями аналогичного профиля (полыми или сплошными),
- 23. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №19
Тема 19. Особенности процессов сварки с импульсным деформированием.
Технология
СОДЕРЖАНИЕ ЛЕКЦИИ №19
Тема 19. Особенности процессов сварки с импульсным деформированием.
Технология
Особенности процесса
К способам сварки с применением импульсного деформирования относят такие, при
Особенности процесса
К способам сварки с применением импульсного деформирования относят такие, при
Методы разгона метаемой детали в разных видах сварки с импульсным деформированием
Методы разгона метаемой детали в разных видах сварки с импульсным деформированием
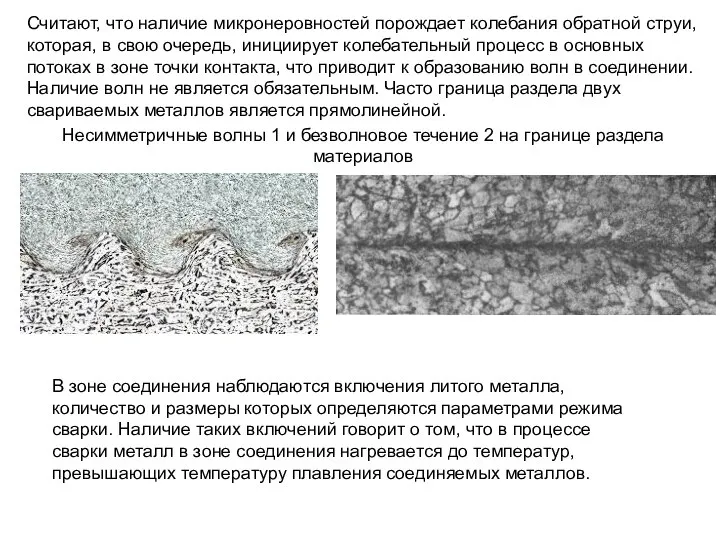
Считают, что наличие микронеровностей порождает колебания обратной струи, которая, в свою
Считают, что наличие микронеровностей порождает колебания обратной струи, которая, в свою
Сварка взрывом
Сварка взрывом – это сварка с применением давления, при
Сварка взрывом
Сварка взрывом – это сварка с применением давления, при
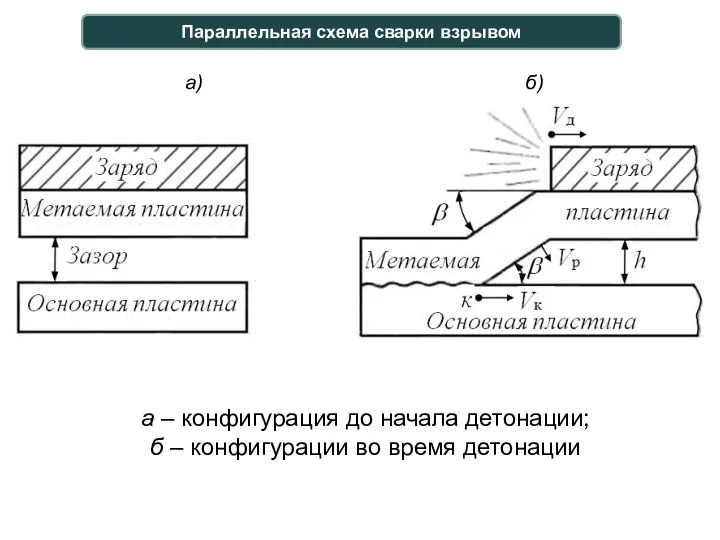
Параллельная схема сварки взрывом
а – конфигурация до начала детонации;
б – конфигурации
Параллельная схема сварки взрывом
а – конфигурация до начала детонации; б – конфигурации
а – конфигурация до начала детонации;
б – конфигурации во время детонации
Угловая
а – конфигурация до начала детонации;
б – конфигурации во время детонации
Угловая
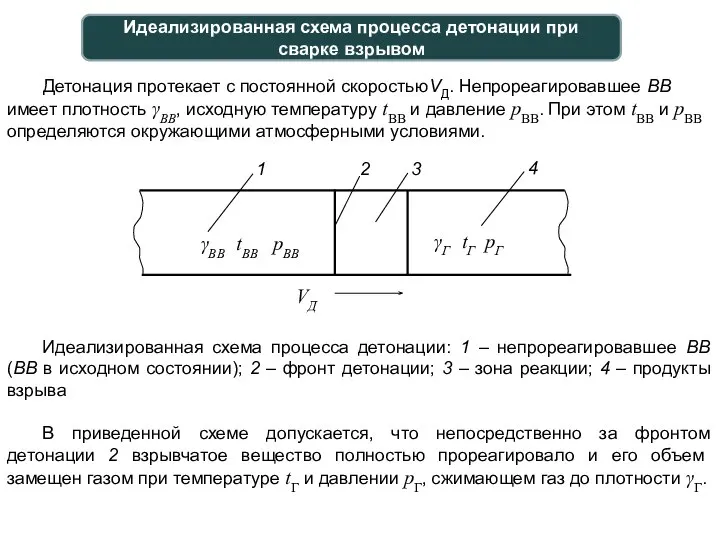
Идеализированная схема процесса детонации при сварке взрывом
Детонация протекает с
Идеализированная схема процесса детонации при сварке взрывом
Детонация протекает с
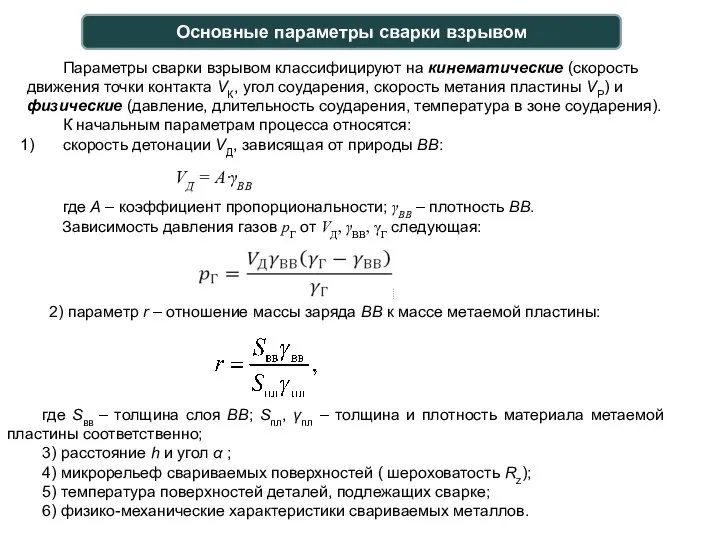
где Sвв – толщина слоя ВВ; Sпл, γпл – толщина и
где Sвв – толщина слоя ВВ; Sпл, γпл – толщина и
Перед сваркой взрывом поверхности зачищают и обезжиривают, для титана и аустенитных
Перед сваркой взрывом поверхности зачищают и обезжиривают, для титана и аустенитных
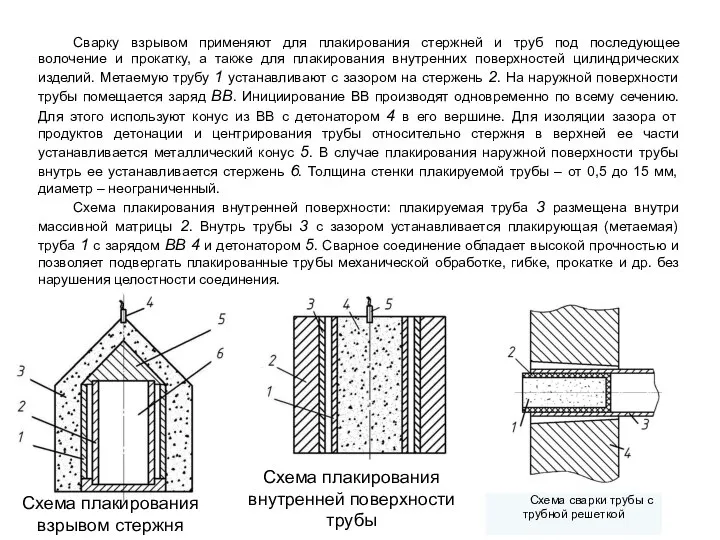
Сварку взрывом применяют для плакирования стержней и труб под последующее волочение
Сварку взрывом применяют для плакирования стержней и труб под последующее волочение
Перспективным является применение сварки взрывом для соединения труб из материалов, образующих
Перспективным является применение сварки взрывом для соединения труб из материалов, образующих
Для сварки труб из одинаковых материалов разработано много разнообразных схем: схема
Для сварки труб из одинаковых материалов разработано много разнообразных схем: схема
В радиоэлектронике сварка взрывом используется для выполнения миниатюрных соединений. Небольшого количества
В радиоэлектронике сварка взрывом используется для выполнения миниатюрных соединений. Небольшого количества
Магнитно-импульсная сварка
Магнитно-импульсная сварка (МИС) – это сварка с применением давления, при
Магнитно-импульсная сварка
Магнитно-импульсная сварка (МИС) – это сварка с применением давления, при
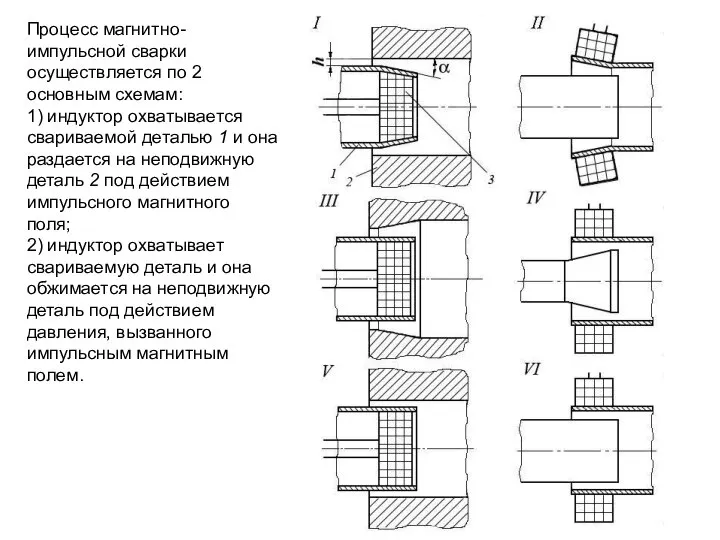
Процесс магнитно-импульсной сварки осуществляется по 2 основным схемам:
1) индуктор охватывается свариваемой
Процесс магнитно-импульсной сварки осуществляется по 2 основным схемам:
1) индуктор охватывается свариваемой
Начальными параметрами режима магнитно-импульсной сварки являются:
1) длина и число витков индуктора;
2)
Начальными параметрами режима магнитно-импульсной сварки являются:
1) длина и число витков индуктора;
2)
Перед сваркой соединяемые поверхности деталей зачищают и обезжиривают. Необходимо стремиться к
Перед сваркой соединяемые поверхности деталей зачищают и обезжиривают. Необходимо стремиться к
МИС соединяются внахлестку трубы круглого, эллиптического и прямоугольного сечения с изделиями
МИС соединяются внахлестку трубы круглого, эллиптического и прямоугольного сечения с изделиями
 Театральные маски
Театральные маски Сверление стен
Сверление стен Использование модуля Para View и Rocky при моделировании процесса экструдирования биотоплива
Использование модуля Para View и Rocky при моделировании процесса экструдирования биотоплива БДОУ Дсад №148, Нелина О.В. ,Николаева Е.А
БДОУ Дсад №148, Нелина О.В. ,Николаева Е.А 20120919_drevniy_mir
20120919_drevniy_mir Электроснабжение зданий и сооружений. Тема 6-10
Электроснабжение зданий и сооружений. Тема 6-10 многогранник-развертка
многогранник-развертка Алгоритм изготовления юбки
Алгоритм изготовления юбки Исследование влияния шихтовых материалов на качество отливок
Исследование влияния шихтовых материалов на качество отливок Дистанционное зондирование и интерпретация космических снимков для прогнозирования локальных структур
Дистанционное зондирование и интерпретация космических снимков для прогнозирования локальных структур Вентиляция
Вентиляция Джеральд Малколм Даррелл (1925 – 1995)
Джеральд Малколм Даррелл (1925 – 1995) Die entwicklung des verkehrswesens in astana
Die entwicklung des verkehrswesens in astana Кто во что верит?
Кто во что верит? Материалы для жбк. Арматура
Материалы для жбк. Арматура Экспресс Сервис На печать
Экспресс Сервис На печать Продажа производственно-промышленной базы. Лесопромышленное предприятие Туртас
Продажа производственно-промышленной базы. Лесопромышленное предприятие Туртас 20141222_obraz_aktrisy
20141222_obraz_aktrisy История компьютерной мыши
История компьютерной мыши Маргарита Агашина — Ах вы, ребята, ребята
Маргарита Агашина — Ах вы, ребята, ребята 20121204_pismo_po_pamyati
20121204_pismo_po_pamyati Загадки русского языка
Загадки русского языка Физические свойства древесины
Физические свойства древесины Х
Х Проверка 23 кабинета. Фотоальбом
Проверка 23 кабинета. Фотоальбом Подобие в жизни человека и немного юмора
Подобие в жизни человека и немного юмора 20150324_otkrytyy_urok_v_6_klasse._chelovek_slaven_dobrymi_delami._nxpowerlite
20150324_otkrytyy_urok_v_6_klasse._chelovek_slaven_dobrymi_delami._nxpowerlite Расположение элементов сайта
Расположение элементов сайта